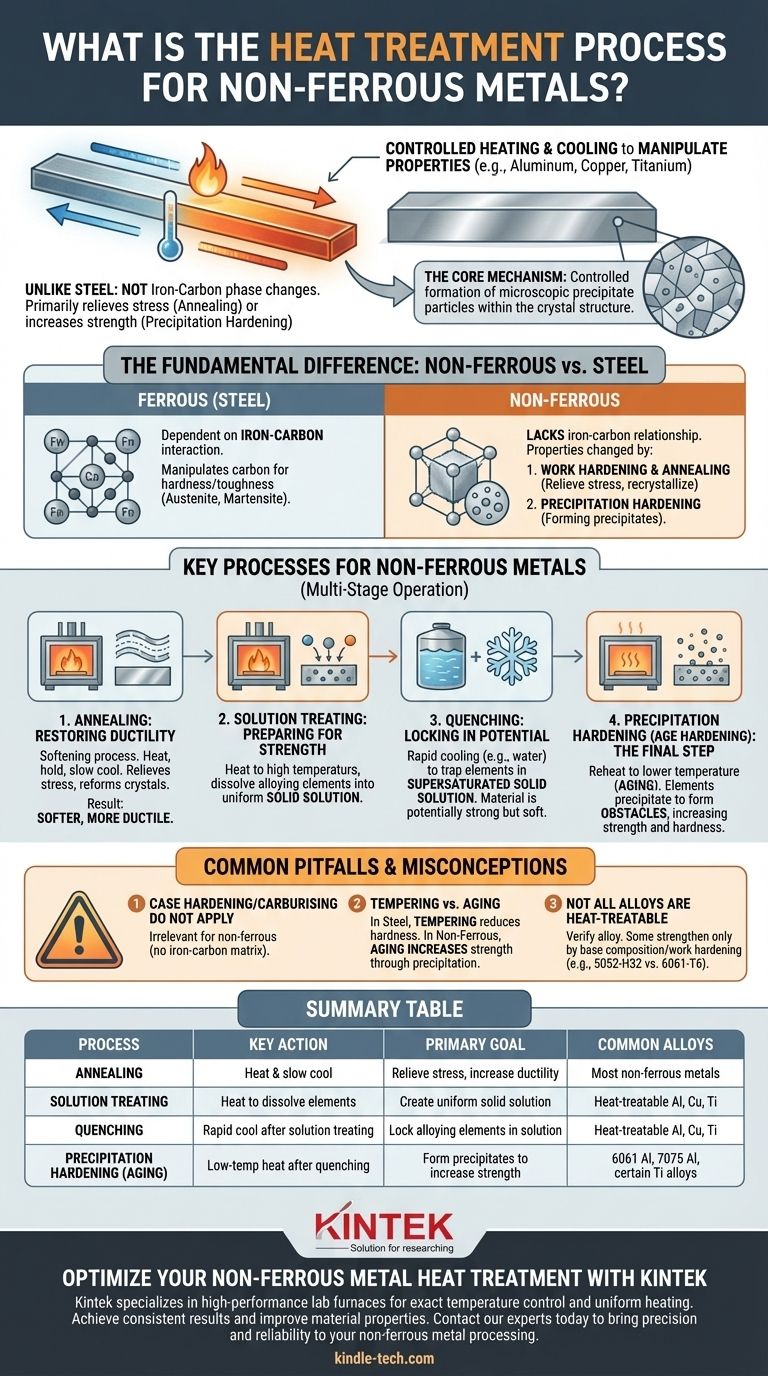
In sintesi, il trattamento termico dei metalli non ferrosi come alluminio, rame o titanio è un processo di riscaldamento e raffreddamento controllato progettato per manipolare le loro proprietà fisiche. A differenza dell'acciaio, che si basa sui cambiamenti di fase ferro-carbonio, i trattamenti sui non ferrosi lavorano principalmente alleviando le sollecitazioni interne attraverso la ricottura o aumentando la resistenza e la durezza attraverso un processo chiamato indurimento per precipitazione.
L'errore fondamentale è applicare la logica del trattamento termico dell'acciaio ai metalli non ferrosi. Il meccanismo principale per l'irrobustimento della maggior parte delle leghe non ferrose trattabili termicamente non è l'indurimento a base di carbonio, ma la formazione controllata di particelle microscopiche di precipitati all'interno della struttura cristallina del metallo.

La Differenza Fondamentale: Perché il Non Ferroso Non È Acciaio
Comprendere come trattare termicamente correttamente i metalli non ferrosi inizia con la comprensione del perché siano fondamentalmente diversi dalle loro controparti ferrose (a base di ferro).
Il Ruolo del Carbonio nell'Acciaio
La stragrande maggioranza dei processi di trattamento termico per l'acciaio—come la cementazione, la carburazione, la tempra e il rinvenimento—dipende interamente dall'interazione tra ferro e carbonio.
Questi processi manipolano il carbonio all'interno della struttura cristallina dell'acciaio, forzando le transizioni tra fasi come austenite e martensite per ottenere durezza e tenacità.
Meccanismi di Irrobustimento dei Metalli Non Ferrosi
I metalli non ferrosi mancano di questa relazione ferro-carbonio. Le loro proprietà vengono modificate attraverso due meccanismi principali:
- Incudimento per Lavoro e Ricottura: La deformazione fisica del metallo (incrudimento per lavoro) lo rende più duro ma più fragile. La ricottura inverte questo processo utilizzando il calore per alleviare le sollecitazioni e ricristallizzare la struttura del grano, ripristinando morbidezza e duttilità.
- Indurimento per Precipitazione: Gli elementi di lega vengono prima disciolti nel metallo base ad alta temperatura, quindi "congelati" in posizione mediante raffreddamento rapido (tempra). Un ciclo di riscaldamento finale a temperatura più bassa (invecchiamento) fa sì che questi elementi formino particelle estremamente fini, o precipitati, che aumentano drasticamente la resistenza.
Processi Chiave per i Metalli Non Ferrosi
Per le leghe non ferrose trattabili termicamente, in particolare l'alluminio, il processo di irrobustimento è un'operazione a più stadi.
Ricottura: Ripristinare la Duttilità
La ricottura è un processo di ammorbidimento. Il metallo viene riscaldato a una temperatura specifica, mantenuto lì e poi raffreddato lentamente.
Questo processo consente alla struttura cristallina interna, che potrebbe essere sollecitata dalla lavorazione o dalla formatura, di rilassarsi e riformarsi. Il risultato principale è un materiale più morbido, più duttile e meno fragile, che lo rende più facile da formare.
Trattamento in Soluzione: Preparazione per la Resistenza
Questo è il primo passo del processo di irrobustimento. La lega viene riscaldata ad alta temperatura dove gli elementi di lega (come rame o silicio nell'alluminio) si dissolvono completamente nel metallo base, creando una soluzione solida uniforme.
Immagina questo come sciogliere lo zucchero in acqua calda: tutto è mescolato in un unico liquido uniforme.
Tempra: Bloccare il Potenziale
Immediatamente dopo il trattamento in soluzione, il metallo viene raffreddato rapidamente, tipicamente in acqua. Questa tempra non lascia tempo agli elementi di lega disciolti di fuoriuscire dalla soluzione.
L'obiettivo è intrappolare questi elementi in quella che viene chiamata soluzione solida sovrasatura. Il potenziale di resistenza è ora bloccato, ma il materiale è spesso ancora relativamente morbido.
Indurimento per Precipitazione (Invecchiamento): Il Passo Finale
Questo è il passaggio cruciale per l'irrobustimento. Il materiale temprato viene riscaldato nuovamente a una temperatura molto più bassa e mantenuto per un tempo specifico.
Questo riscaldamento delicato, o invecchiamento, fornisce agli elementi di lega intrappolati energia sufficiente per "precipitare" fuori dalla soluzione, formando innumerevoli particelle microscopiche. Queste particelle agiscono come ostacoli che impediscono ai piani cristallini del metallo di scivolare, rendendo il materiale significativamente più duro e resistente.
Errori Comuni e Fraintendimenti
Applicare la terminologia del trattamento dell'acciaio ai metalli non ferrosi è la fonte di errore più comune.
"Cementazione" e "Carburazione" Non Sono Applicabili
Questi processi comportano la diffusione del carbonio nella superficie dell'acciaio per creare un guscio esterno duro. Poiché i metalli non ferrosi come l'alluminio o il titanio non hanno una matrice ferro-carbonio da manipolare, questi termini sono irrilevanti e i processi sono inapplicabili.
"Rinvenimento" vs. "Invecchiamento"
Nell'acciaio, il rinvenimento è un processo che riduce la durezza di una parte appena temprata per aumentarne la tenacità.
Nelle leghe non ferrose, il processo di riscaldamento dopo una tempra è chiamato invecchiamento, e il suo scopo è aumentare la durezza e la resistenza attraverso la precipitazione. Usare il termine "rinvenimento" causa confusione significativa poiché l'obiettivo metallurgico è l'opposto.
Non Tutte le Leghe Sono Trattabili Termicamente
Un fatto critico è che molte leghe non ferrose non possono essere irrobustite mediante trattamento termico. La loro resistenza deriva puramente dalla loro composizione di base e dall'incrudimento per lavoro.
Ad esempio, l'alluminio 6061-T6 è indurito per precipitazione, mentre l'alluminio 5052-H32 è una lega incrudita che non può essere ulteriormente irrobustita mediante invecchiamento.
Fare la Scelta Giusta per il Tuo Obiettivo
Selezionare il processo corretto richiede una chiara comprensione del risultato desiderato e della lega specifica.
- Se il tuo obiettivo principale è la massima lavorabilità o il rilascio di stress: La ricottura è il processo corretto per rendere il materiale più morbido e più duttile.
- Se il tuo obiettivo principale è la massima resistenza e durezza: È necessaria l'intera sequenza di trattamento in soluzione, tempra e invecchiamento per precipitazione, ma solo su leghe designate trattabili termicamente.
- Se stai lavorando con una lega sconosciuta: Non dare mai per scontato che sia trattabile termicamente. Verifica sempre la designazione della lega, poiché tentare di indurire per precipitazione una lega non trattabile non avrà alcun effetto o potrebbe rovinare il materiale.
In definitiva, padroneggiare le proprietà dei metalli non ferrosi deriva dal riconoscere la loro metallurgia unica e dall'applicare i principi corretti per raggiungere il tuo obiettivo ingegneristico.
Tabella Riassuntiva:
| Processo | Azione Chiave | Obiettivo Principale | Leghe Comuni |
|---|---|---|---|
| Ricottura | Riscaldamento e raffreddamento lento | Rilasciare stress, aumentare la duttilità | La maggior parte dei metalli non ferrosi |
| Trattamento in Soluzione | Riscaldamento per dissolvere gli elementi di lega | Creare una soluzione solida uniforme | Alluminio, rame, titanio trattabili termicamente |
| Tempra | Raffreddamento rapido dopo il trattamento in soluzione | Bloccare gli elementi di lega in soluzione | Alluminio, rame, titanio trattabili termicamente |
| Indurimento per Precipitazione (Invecchiamento) | Riscaldamento a bassa temperatura dopo la tempra | Formare precipitati per aumentare resistenza e durezza | Alluminio 6061, Alluminio 7075, alcune leghe di titanio |
Ottimizza il Tuo Trattamento Termico dei Metalli Non Ferrosi con KINTEK
Padroneggiare i cicli termici precisi per la ricottura, il trattamento in soluzione e l'indurimento per precipitazione è fondamentale per ottenere le proprietà del materiale desiderate nei tuoi componenti non ferrosi. KINTEK è specializzata in forni da laboratorio ad alte prestazioni e apparecchiature per la lavorazione termica progettate per un controllo esatto della temperatura e un riscaldamento uniforme, essenziali per il successo del trattamento termico di alluminio, rame, titanio e altre leghe non ferrose.
Le nostre attrezzature ti aiutano a:
- Ottenere risultati coerenti con una precisa uniformità della temperatura
- Eseguire cicli termici complessi per l'indurimento per precipitazione
- Migliorare la resistenza, la duttilità e le prestazioni del materiale
- Evitare errori comuni nel trattamento termico dei non ferrosi
Serviamo: Laboratori di ricerca, impianti metallurgici, produttori aerospaziali e ingegneri automobilistici che richiedono soluzioni affidabili di lavorazione termica.
Pronto a migliorare le tue capacità di trattamento termico? Contatta i nostri esperti oggi stesso per discutere la tua applicazione specifica e scoprire come le soluzioni di KINTEK possono portare precisione e affidabilità nella tua lavorazione dei metalli non ferrosi.
Guida Visiva
Prodotti correlati
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Fornace per trattamento termico e sinterizzazione sottovuoto di tungsteno a 2200 ℃
- Fornace a vuoto di molibdeno per trattamento termico
- Fornace per Trattamento Termico Sottovuoto in Grafite da 2200 ℃
- Forni per trattamento termico sottovuoto e sinterizzazione a pressione per applicazioni ad alta temperatura
Domande frequenti
- In che modo il sistema a vuoto all'interno di un forno a pressa a caldo sottovuoto contribuisce alla qualità dei compositi a matrice di alluminio?
- Quale ruolo gioca la pressione meccanica durante la brasatura per diffusione sotto vuoto di tungsteno e rame? Chiavi per un legame solido
- Come influisce il sistema di pressione di un forno a pressa a caldo sottovuoto sulle leghe Cu-18Ni-2W? Miglioramento della densità e delle prestazioni
- Qual è il valore applicativo di un forno a pressa calda sottovuoto? Sblocca ceramiche di carburo complesse ad alta densità
- Quali vantaggi offre un forno a pressa a caldo sottovuoto per gli elettroliti ceramici LSLBO? Raggiunge il 94% di densità relativa



















