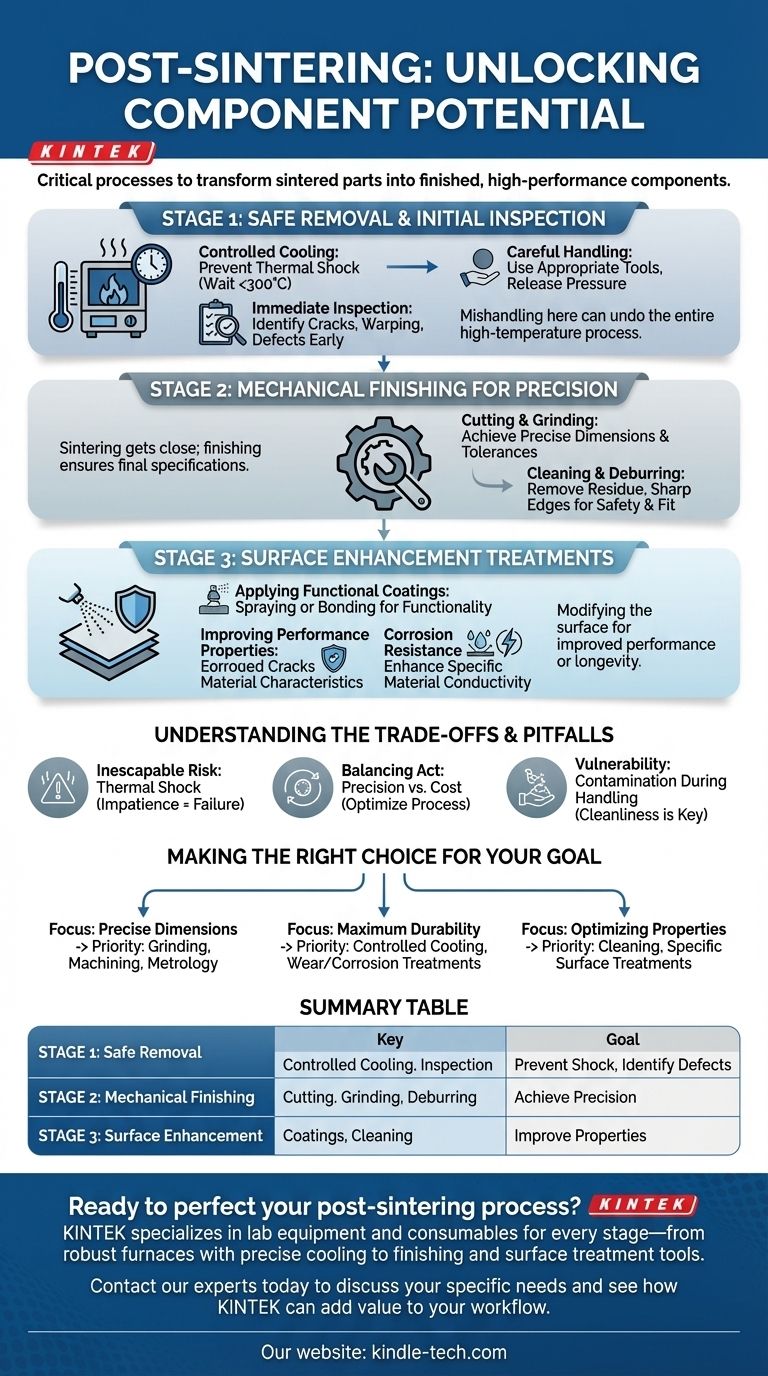
Immediatamente dopo il completamento della sinterizzazione, i processi essenziali includono un periodo di raffreddamento controllato per prevenire lo shock termico, seguito dalla rimozione sicura del componente. I passaggi successivi si concentrano sulla finitura meccanica — come il taglio o la rettifica — e sull'applicazione di trattamenti superficiali specifici per migliorare proprietà come la resistenza alla corrosione o la conduttività.
Il lavoro non è finito quando il forno si spegne. La post-sinterizzazione è un processo critico, a più stadi, che trasforma un pezzo sinterizzato grezzo in un componente finito, garantendone l'integrità strutturale, affinandone le dimensioni e migliorandone le proprietà superficiali per l'applicazione finale.

Fase 1: Rimozione Sicura e Ispezione Iniziale
I momenti immediatamente successivi al ciclo di sinterizzazione sono critici per l'integrità strutturale del pezzo. Una manipolazione errata in questa fase può annullare l'intero processo ad alta temperatura.
Il Raffreddamento Controllato è Non Negoziabile
Il primo e più importante passo è permettere al componente di raffreddarsi gradualmente all'interno del forno.
Aprire la porta del forno mentre la temperatura interna è ancora molto alta introduce aria fredda, creando un rapido cambiamento di temperatura. Questo shock termico può facilmente causare crepe nel pezzo ceramico o metallico, rendendolo inutilizzabile.
Come regola, attendere che la temperatura del forno scenda sotto i 300°C prima di aprire la porta per la rimozione.
Manipolazione e Recupero Attenti
Una volta raffreddato, il pezzo può essere recuperato in sicurezza. Se il processo ha comportato pressione, come nella pressatura a caldo, assicurarsi che tutta la pressione sia completamente rilasciata prima di tentare di aprire la camera.
Maneggiare il pezzo appena sinterizzato con cura, poiché potrebbe essere ancora fragile a seconda del materiale. Utilizzare strumenti appropriati per rimuoverlo dal forno o dalla pressa.
Ispezione Visiva Immediata
Eseguire un'ispezione preliminare del pezzo. Cercare difetti evidenti come crepe, deformazioni o irregolarità significative che potrebbero essersi verificate durante la sinterizzazione o il raffreddamento.
Questo controllo iniziale aiuta a identificare i pezzi difettosi precocemente, risparmiando tempo e risorse sui successivi passaggi di finitura.
Fase 2: Finitura Meccanica per la Precisione
La sinterizzazione spesso produce pezzi che sono vicini, ma non esattamente, alle loro dimensioni finali richieste a causa del ritiro. La finitura meccanica è il modo per raggiungere le specifiche finali.
Taglio e Rettifica
La maggior parte dei componenti sinterizzati richiede una qualche forma di lavorazione per soddisfare tolleranze dimensionali strette.
Il taglio viene utilizzato per separare i pezzi o rimuovere le strutture di supporto, mentre la rettifica viene utilizzata per ottenere una finitura superficiale precisa e dimensioni esatte.
Pulizia e Sbavatura
Dopo la lavorazione, i pezzi devono essere accuratamente puliti per rimuovere eventuali oli residui, fluidi da taglio o detriti dal processo di rettifica.
Questa fase può anche comportare la sbavatura per rimuovere eventuali spigoli vivi o piccole imperfezioni lasciate dalla lavorazione, assicurando che il pezzo sia sicuro da maneggiare e si adatti correttamente in un assemblaggio.
Fase 3: Trattamenti di Miglioramento Superficiale
Per molte applicazioni, la superficie del pezzo sinterizzato deve essere modificata per migliorarne le prestazioni o la durata.
Applicazione di Rivestimenti Funzionali
I trattamenti superficiali spesso comportano l'applicazione di un rivestimento attraverso processi come la spruzzatura o l'adesione. Questi rivestimenti non sono meramente cosmetici; aggiungono funzionalità critiche.
Miglioramento delle Proprietà Prestazionali
L'obiettivo primario di questi trattamenti è migliorare specifiche proprietà del materiale.
Gli obiettivi comuni includono il miglioramento della resistenza alla corrosione per i pezzi esposti ad ambienti difficili o l'aumento della conduttività elettrica per i componenti elettronici.
Comprendere i Compromessi e le Insidie
Ogni fase della post-sinterizzazione comporta una serie di rischi e considerazioni che possono influenzare la qualità finale del componente.
L'Inevitabile Rischio di Shock Termico
La più grande insidia immediatamente dopo la sinterizzazione è l'impazienza. Aprire il forno troppo presto per risparmiare tempo è la causa più comune di crepe e guasti dei componenti. Questo rischio non può essere sottovalutato.
Bilanciare Precisione e Costo
Sebbene la lavorazione post-sinterizzazione sia necessaria per la precisione, aggiunge anche tempo e costi significativi al processo di produzione. L'obiettivo è ottimizzare il processo di sinterizzazione per minimizzare la quantità di materiale che deve essere rimossa in seguito.
Contaminazione Durante la Manipolazione
Il componente è vulnerabile alla contaminazione dopo che lascia il forno. Oli, sporco o persino impronte digitali possono interferire con l'adesione e le prestazioni dei successivi trattamenti superficiali. Una manipolazione pulita è essenziale.
Fare la Scelta Giusta per il Tuo Obiettivo
I passaggi specifici di post-sinterizzazione che priorizzerai dipenderanno interamente dall'applicazione prevista del componente finale.
- Se il tuo obiettivo principale è ottenere dimensioni precise: Il tuo percorso critico prevede una meticolosa rettifica, lavorazione e metrologia per soddisfare tolleranze strette.
- Se il tuo obiettivo principale è garantire la massima durata: Sottolinea il raffreddamento controllato per prevenire micro-crepe e seleziona trattamenti superficiali progettati per la resistenza all'usura e alla corrosione.
- Se il tuo obiettivo principale è ottimizzare le proprietà funzionali: La tua priorità saranno le fasi di pulizia e trattamento superficiale che migliorano caratteristiche specifiche come la conduttività o la biocompatibilità.
In definitiva, la lavorazione post-sinterizzazione è ciò che realizza il pieno potenziale ingegneristico di un componente sinterizzato.
Tabella Riepilogativa:
| Fase | Processi Chiave | Obiettivo Primario |
|---|---|---|
| Fase 1: Rimozione Sicura | Raffreddamento Controllato, Ispezione Iniziale | Prevenire shock termico, identificare difetti |
| Fase 2: Finitura Meccanica | Taglio, Rettifica, Sbavatura | Ottenere dimensioni e tolleranze precise |
| Fase 3: Miglioramento Superficiale | Applicazione di Rivestimenti, Pulizia | Migliorare resistenza alla corrosione, conduttività, ecc. |
Pronto a perfezionare il tuo processo di post-sinterizzazione?
KINTEK è specializzata nelle apparecchiature e nei materiali di consumo da laboratorio necessari per ogni fase — dai robusti forni di sinterizzazione con controlli di raffreddamento precisi agli strumenti per la finitura e il trattamento superficiale. Serviamo laboratori e produttori che richiedono componenti affidabili e ad alte prestazioni.
Lasciaci aiutarti a garantire integrità strutturale, dimensioni precise e proprietà superficiali migliorate per la tua applicazione finale. Contatta i nostri esperti oggi stesso per discutere le tue esigenze specifiche e scoprire come KINTEK può aggiungere valore al tuo flusso di lavoro.
Guida Visiva
Prodotti correlati
- Lastra Ceramica in Carburo di Silicio (SiC) Resistente all'Usura, Ceramica Avanzata Fine Ingegneristica
- Fornace per Sinterizzazione a Plasma di Scintilla Fornace SPS
- Fornace per sinterizzazione di fili di molibdeno a trattamento termico sottovuoto per sinterizzazione sottovuoto
- Fornace a atmosfera controllata con nastro a maglie
- Elettrodo Elettrochimico in Grafite, Elettrodo a Disco e Asta in Grafite
Domande frequenti
- Qual è il tipo di carburo di silicio? Una guida ai polimorfi, ai gradi e alle applicazioni
- Quali sono le proprietà del SiC? Sblocca prestazioni ad alta temperatura e alta frequenza
- Quali sono gli usi comuni del carburo di silicio? Sblocca prestazioni estreme in ambienti difficili
- Quali sono le applicazioni del carburo di silicio? Dagli abrasivi ai semiconduttori ad alta tecnologia
- Qual è la resistenza alla temperatura del carburo di silicio? Resiste a temperature estreme fino a 1500°C






