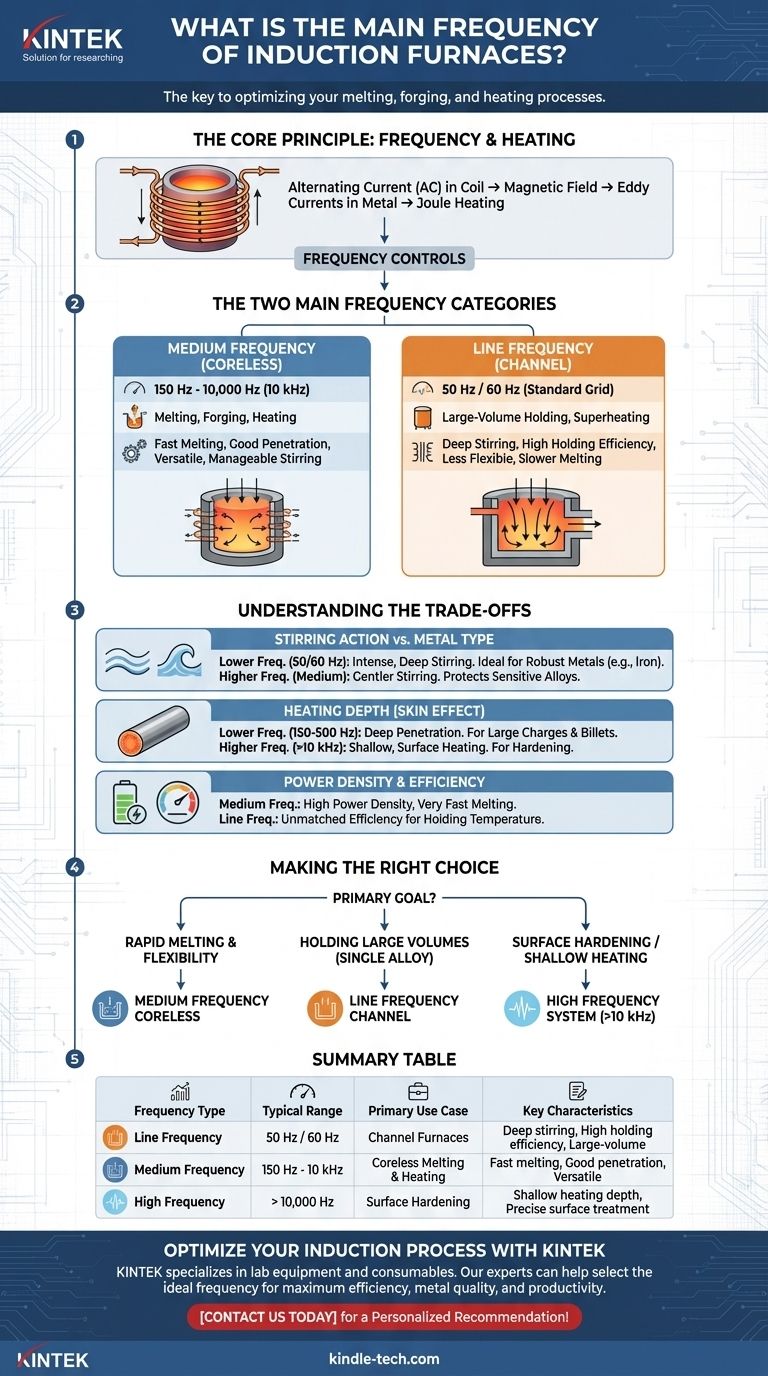
La frequenza primaria per i moderni forni a induzione utilizzati nelle applicazioni di fusione, forgiatura e riscaldamento è la media frequenza, che tipicamente varia da 150 Hz a 10.000 Hz (10 kHz). Tuttavia, una diversa classe di forni, nota come forno a canale, opera alla frequenza di rete standard di 50 Hz o 60 Hz. La scelta tra queste frequenze non è arbitraria; è interamente determinata dall'applicazione prevista del forno.
La frequenza operativa di un forno a induzione è il suo parametro di progettazione più critico. Essa determina la profondità di riscaldamento, l'intensità dell'azione di agitazione del metallo fuso e l'efficienza complessiva per un compito specifico, distinguendo direttamente i forni a fusione rapida dai forni di mantenimento di grandi volumi.
Come la frequenza definisce il comportamento del forno
Per capire perché la frequenza è così importante, dobbiamo prima esaminare il principio fondamentale del riscaldamento a induzione.
Il principio: Creare calore con il magnetismo
Un forno a induzione funziona facendo passare una potente corrente alternata attraverso una bobina di rame. Questo crea un campo magnetico che cambia rapidamente attorno alla carica metallica posta all'interno della bobina.
Questo campo magnetico induce potenti correnti secondarie, note come correnti parassite, direttamente all'interno del metallo. La resistenza elettrica naturale del metallo lo fa riscaldare rapidamente e fondere, un processo noto come effetto Joule.
Il controllo: Il ruolo della frequenza nel riscaldamento
La frequenza della corrente alternata nella bobina è la principale variabile di controllo. Essa influenza direttamente due fattori chiave: l'azione di agitazione e la profondità di riscaldamento (effetto pelle).
Le frequenze più basse penetrano più in profondità nel metallo e creano un'agitazione più vigorosa e turbolenta del bagno fuso.
Le frequenze più alte concentrano il loro effetto riscaldante vicino alla superficie del metallo e producono un'azione di agitazione molto più delicata.
Le due principali categorie di frequenza
Basandosi su questo principio, i forni a induzione sono costruiti in due categorie principali, ciascuna adatta a diversi lavori industriali.
Forni senza nucleo a media frequenza (150 Hz – 10 kHz)
Questo è lo standard moderno per la maggior parte delle fonderie, fucine e impianti di trattamento termico. Le referenze li indicano come "forni di fusione a media frequenza" o "forni di riscaldamento a media frequenza".
La loro caratteristica chiave è la flessibilità. Operando in questo intervallo di frequenza, raggiungono un equilibrio tra una buona penetrazione del riscaldamento e un'agitazione gestibile, rendendoli eccellenti per fondere rapidamente rottami metallici, purificare materiali e riscaldare billette per la forgiatura.
Forni a canale a frequenza di rete (50/60 Hz)
Questo design più vecchio e altamente specializzato opera alla bassa frequenza fornita direttamente dalla rete elettrica. Come descritto nelle referenze, funziona come un trasformatore in cui la bobina primaria induce corrente in un circuito chiuso o "canale" di metallo fuso.
La frequenza estremamente bassa crea un'azione di agitazione molto forte e profonda ed è eccezionalmente efficiente nel mantenere la temperatura di un bagno di metallo già fuso. Questi forni non sono veloci nella fusione a freddo ma eccellono come unità di mantenimento e surriscaldamento di grande capacità in operazioni ad alto volume, come per la ghisa.
Comprendere i compromessi
La scelta di una frequenza implica compromessi critici tra velocità, efficienza e il risultato metallurgico desiderato.
Azione di agitazione vs. Tipo di metallo
L'intensa agitazione di un forno a frequenza di rete (50/60 Hz) è ideale per garantire una temperatura e una composizione uniformi in grandi bagni di metalli robusti come il ferro. Tuttavia, questa stessa turbolenza può danneggiare leghe sensibili o aumentare l'assorbimento di gas e l'ossidazione.
Un forno a media frequenza fornisce un'agitazione molto più delicata, offrendo un maggiore controllo e proteggendo la qualità di metalli più reattivi o specializzati.
Profondità di riscaldamento (effetto pelle)
Per fondere una grande carica o riscaldare una spessa billetta metallica per la forgiatura, è necessario che il calore penetri in profondità nel materiale. È necessaria una frequenza più bassa (ad esempio, da 150 Hz a 500 Hz) per realizzare ciò in modo efficace.
Per applicazioni come l'indurimento superficiale, si desidera riscaldare solo lo strato esterno dell'acciaio. Ciò richiede una frequenza molto alta (spesso 10 kHz e oltre) per concentrare l'energia proprio sulla superficie.
Densità di potenza ed efficienza
Gli alimentatori a media frequenza consentono di concentrare una potenza molto elevata in un forno relativamente piccolo, con conseguente elevata densità di potenza e tempi di fusione molto rapidi.
I forni a canale a frequenza di rete sono ineguagliabili nella loro efficienza elettrica per mantenere il metallo a temperatura, ma sono molto più lenti a fondere da uno stato solido e meno flessibili per frequenti cambi di lega.
Fare la scelta giusta per il tuo obiettivo
La tua applicazione detta la frequenza richiesta.
- Se il tuo obiettivo principale è la fusione rapida e la flessibilità delle leghe: Un forno senza nucleo a media frequenza è la scelta definitiva per la sua velocità e versatilità.
- Se il tuo obiettivo principale è mantenere grandi volumi di una singola lega: Un forno a canale a frequenza di rete offre la massima efficienza per operazioni continue e ad alto rendimento.
- Se il tuo obiettivo principale è l'indurimento superficiale o il riscaldamento superficiale: È necessario un sistema a induzione ad alta frequenza dedicato (tipicamente superiore a 10 kHz) per controllare con precisione la profondità di riscaldamento.
In definitiva, comprendere il legame diretto tra la frequenza operativa e il risultato metallurgico è la chiave per selezionare la giusta tecnologia a induzione.
Tabella riassuntiva:
| Tipo di frequenza | Intervallo tipico | Caso d'uso primario | Caratteristiche chiave |
|---|---|---|---|
| Frequenza di rete | 50 Hz / 60 Hz | Forni a canale | Agitazione profonda, alta efficienza di mantenimento, ideale per ghisa di grande volume |
| Media frequenza | 150 Hz - 10.000 Hz | Fusione e riscaldamento senza nucleo | Fusione rapida, buona penetrazione, versatile per vari metalli e leghe |
| Alta frequenza | >10.000 Hz | Indurimento superficiale | Profondità di riscaldamento superficiale, trattamento superficiale preciso |
Ottimizza il tuo processo di fusione o riscaldamento con la giusta tecnologia di forni a induzione. KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, fornendo soluzioni su misura per le esigenze di riscaldamento di laboratorio e industriali. I nostri esperti possono aiutarti a selezionare la frequenza e il tipo di forno ideali per massimizzare l'efficienza, la qualità del metallo e la produttività per la tua specifica applicazione. Contattaci oggi per discutere le tue esigenze e ottenere una raccomandazione personalizzata!
Guida Visiva
Prodotti correlati
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Fornace a Induzione Sottovuoto su Scala di Laboratorio
- Fornace a fusione a induzione ad arco sotto vuoto non consumabile
- Fornace a Fusione a Induzione ad Arco Sottovuoto
- Fornace a Idrogeno Inertee Controllato all'Azoto
Domande frequenti
- Qual è il valore applicativo di un forno a pressa calda sottovuoto? Sblocca ceramiche di carburo complesse ad alta densità
- Quali sono i vantaggi di un forno a pressa calda sottovuoto per W-50%Cu? Raggiungere una densità del 99,6% a temperature più basse
- In che modo un forno a pressa calda sottovuoto contribuisce al processo di stampaggio dei compositi UHMWPE/nano-HAP?
- Quale ruolo svolge un forno a pressa a caldo sotto vuoto (VHP) nella densificazione dei compositi di acciaio inossidabile austenitico 316?
- In che modo il sistema di carico a pressione di un forno a pressa sottovuoto influisce sulle leghe Co-50% Cr? Raggiungere una densità del 99%+



















