La risposta breve è che la brasatura è un processo di giunzione dei metalli che avviene a temperature superiori a 450°C (840°F), ma non esiste un'unica temperatura per tutte le brasature. La temperatura esatta richiesta dipende interamente dalla specifica lega di metallo d'apporto che si sta utilizzando. La temperatura di lavoro corretta è sempre un intervallo impostato leggermente al di sopra del punto in cui la specifica lega d'apporto diventa completamente liquida.
Il tuo obiettivo non è raggiungere un singolo numero magico, ma riscaldare i metalli di base in modo uniforme in modo che l'intera area del giunto raggiunga l'intervallo di lavoro ideale per la tua specifica lega d'apporto. Ciò garantisce che la lega si sciolga, scorra completamente tramite azione capillare e formi un legame forte e permanente.

La linea di demarcazione: Brasatura vs. Saldobrasatura
Per comprendere la temperatura di brasatura, è fondamentale distinguerla dalla sua controparte a temperatura più bassa, la saldobrasatura. La distinzione è una soglia chiara definita dal settore.
La regola dei 450°C (840°F)
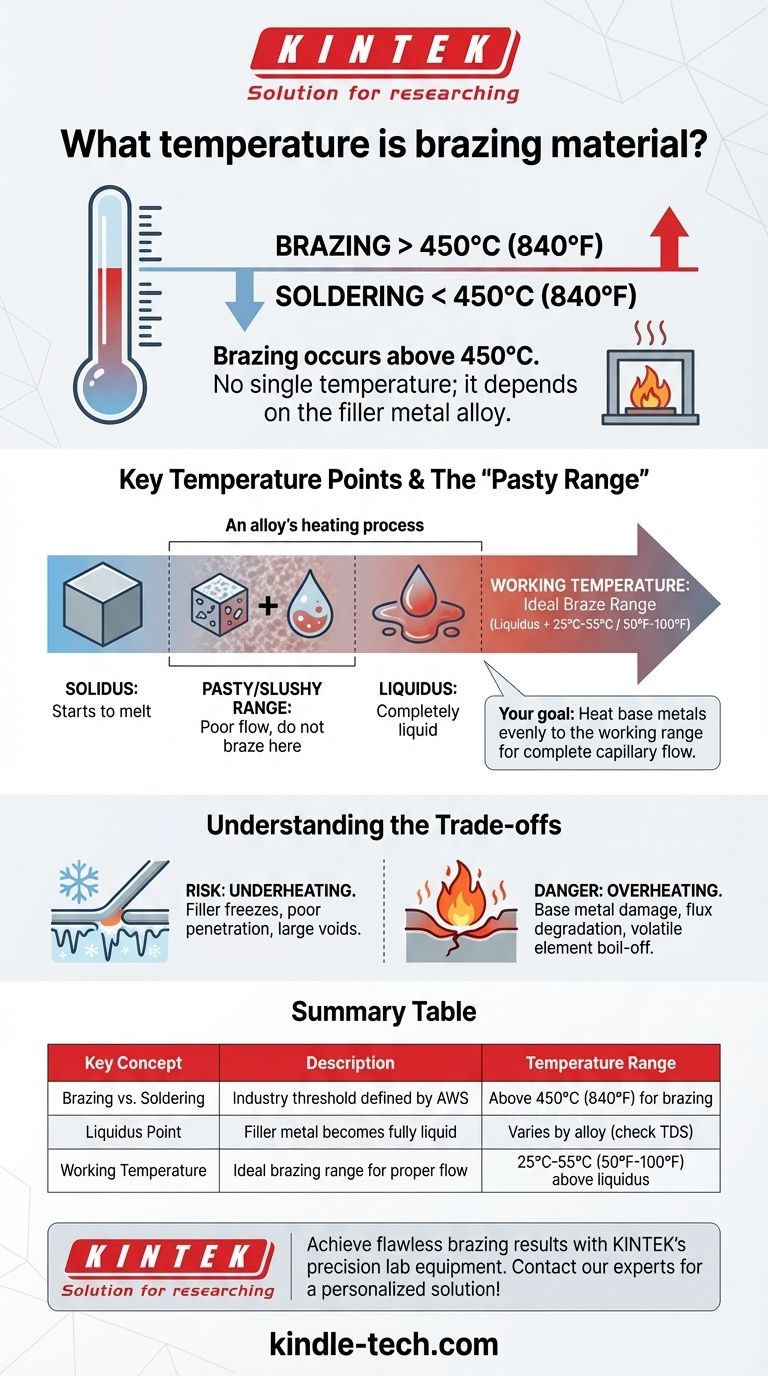
L'American Welding Society (AWS) definisce la brasatura come un processo che utilizza un metallo d'apporto che fonde e scorre a una temperatura superiore a 450°C (840°F).
La saldobrasatura, al contrario, utilizza un metallo d'apporto che fonde al di sotto di questa soglia di 450°C (840°F). Questa differenza fondamentale di temperatura determina i tipi di leghe utilizzate, la resistenza del giunto finale e le attrezzature necessarie.
Perché "una sola temperatura" non esiste
La questione della temperatura di brasatura non riguarda un singolo valore, ma la comprensione del comportamento di fusione di una lega specifica. Questo comportamento è definito da due punti di temperatura critici.
Introduzione a Solido e Liquido
Ogni lega per brasatura ha due temperature chiave elencate sulla sua scheda tecnica:
- Solido: La temperatura alla quale la lega inizia a fondere.
- Liquido: La temperatura alla quale la lega diventa completamente liquida.
Per una brasatura riuscita, è necessario riscaldare l'assemblaggio al di sopra della temperatura di liquido della lega.
L'intervallo "pastoso" o "fangoso"
La zona di temperatura tra il solido e il liquido è nota come intervallo "pastoso" o "fangoso". In questo stato, la lega è una miscela di solido e liquido e non scorrerà correttamente.
Tentare di brasare in questo intervallo si traduce in una scarsa penetrazione del giunto ed è una causa comune di cedimento del giunto.
L'obiettivo: Temperatura di lavoro
La corretta temperatura di brasatura, spesso chiamata "temperatura di lavoro", è un intervallo che inizia al di sopra del punto di liquido.
Come regola generale, la temperatura di brasatura ideale è 25°C - 55°C (50°F - 100°F) al di sopra della temperatura di liquido del metallo d'apporto. Questo leggero eccesso di temperatura assicura che la lega sia completamente fluida, compensa la minima perdita di calore al giunto e promuove un flusso rapido e completo tramite azione capillare.
Comprendere i compromessi
Il controllo della temperatura è un atto di bilanciamento. Sia troppo poco che troppo calore comprometteranno l'integrità del tuo lavoro.
Il rischio di sottoriscaldamento
Se i metalli di base non sono abbastanza caldi, il metallo d'apporto si "congelerà" al contatto. Ciò gli impedirà di essere aspirato nel giunto.
Il risultato è un giunto con scarsa penetrazione, grandi vuoti e quasi nessuna resistenza meccanica. Il materiale d'apporto si agglomererà sulla superficie invece di "bagnare" il metallo e fluire uniformemente.
Il pericolo di surriscaldamento
Un calore eccessivo è altrettanto dannoso. Il surriscaldamento può causare diversi problemi critici:
- Danneggiamento del metallo di base: L'incurvamento, la distorsione o il danno metallurgico come una crescita eccessiva dei grani possono indebolire le parti che si sta cercando di unire.
- Degradazione del fondente: Il fondente è essenziale per pulire il metallo e consentire il flusso, ma ha una vita utile limitata ad alte temperature. Il calore eccessivo lo brucerà prima che la lega di brasatura possa svolgere il suo lavoro.
- Danneggiamento del metallo d'apporto: Alcune leghe contengono elementi volatili (come zinco o cadmio). Il surriscaldamento può far bollire questi elementi fuori dalla lega, alterandone la composizione chimica, creando fumi tossici e degradandone le prestazioni.
Come determinare la temperatura giusta per il tuo progetto
Scegliere la temperatura corretta è una questione di consultare i materiali e osservare il processo. Una brasatura riuscita dipende dal riscaldamento delle parti, non dal metallo d'apporto stesso.
- Se il tuo obiettivo principale è scegliere un metallo d'apporto: Inizia verificando la tolleranza al calore dei tuoi metalli di base, quindi seleziona una lega per brasatura con un intervallo di lavoro che non li danneggerà.
- Se il tuo obiettivo principale è configurare la tua attrezzatura: Consulta sempre la Scheda Tecnica (TDS) fornita dal produttore del metallo d'apporto. Specificherà il solido, il liquido esatti e l'intervallo di temperatura di brasatura raccomandato.
- Se il tuo obiettivo principale è risolvere i problemi di un giunto fallito: Il problema più comune è il riscaldamento non uniforme. Assicurati che la tua tecnica porti l'intera massa dell'area del giunto uniformemente alla temperatura target prima di applicare la bacchetta d'apporto.
Padroneggiare la temperatura di brasatura significa controllare un processo termico, non solo raggiungere un numero specifico su un manometro.
Tabella riassuntiva:
| Concetto chiave | Descrizione | Intervallo di temperatura |
|---|---|---|
| Brasatura vs. Saldobrasatura | Soglia del settore definita dall'AWS | Superiore a 450°C (840°F) per la brasatura |
| Punto di liquido | Temperatura alla quale il metallo d'apporto diventa completamente liquido | Varia a seconda della lega (controllare la TDS) |
| Temperatura di lavoro | Intervallo di brasatura ideale per un flusso corretto | 25°C-55°C (50°F-100°F) sopra il liquido |
Ottieni risultati di brasatura impeccabili con le apparecchiature da laboratorio di precisione di KINTEK. Che tu stia lavorando con leghe ad alta temperatura o metalli di base sensibili, i nostri forni e sistemi di riscaldamento forniscono l'esatto controllo della temperatura e il riscaldamento uniforme di cui hai bisogno per giunti forti e affidabili.
Siamo specializzati nel servire i laboratori con apparecchiature durevoli e ad alte prestazioni per tutte le tue applicazioni di giunzione di metalli e trattamento termico.
Pronto a ottimizzare il tuo processo di brasatura? Contatta oggi i nostri esperti per una soluzione personalizzata!
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Materiale per lucidatura elettrodi per esperimenti elettrochimici
- Schiuma di Rame
- Lastra ceramica di nitruro di boro (BN)
- Vite in ceramica di allumina di alta qualità per la produzione di ceramiche fini avanzate con resistenza alle alte temperature e isolamento
Domande frequenti
- Come si esegue la brasatura a forno? Una guida alla giunzione di metalli di precisione e ad alto volume
- Cos'è un forno per trattamento termico sottovuoto? La guida definitiva alla lavorazione in atmosfera controllata
- Quali sono le funzioni specifiche dell'introduzione di atmosfere riducenti o ambienti a gas inerte nella brasatura sotto vuoto?
- Come funziona un forno per brasatura sottovuoto? Ottenere giunzioni metalliche superiori e prive di flussante
- Cos'è il processo di trattamento termico sotto vuoto? Ottenere un controllo, una pulizia e una qualità superiori









