La temperatura richiesta per stampare la plastica non è un valore unico; varia drasticamente da circa 100°C (212°F) a oltre 370°C (700°F). La temperatura precisa dipende interamente dal tipo specifico di plastica utilizzata, dal processo di produzione (come lo stampaggio a iniezione o la stampa 3D) e dalle proprietà desiderate del prodotto finale. Ogni polimero ha una finestra di lavorazione unica che deve essere rispettata per ottenere un risultato di successo.
Il principio fondamentale è che ogni plastica ha una specifica "finestra di lavorazione"—un intervallo di temperatura in cui è sufficientemente fluida per essere modellata ma non così calda da iniziare a degradarsi. Trovare questa temperatura ottimale è un equilibrio critico tra le proprietà intrinseche del materiale e le esigenze del processo di produzione.

Il Fattore Critico: Tipo di Plastica
La variabile più significativa che determina la temperatura di stampaggio è la struttura chimica della plastica stessa. Questo determina come il materiale si comporta quando viene riscaldato e raffreddato.
Termoplastiche vs. Termoindurenti
Le plastiche sono ampiamente divise in due famiglie. Le termoplastiche possono essere fuse e riformate più volte senza significative alterazioni chimiche, proprio come il ghiaccio può essere fuso in acqua e ricongelato. Questo gruppo include materiali comuni come il Polietilene (PE), il Polipropilene (PP) e l'ABS.
I termoindurenti, d'altra parte, subiscono una reazione chimica irreversibile (polimerizzazione) quando riscaldati. Una volta induriti, non possono essere rifusi. Questo processo è più simile alla cottura di una torta; non si può tornare all'impasto. Esempi includono epossidici, silicone e poliuretano.
Strutture Amorfe vs. Cristalline
All'interno delle termoplastiche, la struttura molecolare di un materiale definisce ulteriormente il suo comportamento di fusione. Le plastiche amorfe, come il Policarbonato (PC), hanno una struttura molecolare disordinata. Non hanno un punto di fusione netto ma si ammorbidiscono gradualmente in un ampio intervallo di temperature, come il burro.
Le plastiche cristalline, come il Nylon (PA), hanno strutture molecolari altamente ordinate e strettamente impacchettate. Si comportano più come il ghiaccio, mantenendo uno stato solido fino a quando non raggiungono un punto di fusione molto specifico e netto, dove diventano rapidamente liquide.
Una Guida alle Temperature di Stampaggio Comuni
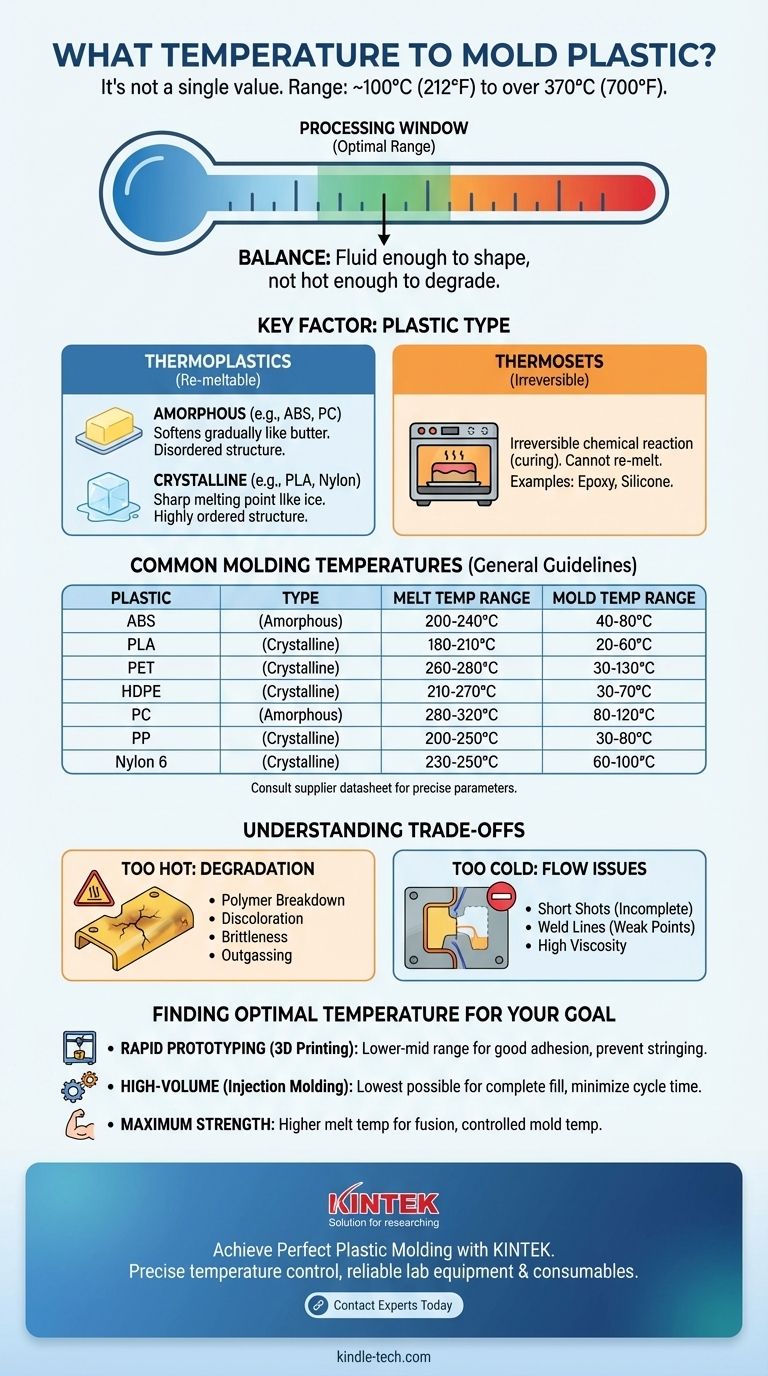
Per le termoplastiche utilizzate nello stampaggio a iniezione, sia la temperatura della plastica fusa (Temperatura di Fusione) che la temperatura dello stampo stesso (Temperatura dello Stampo) sono critiche. La temperatura dello stampo è mantenuta significativamente più fredda per controllare la velocità di solidificazione, che influenza la finitura finale del pezzo, le dimensioni e la resistenza.
| Nome della Plastica | Tipo | Intervallo di Temperatura di Fusione Tipico | Intervallo di Temperatura dello Stampo Tipico |
|---|---|---|---|
| ABS (Acrilonitrile Butadiene Stirene) | Amorfo | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA (Acido Polilattico) | Cristallino | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET (Polietilene Tereftalato) | Cristallino | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE (Polietilene ad Alta Densità) | Cristallino | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| Policarbonato (PC) | Amorfo | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| Polipropilene (PP) | Cristallino | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| Nylon 6 (PA6) | Cristallino | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
Nota: Queste sono linee guida generali. Consultare sempre la scheda tecnica del fornitore del materiale specifico per i parametri di lavorazione più accurati.
Comprendere i Compromessi
La selezione di una temperatura non riguarda solo la liquefazione della plastica; è un attento equilibrio per controllare il comportamento del materiale ed evitare difetti.
Troppo Caldo: I Pericoli della Degradazione
Superare la finestra di lavorazione raccomandata può causare la rottura delle catene polimeriche. Questa degradazione termica può portare a diversi problemi.
Potresti notare scolorimento (specialmente ingiallimento o imbrunimento), una perdita di resistenza all'urto che rende il pezzo fragile, e degassamento che può causare difetti superficiali come striature argentate.
Troppo Freddo: I Problemi di Flusso e Fusione
Se la temperatura è troppo bassa, la viscosità della plastica sarà troppo alta. Non scorrerà abbastanza facilmente da riempire l'intera cavità dello stampo, risultando in un pezzo incompleto noto come "iniezione corta".
Anche se lo stampo si riempie, la plastica fredda può creare punti deboli chiamati linee di saldatura dove due fronti di flusso si incontrano ma non riescono a fondersi correttamente, compromettendo l'integrità strutturale del pezzo.
Trovare la Temperatura Ottimale per il Tuo Progetto
L'impostazione ideale della temperatura dipende dal tuo obiettivo specifico, poiché stai sempre bilanciando velocità, qualità e proprietà del materiale.
- Se il tuo obiettivo principale è la prototipazione rapida (come la stampa 3D): Dai priorità a una buona adesione degli strati e alla precisione dimensionale, il che spesso significa operare nella parte inferiore o media dell'intervallo di temperatura raccomandato per prevenire filamenti e deformazioni.
- Se il tuo obiettivo principale è la produzione in grandi volumi (stampaggio a iniezione): Punta alla temperatura di fusione più bassa possibile che consenta comunque un riempimento completo dello stampo per minimizzare il tempo di ciclo e risparmiare energia.
- Se il tuo obiettivo principale è la massima resistenza del pezzo: Assicurati che la temperatura di fusione sia sufficientemente alta per una fusione molecolare completa nelle linee di saldatura e utilizza una temperatura dello stampo controllata per gestire la struttura cristallina e ridurre le sollecitazioni interne.
In definitiva, ottenere un pezzo in plastica di successo richiede di trattare la scheda tecnica del produttore come punto di partenza e quindi apportare piccole, metodiche regolazioni per perfezionare il processo per la tua applicazione specifica.
Tabella Riepilogativa:
| Nome della Plastica | Tipo | Intervallo di Temperatura di Fusione Tipico | Intervallo di Temperatura dello Stampo Tipico |
|---|---|---|---|
| ABS | Amorfo | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA | Cristallino | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET | Cristallino | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE | Cristallino | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| Policarbonato (PC) | Amorfo | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| Polipropilene (PP) | Cristallino | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| Nylon 6 (PA6) | Cristallino | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
Ottieni uno Stampaggio Plastico Perfetto con KINTEK
Navigare i requisiti precisi di temperatura per i tuoi materiali plastici è fondamentale per evitare difetti come la degradazione o il riempimento incompleto. KINTEK è specializzata nella fornitura di attrezzature da laboratorio e materiali di consumo di alta qualità, su misura per le esigenze uniche del tuo laboratorio. Che tu sia coinvolto nella prototipazione rapida, nella produzione in grandi volumi o nella ricerca che richiede la massima resistenza del pezzo, la nostra esperienza ti garantisce risultati ottimali.
Lasciaci aiutarti a:
- Selezionare l'attrezzatura giusta per un controllo preciso della temperatura e prestazioni costanti.
- Ottimizzare il tuo processo con materiali di consumo affidabili che soddisfano rigorose specifiche di materiale.
- Migliorare l'efficienza del tuo laboratorio con soluzioni progettate per precisione e durata.
Non lasciare che le sfide di temperatura compromettano il successo del tuo progetto. Contatta i nostri esperti oggi stesso per discutere come KINTEK può supportare le tue applicazioni di stampaggio plastico e fornire la qualità che il tuo lavoro richiede.
Guida Visiva
Prodotti correlati
- Pressa per pastiglie di polvere per anello in plastica per laboratorio XRF & KBR per FTIR
- Fornace per sinterizzazione di fili di molibdeno a trattamento termico sottovuoto per sinterizzazione sottovuoto
- Fornace a vuoto di molibdeno per trattamento termico
- Fornace a muffola ad alta temperatura per sbozzatura e pre-sinterizzazione da laboratorio
- Fornace di Grafittizzazione a Scarico Inferiore per Vuoto di Grafite per Materiali di Carbonio
Domande frequenti
- Qual è lo scopo dell'uso del bromuro di potassio KBr nella misurazione FTIR? Ottenere un'analisi chiara e accurata di campioni solidi
- Cos'è il metodo della pastiglia di polvere pressata? Una guida per una preparazione accurata dei campioni FTIR
- In che modo la scelta di uno stampo a pressione influisce sulle prestazioni delle batterie a stato solido? Guida esperta alla pellettizzazione
- Perché si utilizza una pressa per pastiglie da laboratorio prima della pirolisi? Ottimizza il trasferimento di calore e la consistenza nella sintesi del carbonio poroso
- Qual è lo scopo dell'utilizzo di uno stampo per la pressatura di pellet nella preparazione di campioni di prova per catalizzatori? Garantire la coerenza dei dati
















