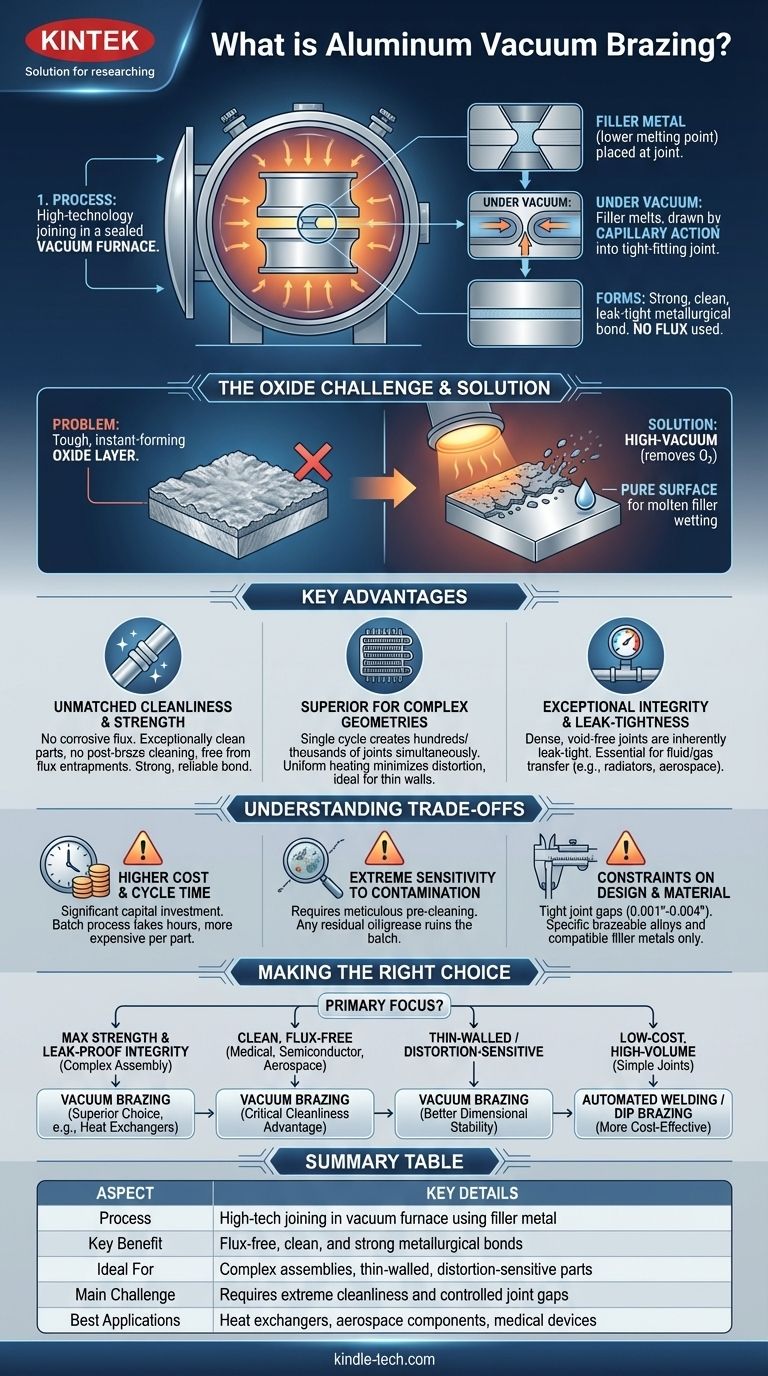
In sintesi, la brasatura sottovuoto dell'alluminio è un processo di giunzione ad alta tecnologia utilizzato per creare un legame forte e permanente tra parti di alluminio all'interno di un forno sottovuoto. Il processo prevede il riscaldamento dei componenti con un metallo d'apporto che ha un punto di fusione inferiore rispetto all'alluminio stesso. Sotto vuoto, questo metallo d'apporto si fonde e viene aspirato nelle giunzioni a stretto contatto per azione capillare, formando una connessione eccezionalmente pulita, a tenuta stagna e metallurgicamente sana senza l'uso di flussante chimico.
La giunzione dell'alluminio presenta una sfida significativa a causa del suo strato di ossido tenace e a formazione istantanea. La brasatura sottovuoto dell'alluminio supera questo problema non con prodotti chimici corrosivi, ma utilizzando un ambiente di alto vuoto per rimuovere l'ossigeno, consentendo un legame metallurgico incontaminato per assemblaggi complessi e ad alte prestazioni.
Come la brasatura sottovuoto supera la sfida dell'alluminio?
Per comprendere il valore di questo processo, è necessario prima comprendere il problema fondamentale che risolve. I principi sono semplici ma hanno profonde implicazioni per la qualità dei componenti e la libertà di progettazione.
Il ruolo critico del vuoto
L'intero processo si svolge in una camera sigillata dove la pressione è ridotta a un vuoto quasi perfetto (tipicamente 10⁻⁵ Torr o inferiore). Questo ambiente non è solo un contenitore; è una parte attiva del processo.
Rimuovendo praticamente tutto l'ossigeno, il vuoto impedisce alle parti di alluminio di ossidarsi mentre vengono riscaldate. Questa è la chiave del perché il processo è "senza flussante".
Rompere lo strato di ossido
Anche con il vuoto, le parti di alluminio entrano nel forno con uno strato preesistente e tenace di ossido di alluminio. La combinazione di calore elevato e l'ambiente sottovuoto, spesso assistita da piccole quantità di magnesio nella lega d'apporto che agisce come "getter" di ossigeno, fa sì che questo strato di ossido si scomponga e si dissipi.
Questo rivela una superficie di alluminio pura e incontaminata, consentendo al metallo d'apporto fuso di "bagnare" correttamente il metallo base e creare un legame forte.
Il metallo d'apporto e l'azione capillare
Una lega d'apporto specializzata alluminio-silicio, spesso sotto forma di una sottile lamina o pasta, viene posizionata sul bordo della giunzione prima del riscaldamento. Quando il forno raggiunge la precisa temperatura di brasatura, appena al di sotto del punto di fusione dell'alluminio base, il metallo d'apporto si fonde.
Poiché le superfici sono perfettamente pulite, il metallo d'apporto fuso viene naturalmente aspirato negli interstizi microscopici tra le parti attraverso un fenomeno fisico chiamato azione capillare, riempiendo completamente la giunzione.
Vantaggi chiave rispetto alla giunzione tradizionale
La brasatura sottovuoto non sostituisce tutte le saldature o le brasature convenzionali, ma offre vantaggi distinti per applicazioni specifiche ed esigenti.
Pulizia e resistenza ineguagliabili
Poiché non viene utilizzato alcun flussante corrosivo, le parti finite sono eccezionalmente pulite e lucide, non richiedendo alcuna pulizia post-brasatura. La giunzione risultante è priva di inclusioni di flussante che possono causare vuoti, punti deboli o futura corrosione, portando a un legame più forte e affidabile.
Superiore per geometrie complesse e delicate
Un singolo ciclo in un forno sottovuoto può creare centinaia o addirittura migliaia di giunzioni contemporaneamente su un assemblaggio complesso, come uno scambiatore di calore. Questo è impossibile con la saldatura, che richiede una giunzione sequenziale, punto per punto. Il riscaldamento uniforme minimizza anche la distorsione, rendendolo ideale per componenti a parete sottile.
Eccezionale integrità della giunzione e tenuta stagna
Il processo produce giunzioni dense e prive di vuoti che sono intrinsecamente a tenuta stagna. Questo è non negoziabile per applicazioni che coinvolgono il trasferimento di fluidi o gas, come radiatori, piastre di raffreddamento per elettronica e tubazioni del carburante aerospaziali.
Comprendere i compromessi
Nessun processo è perfetto per ogni situazione. L'obiettività richiede di riconoscere i limiti della brasatura sottovuoto dell'alluminio.
Costo del processo e tempo di ciclo più elevati
I forni sottovuoto rappresentano un investimento di capitale significativo, e il processo stesso – che comporta il pompaggio, il riscaldamento, la brasatura e il raffreddamento controllato – è un processo a lotti che richiede diverse ore. Questo lo rende più costoso per pezzo rispetto alla maggior parte delle operazioni di saldatura ad alto volume.
Estrema sensibilità alla contaminazione
Il successo di una brasatura senza flussante dipende interamente dalla pulizia dei componenti. Qualsiasi olio residuo, grasso o altri contaminanti superficiali possono degassare nel vuoto, rovinando l'intero lotto. Ciò rende necessario un meticoloso processo di pre-pulizia.
Vincoli di progettazione e materiale
Le giunzioni devono essere progettate con spazi stretti e controllati (tipicamente 0,001" - 0,004") per facilitare una corretta azione capillare. Inoltre, possono essere utilizzate solo specifiche leghe di alluminio "brasabili", e il metallo d'apporto deve essere compatibile con il materiale base.
Fare la scelta giusta per la tua applicazione
La selezione del metodo di giunzione corretto richiede l'allineamento delle capacità del processo con i tuoi obiettivi primari di progettazione e prestazioni.
- Se il tuo obiettivo principale è la massima resistenza e l'integrità a prova di perdite per un assemblaggio complesso: La brasatura sottovuoto dell'alluminio è la scelta superiore, specialmente per parti come scambiatori di calore multicanale.
- Se il tuo obiettivo principale è produrre componenti puliti e senza flussante per uso medico, semiconduttori o aerospaziale: L'intrinseca pulizia della brasatura sottovuoto è un vantaggio critico che evita potenziali contaminazioni.
- Se il tuo obiettivo principale è la giunzione di parti a parete sottile o sensibili alla distorsione: Il riscaldamento uniforme e controllato della brasatura sottovuoto offre una stabilità dimensionale di gran lunga migliore rispetto alla saldatura localizzata.
- Se il tuo obiettivo principale è la produzione a basso costo e ad alto volume di giunzioni semplici: La saldatura automatizzata o la brasatura a immersione possono essere una soluzione più economica.
Comprendendo i suoi principi e i suoi compromessi, puoi sfruttare la brasatura sottovuoto dell'alluminio per raggiungere un livello di qualità e complessità di progettazione irraggiungibile con i metodi convenzionali.
Tabella riassuntiva:
| Aspetto | Dettagli chiave |
|---|---|
| Processo | Giunzione ad alta tecnologia in forno sottovuoto con metallo d'apporto |
| Beneficio chiave | Legami metallurgici senza flussante, puliti e forti |
| Ideale per | Assemblaggi complessi, parti a parete sottile, sensibili alla distorsione |
| Sfida principale | Richiede estrema pulizia e spazi di giunzione controllati |
| Migliori applicazioni | Scambiatori di calore, componenti aerospaziali, dispositivi medici |
Pronto a migliorare la qualità dei tuoi componenti in alluminio con la brasatura sottovuoto di precisione?
In KINTEK, siamo specializzati in attrezzature e materiali di consumo da laboratorio avanzati che supportano processi di giunzione ad alte prestazioni come la brasatura sottovuoto dell'alluminio. La nostra esperienza aiuta i produttori nei settori aerospaziale, medico ed elettronico a raggiungere un'integrità e una pulizia superiori delle giunzioni senza contaminazione da flussante.
Contattaci oggi per discutere come le nostre soluzioni possono ottimizzare il tuo processo di brasatura e fornire gli assemblaggi forti e a tenuta stagna che le tue applicazioni richiedono.
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Barca di evaporazione in ceramica alluminata per deposizione di film sottili
- Set di barche di evaporazione in ceramica Crogiolo di allumina per uso di laboratorio
- Fornace per sinterizzazione di porcellana dentale sottovuoto
- Crogiolo Avanzato in Ceramica Fine di Allumina Al2O3 con Coperchio Crogiolo Cilindrico da Laboratorio
Domande frequenti
- Qual è la temperatura del trattamento termico sottovuoto? Ottieni proprietà dei materiali superiori e finiture impeccabili
- Come funziona un trattamento termico sottovuoto? Ottenere proprietà dei materiali superiori in un ambiente incontaminato
- Cos'è il processo di trattamento termico sotto vuoto? Ottenere un controllo, una pulizia e una qualità superiori
- Come si esegue la brasatura a forno? Una guida alla giunzione di metalli di precisione e ad alto volume
- Cos'è un forno per trattamento termico sottovuoto? Ottenere una purezza e un controllo senza pari





