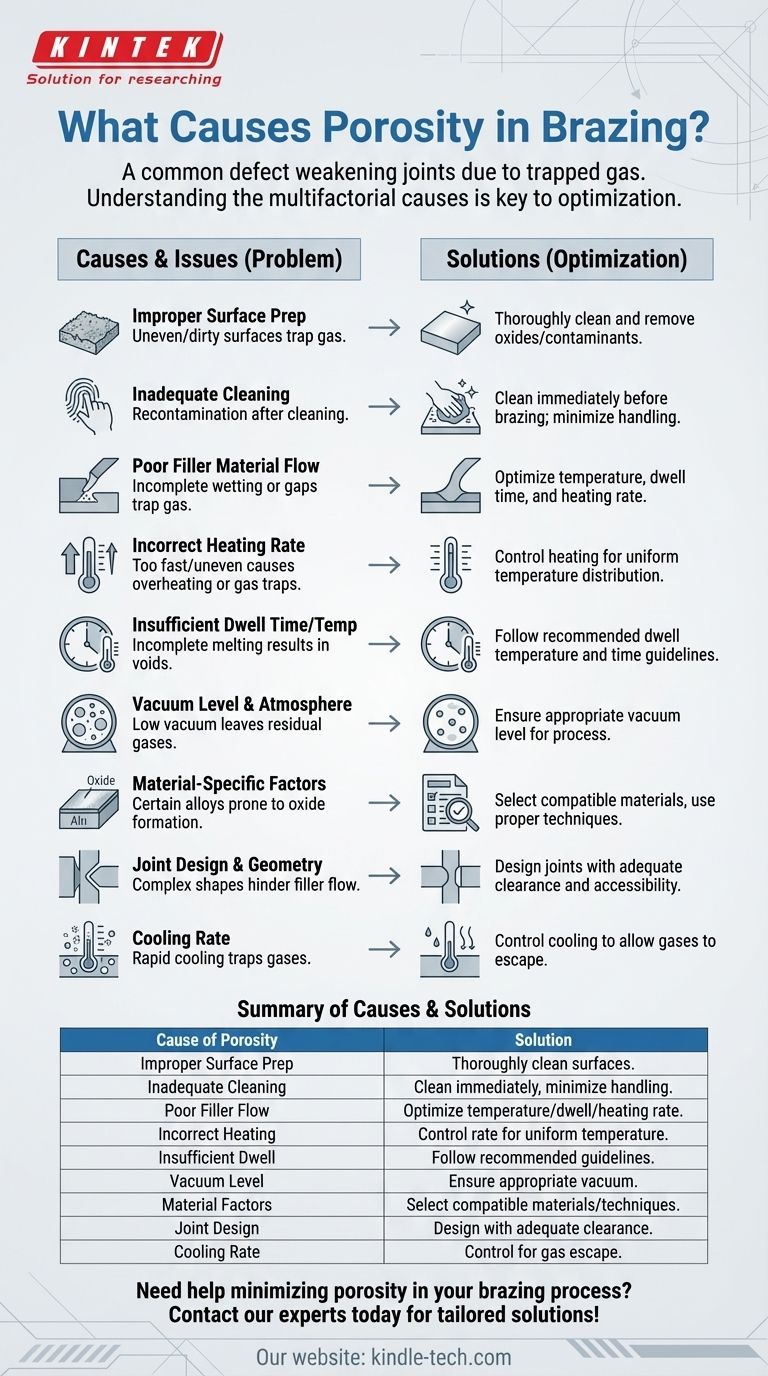
La porosità nella brasatura è un difetto comune che può indebolire significativamente il giunto e comprometterne l'integrità. Si verifica quando gas o aria rimangono intrappolati all'interno del giunto brasato, formando vuoti o bolle. Le cause della porosità sono molteplici e possono essere attribuite a fattori quali preparazione inadeguata della superficie, pulizia insufficiente, flusso scadente del materiale d'apporto, velocità di riscaldamento errate e tempo di permanenza o temperatura insufficienti. Comprendere queste cause è essenziale per ottimizzare il processo di brasatura e garantire giunti durevoli e di alta qualità.

Punti chiave spiegati:
-
Preparazione Inadeguata della Superficie:
- La preparazione della superficie è fondamentale per ottenere giunti brasati resistenti. Se le superfici da unire non sono piatte, lisce o prive di contaminanti, l'azione capillare e il flusso del materiale d'apporto possono essere ostacolati. Ciò può portare a una bagnatura incompleta e alla formazione di vuoti.
- Le pellicole di ossido, l'olio, il grasso o altri residui sulla superficie possono impedire un corretto incollaggio, intrappolando gas e causando porosità.
- Soluzione: Assicurarsi una pulizia e una preparazione della superficie approfondite, inclusa la rimozione degli strati di ossido e dei contaminanti, prima della brasatura.
-
Pulizia Insufficiente:
- L'efficacia della pulizia dipende dal materiale, dalle condizioni atmosferiche e dalla manipolazione. Se il materiale non viene pulito correttamente o viene esposto a contaminanti dopo la pulizia, può verificarsi la porosità.
- Soluzione: Pulire i materiali immediatamente prima della brasatura e ridurre al minimo la manipolazione per prevenire la ricontaminazione.
-
Flusso Inadeguato del Materiale d'Apporto:
- Il materiale d'apporto deve fluire uniformemente e completamente nel giunto per formare un legame forte. Se il materiale d'apporto non bagna correttamente le superfici o se ci sono spazi vuoti nel giunto, il gas può rimanere intrappolato, portando alla porosità.
- Soluzione: Ottimizzare i parametri di brasatura, come temperatura, tempo di permanenza e velocità di riscaldamento, per garantire un flusso adeguato del materiale d'apporto.
-
Velocità di Riscaldamento Errata:
- Riscaldare troppo velocemente o in modo non uniforme può causare surriscaldamento localizzato o riscaldamento insufficiente, portando a una fusione incompleta del materiale d'apporto o a gas intrappolati.
- Soluzione: Controllare la velocità di riscaldamento per garantire una distribuzione uniforme della temperatura e una corretta fusione del materiale d'apporto.
-
Tempo di Permanenza o Temperatura Insufficienti:
- La temperatura e il tempo di permanenza sono fondamentali per ottenere una brasatura completa. Se la temperatura è troppo bassa o il tempo di permanenza è troppo breve, il materiale d'apporto potrebbe non fondersi o fluire completamente, provocando vuoti.
- Soluzione: Seguire le linee guida raccomandate per la temperatura e il tempo di permanenza per i materiali specifici e la lega d'apporto utilizzata.
-
Livello di Vuoto e Atmosfera:
- Nella brasatura sottovuoto, il livello di vuoto deve essere sufficiente a rimuovere i gas dall'area del giunto. Se il livello di vuoto è troppo basso, i gas residui possono causare porosità.
- Soluzione: Assicurarsi che il livello di vuoto sia appropriato per i materiali e il processo di brasatura utilizzati.
-
Fattori Specifici del Materiale:
- Il tipo di metallo base e la lega d'apporto possono influenzare la porosità. Ad esempio, le leghe di alluminio sono inclini alla formazione di ossidi, che possono intrappolare gas se non rimossi correttamente.
- Soluzione: Selezionare materiali compatibili e utilizzare tecniche di pulizia e brasatura appropriate per la lega specifica.
-
Progettazione e Geometria del Giunto:
- La forma e le dimensioni delle parti da unire possono influenzare il flusso del materiale d'apporto e l'intrappolamento dei gas. Geometrie complesse o spazi ristretti possono aumentare il rischio di porosità.
- Soluzione: Progettare giunti con spazio libero e accessibilità adeguati per il flusso del materiale d'apporto.
-
Velocità di Raffreddamento:
- Un raffreddamento rapido può intrappolare gas all'interno del giunto, mentre un raffreddamento lento permette ai gas di fuoriuscire. Velocità di raffreddamento errate possono contribuire alla porosità.
- Soluzione: Controllare la velocità di raffreddamento per consentire la fuoriuscita dei gas senza compromettere la resistenza del giunto.
Affrontando questi fattori e ottimizzando il processo di brasatura, è possibile ridurre al minimo la porosità, ottenendo giunti più resistenti e affidabili.
Tabella Riassuntiva:
| Causa della Porosità | Soluzione |
|---|---|
| Preparazione Inadeguata della Superficie | Pulire e preparare accuratamente le superfici, rimuovendo ossidi e contaminanti. |
| Pulizia Insufficiente | Pulire i materiali immediatamente prima della brasatura e ridurre al minimo la manipolazione. |
| Flusso Inadeguato del Materiale d'Apporto | Ottimizzare i parametri di brasatura (temperatura, tempo di permanenza, velocità di riscaldamento). |
| Velocità di Riscaldamento Errata | Controllare la velocità di riscaldamento per una distribuzione uniforme della temperatura. |
| Tempo/Temperatura di Permanenza Insufficienti | Seguire le linee guida raccomandate per la temperatura e il tempo di permanenza. |
| Livello di Vuoto e Atmosfera | Assicurare un livello di vuoto appropriato per i materiali e il processo. |
| Fattori Specifici del Materiale | Selezionare materiali compatibili e utilizzare tecniche di pulizia/brasatura appropriate. |
| Progettazione e Geometria del Giunto | Progettare giunti con spazio libero e accessibilità adeguati per il flusso del materiale d'apporto. |
| Velocità di Raffreddamento | Controllare la velocità di raffreddamento per consentire la fuoriuscita dei gas senza indebolire il giunto. |
Hai bisogno di aiuto per minimizzare la porosità nel tuo processo di brasatura? Contatta oggi i nostri esperti per soluzioni personalizzate!
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Fornace a vuoto di molibdeno per trattamento termico
- Fornace per trattamento termico e sinterizzazione sottovuoto di tungsteno a 2200 ℃
- Fornace per Trattamento Termico Sottovuoto con Rivestimento in Fibra Ceramica
- Fornace per Trattamento Termico Sottovuoto e Fornace per Fusione a Induzione a Levitazione
Domande frequenti
- Qual è il processo di un forno a vuoto? Ottenere purezza e precisione nella lavorazione ad alta temperatura
- Cos'è la brasatura sotto vuoto? La guida definitiva all'unione di metalli ad alta purezza e senza flussante
- È possibile brasare o saldobrasare metalli dissimili? Una guida per giunzioni forti e affidabili
- Qual è il costo di un forno per brasatura sottovuoto? Una guida ai fattori chiave e alla strategia di investimento
- Quali sono i diversi tipi di saldatura a brasatura? Una guida alla scelta della giusta fonte di calore



















