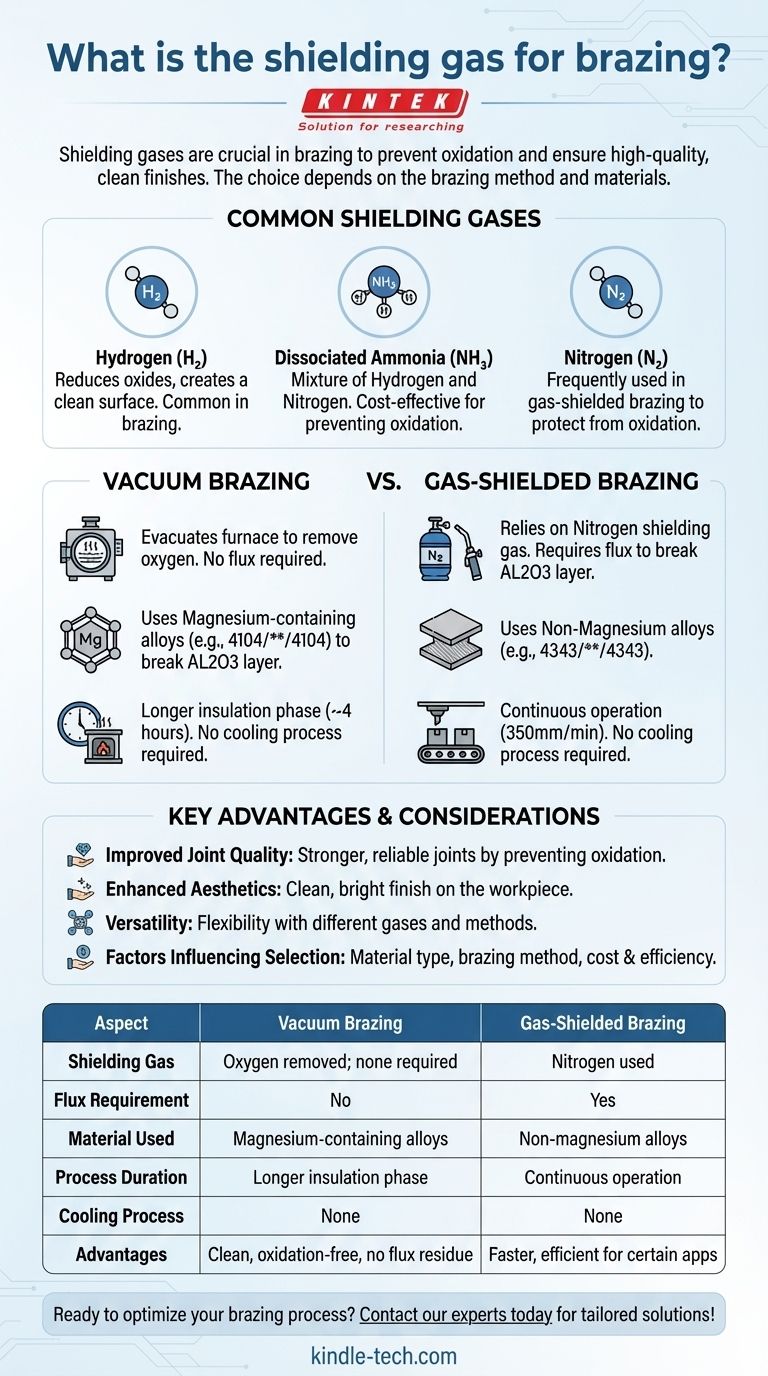
I gas di protezione svolgono un ruolo fondamentale nei processi di brasatura prevenendo l'ossidazione e garantendo una finitura pulita e di alta qualità. La scelta del gas di protezione dipende dal metodo di brasatura e dai materiali coinvolti. I gas di protezione comuni includono idrogeno, ammoniaca dissociata e azoto. Nella brasatura sottovuoto, l'ossigeno viene completamente rimosso, mentre la brasatura con gas di protezione si basa sull'azoto e sul fondente per ottenere risultati simili. La selezione dei materiali, come le leghe contenenti magnesio per la brasatura sottovuoto o le leghe dipendenti dal fondente per la brasatura con gas di protezione, influenza ulteriormente l'efficacia del gas di protezione. Comprendere questi fattori è essenziale per ottimizzare i risultati della brasatura.

Punti chiave spiegati:
-
Scopo dei gas di protezione nella brasatura
- I gas di protezione sono utilizzati per creare un'atmosfera inerte che previene l'ossidazione, la formazione di scaglie e l'accumulo di carbonio (fuliggine) durante la brasatura.
- Garantiscono una finitura pulita e brillante sul pezzo, fondamentale per ottenere giunti brasati di alta qualità.
-
Gas di protezione comuni
- Idrogeno: Spesso utilizzato nella brasatura grazie alla sua capacità di ridurre gli ossidi e creare una superficie pulita.
- Ammoniaca dissociata: Una miscela di idrogeno e azoto, comunemente usata per la sua convenienza economica e la capacità di prevenire l'ossidazione.
- Azoto: Utilizzato di frequente nella brasatura con gas di protezione per proteggere il pezzo dall'ossidazione.
-
Brasatura sottovuoto rispetto alla brasatura con gas di protezione
-
Brasatura sottovuoto:
- Comporta l'evacuazione del forno per rimuovere ossigeno e altri gas reattivi.
- Non richiede fondente, poiché l'ambiente sottovuoto elimina il rischio di ossidazione.
- Utilizza materiali come il composto doppio 4104/****/4104, che contiene l'1,5% di magnesio per rompere lo strato di AL2O3 sulla superficie del pezzo.
-
Brasatura con gas di protezione:
- Si basa sull'azoto come gas di protezione per proteggere il pezzo.
- Richiede l'applicazione di fondente per rompere lo strato di AL2O3, poiché i materiali utilizzati (ad esempio, il composto doppio 4343/****/4343) non contengono magnesio.
-
Brasatura sottovuoto:
-
Considerazioni sui materiali
- Leghe contenenti magnesio (es. 4104/****/4104): Utilizzate nella brasatura sottovuoto, il magnesio aiuta a rompere lo strato di AL2O3, garantendo un legame adeguato.
- Leghe senza magnesio (es. 4343/****/4343): Utilizzate nella brasatura con gas di protezione, questi materiali si affidano al fondente per ottenere lo stesso effetto.
-
Differenze di processo
-
Brasatura sottovuoto:
- Comporta una fase di isolamento più lunga (circa 4 ore per forno) per garantire una distribuzione uniforme della temperatura.
- Non è richiesto alcun processo di raffreddamento dopo la brasatura.
-
Brasatura con gas di protezione:
- Funziona continuamente a una velocità di 350 mm/min.
- Non richiede vuoto o processo di raffreddamento, rendendola più veloce ed efficiente per determinate applicazioni.
-
Brasatura sottovuoto:
-
Vantaggi dei gas di protezione
- Qualità del giunto migliorata: I gas di protezione prevengono l'ossidazione, portando a giunti brasati più resistenti e affidabili.
- Estetica migliorata: L'uso di gas inerti si traduce in una finitura pulita e brillante sul pezzo.
- Versatilità: Diversi gas e metodi (sottovuoto rispetto a gas di protezione) consentono flessibilità nell'affrontare varie sfide di brasatura.
-
Fattori che influenzano la scelta del gas
- Tipo di materiale: La scelta del gas di protezione dipende dalla lega che viene brasata e dalle sue esigenze specifiche (ad esempio, contenuto di magnesio).
- Metodo di brasatura: La brasatura sottovuoto e quella con gas di protezione hanno requisiti di gas distinti.
- Costo ed efficienza: L'ammoniaca dissociata è spesso scelta per la sua convenienza economica, mentre l'azoto è preferito per la sua disponibilità e facilità d'uso nella brasatura con gas di protezione.
Comprendendo il ruolo dei gas di protezione e la loro applicazione in diversi processi di brasatura, i produttori possono ottimizzare le loro operazioni per ottenere risultati superiori. La scelta del gas, del materiale e del metodo deve essere allineata con i requisiti specifici del pezzo e il risultato desiderato.
Tabella riassuntiva:
| Aspetto | Brasatura sottovuoto | Brasatura con gas di protezione |
|---|---|---|
| Gas di protezione | Ossigeno rimosso completamente; nessun gas di protezione richiesto | Azoto utilizzato come gas di protezione |
| Necessità di fondente | Nessun fondente richiesto | Fondente richiesto per rompere lo strato di AL2O3 |
| Materiale utilizzato | Leghe contenenti magnesio (es. 4104/****/4104) | Leghe senza magnesio (es. 4343/****/4343) |
| Durata del processo | Fase di isolamento più lunga (~4 ore per forno) | Funzionamento continuo a 350 mm/min |
| Processo di raffreddamento | Nessun raffreddamento richiesto | Nessun raffreddamento richiesto |
| Vantaggi | Giunti puliti, privi di ossidazione; nessun residuo di fondente | Più veloce ed efficiente per determinate applicazioni |
Pronto a ottimizzare il tuo processo di brasatura? Contatta i nostri esperti oggi stesso per soluzioni su misura!
Guida Visiva
Prodotti correlati
Domande frequenti
- Qual è il costo di un forno per brasatura sottovuoto? Una guida ai fattori chiave e alla strategia di investimento
- La brasatura può essere utilizzata per i metalli ferrosi? Sì, ed ecco come garantire un giunto robusto.
- Quali sono le funzioni specifiche dell'introduzione di atmosfere riducenti o ambienti a gas inerte nella brasatura sotto vuoto?
- Qual è la temperatura del trattamento termico sottovuoto? Ottieni proprietà dei materiali superiori e finiture impeccabili
- Cos'è un forno per trattamento termico sottovuoto? La guida definitiva alla lavorazione in atmosfera controllata
