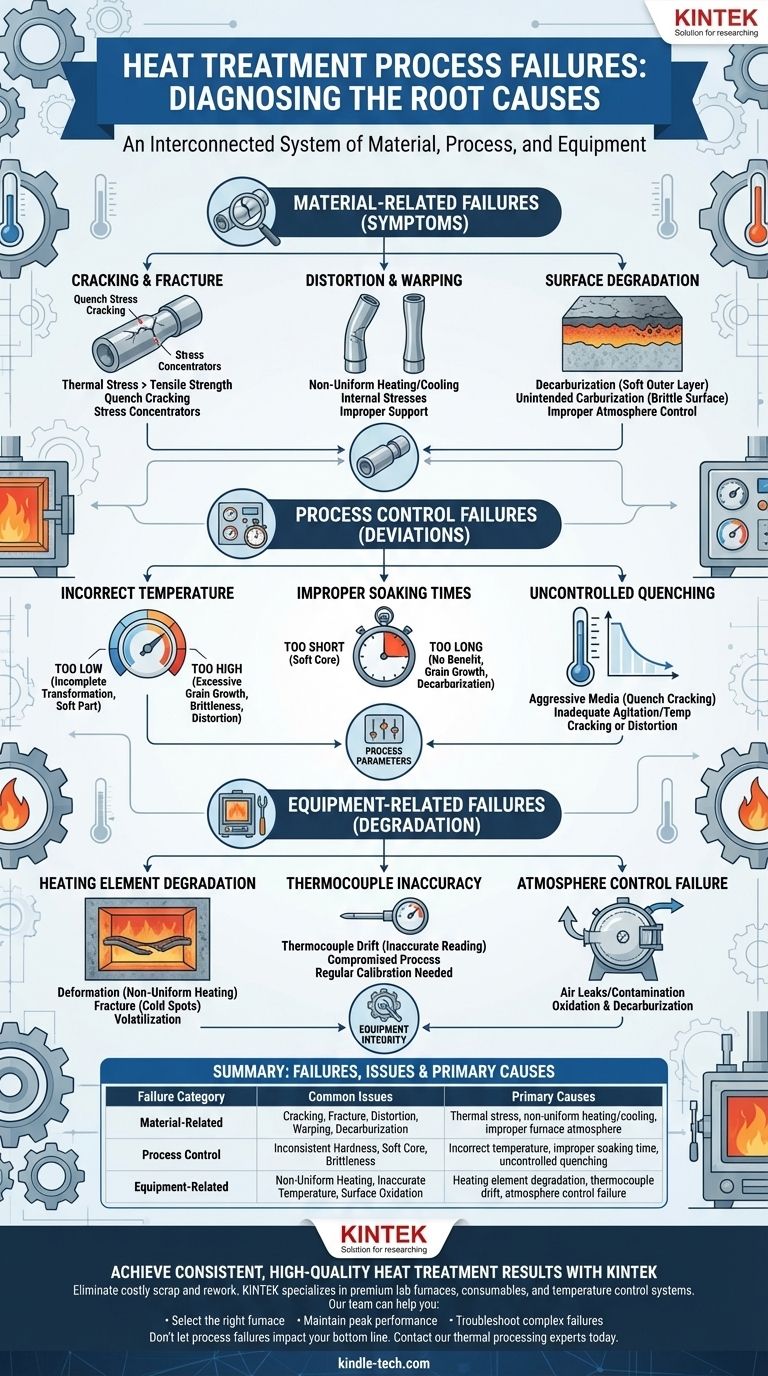
Nella sua essenza, il fallimento del trattamento termico si manifesta in tre modi principali: imprecisione dimensionale (distorsione e deformazione), degrado superficiale (come la decarburazione) e cedimento meccanico (cricche o fratture). Questi problemi sono raramente causati da un singolo errore, ma piuttosto da un'interruzione nel controllo preciso di temperatura, tempo e velocità di raffreddamento, spesso aggravata dal degrado delle attrezzature o dalla manipolazione impropria dei materiali.
Il punto chiave è che i fallimenti dei trattamenti termici non sono eventi casuali. Sono sintomi di una deviazione sottostante nel processo, nel materiale o nelle attrezzature, e una risoluzione efficace dei problemi richiede una comprensione sistematica di come questi tre elementi interagiscono.

Diagnosi dei Fallimenti Correlati al Materiale
I fallimenti più visibili sono quelli osservati sul pezzo finito. Questi sono il risultato diretto di stress termici e trasformazioni metallurgiche errate.
Cricche e Fratture
Questa è la modalità di fallimento più catastrofica. Le cricche si formano tipicamente quando gli stress termici superano la resistenza alla trazione del materiale a una data temperatura.
La criccatura da tempra è il tipo più comune, che si verifica durante il raffreddamento rapido quando diverse sezioni di un pezzo si contraggono a velocità diverse, creando un immenso stress interno.
Angoli interni acuti, segni di utensili e improvvisi cambiamenti nella sezione trasversale agiscono come concentratori di stress, fornendo un punto di innesco per la formazione di queste cricche.
Distorsione e Deformazione
La distorsione è un cambiamento nelle dimensioni o nella forma di un pezzo rispetto alle sue dimensioni originali. Questo è un problema estremamente comune e costoso.
È causato principalmente dal rilascio di stress interni bloccati da fasi di produzione precedenti o da un riscaldamento e raffreddamento non uniformi. Se un lato di un pezzo si raffredda più velocemente dell'altro, inevitabilmente si deformerà.
Un supporto adeguato per pezzi lunghi o sottili all'interno del forno è fondamentale per prevenire cedimenti e distorsioni alle alte temperature.
Degrado Superficiale
Questi fallimenti influenzano le proprietà della superficie del materiale, che è spesso l'area di lavoro più critica.
La decarburazione è la perdita di carbonio dalla superficie dell'acciaio. Ciò crea uno strato esterno tenero, riducendo la resistenza all'usura e la vita a fatica, anche se il nucleo è temprato perfettamente.
L'opposto, la carburazione indesiderata, può rendere la superficie eccessivamente fragile e soggetta a scheggiature. Entrambi sono causati da un controllo improprio dell'atmosfera del forno.
Identificazione dei Fallimenti del Controllo di Processo
Dietro ogni fallimento del materiale c'è una deviazione del processo. Ottenere il controllo sui parametri fondamentali del processo è la chiave per un successo ripetibile.
Controllo Errato della Temperatura
La temperatura è la variabile più importante. Utilizzare una temperatura troppo bassa comporta una trasformazione metallurgica incompleta e un pezzo che non raggiunge la durezza desiderata.
Al contrario, temperature troppo elevate possono causare una crescita eccessiva dei grani, portando a fragilità. Può anche aumentare il rischio di distorsione e degrado superficiale.
Tempi di Mantenimento Impropri
Il mantenimento (soaking) è il periodo durante il quale il pezzo viene mantenuto alla temperatura target. Deve essere abbastanza lungo affinché l'intera sezione trasversale raggiunga una temperatura uniforme e affinché le necessarie trasformazioni di fase si completino.
Un tempo di mantenimento troppo breve comporterà un nucleo tenero. Un tempo di mantenimento eccessivamente lungo non offre alcun beneficio metallurgico e può peggiorare la crescita del grano e la decarburazione.
Tempra Non Controllata
La velocità di raffreddamento, o tempra, è importante quanto la velocità di riscaldamento. L'obiettivo è raffreddare il pezzo abbastanza velocemente da ottenere la durezza desiderata, ma non così velocemente da causare cricche o distorsioni.
L'utilizzo di un mezzo di tempra troppo aggressivo (es. acqua invece di olio) per una data qualità di acciaio è una causa classica di cricche da tempra. Anche l'agitazione e la temperatura del bagno di tempra giocano un ruolo critico.
Comprendere i Fallimenti Correlati alle Attrezzature
Il controllo del processo è valido solo quanto le attrezzature che lo eseguono. Il degrado graduale può introdurre deviazioni di processo difficili da diagnosticare.
Degrado degli Elementi Riscaldanti
Come notato nei forni a vuoto e in altri forni elettrici, gli elementi riscaldanti sono componenti consumabili che si guastano nel tempo.
Questi guasti includono la deformazione ad alta temperatura (cedimento), che porta a un riscaldamento non uniforme, la rottura, che crea punti freddi nel forno, e la volatilizzazione, dove il materiale dell'elemento evapora lentamente, riducendone l'efficacia.
Tale degrado causa direttamente il riscaldamento non uniforme che porta a distorsioni e durezza incoerente su un pezzo o un lotto.
Imprecisione del Termocoppia
Il termocoppia è il termometro del forno. Se fornisce una lettura imprecisa, l'intero processo è compromesso.
La deriva del termocoppia si verifica nel tempo, dove il dispositivo perde lentamente accuratezza. Un controllore del forno potrebbe "pensare" di essere alla temperatura corretta quando in realtà è fuori di 20 gradi, portando a lotti falliti. La calibrazione regolare è essenziale.
Fallimento del Controllo dell'Atmosfera
Per i processi che richiedono un ambiente specifico (es. vuoto, azoto, argon), qualsiasi perdita o contaminazione è un fallimento del processo.
L'aria che penetra in un forno a vuoto o in un'atmosfera inerte causerà ossidazione e decarburazione, rovinando le proprietà superficiali dei pezzi trattati.
Fare la Scelta Giusta per il Tuo Obiettivo
Prevenire i fallimenti dei trattamenti termici richiede un approccio olistico che bilanci i requisiti di prestazione con la realtà del processo.
- Se la tua attenzione principale è massimizzare le prestazioni del pezzo: Dai priorità al controllo preciso di temperatura, tempo e atmosfera, e verifica sempre le proprietà finali con test di durezza e analisi metallurgiche.
- Se la tua attenzione principale è ridurre gli scarti e le rilavorazioni: Sottolinea la coerenza del processo attraverso una manutenzione rigorosa delle attrezzature, una calibrazione regolare dei termocoppie e procedure standardizzate di carico dei pezzi.
- Se la tua attenzione principale è la risoluzione dei problemi di un fallimento esistente: Inizia con una revisione approfondita dei dati di processo (grafici tempo/temperatura) e un'ispezione visiva del pezzo per segni rivelatori come la posizione delle cricche o i modelli di distorsione.
In definitiva, ottenere risultati di trattamento termico coerenti e affidabili deriva dal trattare il processo come un sistema interconnesso.
Tabella Riassuntiva:
| Categoria di Fallimento | Problemi Comuni | Cause Principali |
|---|---|---|
| Correlati al Materiale | Cricche, Fratture, Distorsioni, Deformazioni, Decarburazione | Stress termico, riscaldamento/raffreddamento non uniforme, atmosfera del forno impropria |
| Controllo di Processo | Durezza Incoerente, Nucleo Tenero, Fragilità | Temperatura errata, tempo di mantenimento improprio, tempra non controllata |
| Correlati alle Attrezzature | Riscaldamento Non Uniforme, Temperatura Imprecisa, Ossidazione Superficiale | Degrado degli elementi riscaldanti, deriva del termocoppia, fallimento del controllo dell'atmosfera |
Ottieni risultati di trattamento termico coerenti e di alta qualità con KINTEK.
Elimina scarti e rilavorazioni costosi assicurandoti che il tuo processo si basi su attrezzature affidabili e supporto esperto. KINTEK è specializzata in forni da laboratorio premium, materiali di consumo e sistemi di controllo della temperatura progettati per precisione e durata.
Il nostro team può aiutarti a:
- Selezionare il forno giusto per i tuoi specifici requisiti di materiale e processo.
- Mantenere le massime prestazioni delle attrezzature con ricambi originali e assistenza esperta.
- Risolvere problemi complessi e ottimizzare i parametri del tuo processo.
Non lasciare che i fallimenti del processo influiscano sui tuoi risultati economici. Contatta oggi i nostri esperti di lavorazione termica per una consulenza e scopri come possiamo migliorare le capacità e l'affidabilità del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Fornace per Trattamento Termico Sottovuoto con Rivestimento in Fibra Ceramica
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Fornace a atmosfera controllata da 1400℃ con azoto e atmosfera inerte
- Circolatore Riscaldante Refrigerante da 10L per Bagno d'Acqua Refrigerante per Reazione a Temperatura Costante Alta e Bassa
- Circolatore per bagni d'acqua riscaldante e refrigerante da 50L per reazioni a temperatura costante alta e bassa
Domande frequenti
- Qual è la temperatura del trattamento termico sottovuoto? Ottieni proprietà dei materiali superiori e finiture impeccabili
- Quali sono gli svantaggi del trattamento termico sottovuoto? Costi elevati e limitazioni tecniche spiegate
- Cos'è il processo di trattamento termico sotto vuoto? Ottenere un controllo, una pulizia e una qualità superiori
- Quali sono i tre metodi primari di raffreddamento per un forno di trattamento termico sottovuoto? Ottimizzare durezza e finitura superficiale
- Cos'è un forno per trattamento termico sottovuoto? La guida definitiva alla lavorazione in atmosfera controllata



















