La risposta breve è questa: l'acciaio deve essere riscaldato in modo lento, uniforme e altamente controllato fino a una temperatura specifica, mantenuto lì per una durata sufficiente e quindi raffreddato in modo appropriato. Questo processo non è una singola azione ma una sequenza in tre fasi—riscaldamento, mantenimento e raffreddamento—dove i parametri per ogni fase sono dettati interamente dal tipo di acciaio e dalle proprietà finali desiderate. Affrettare o gestire male la fase di riscaldamento è la causa più comune di trattamenti termici falliti.
Il principio più importante del riscaldamento dell'acciaio è il controllo. Un riscaldamento incontrollato o non uniforme introduce stress termico e causa una trasformazione metallurgica incompleta, che sono le fonti primarie di crepe, deformazioni e proprietà del materiale inconsistenti.

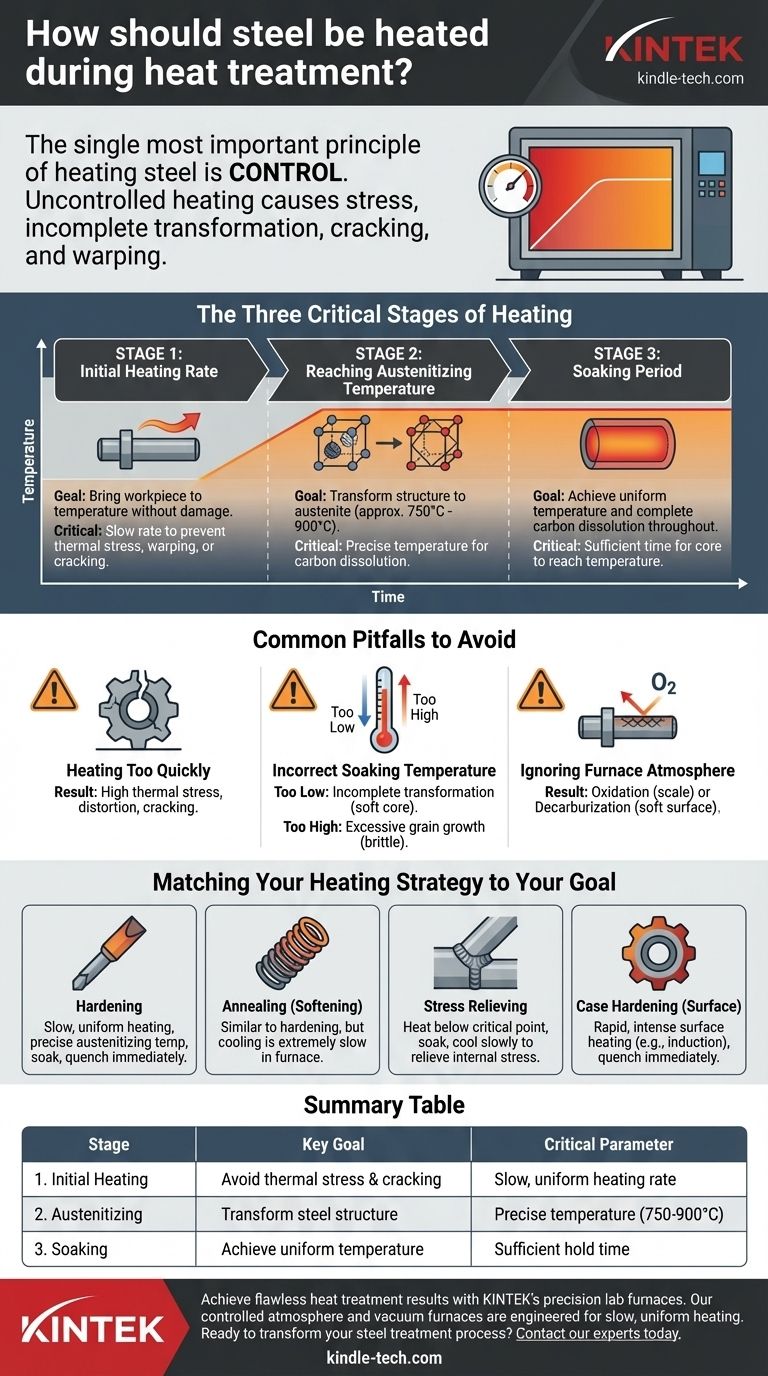
Le Tre Fasi Critiche del Riscaldamento
Riscaldare con successo l'acciaio per il trattamento richiede la gestione di tre fasi distinte e sequenziali. Ognuna serve a uno scopo critico nella preparazione della struttura interna dell'acciaio per la trasformazione finale che avviene durante il raffreddamento.
Fase 1: La Velocità di Riscaldamento Iniziale
L'obiettivo durante la fase iniziale è portare il pezzo alla temperatura target senza causare danni. Il riscaldamento dell'acciaio ne provoca l'espansione, e se una parte di un componente si riscalda più velocemente di un'altra, questa espansione differenziale crea stress interno.
Per forme complesse, sezioni spesse o acciai ad alto tenore di carbonio, questo stress termico può facilmente superare la resistenza del materiale, portando a deformazioni o crepe prima che l'acciaio raggiunga la sua temperatura di trasformazione. Pertanto, la velocità di riscaldamento deve essere sufficientemente lenta da consentire alla temperatura di uniformarsi in tutta la parte.
Fase 2: Raggiungimento della Temperatura di Austenitizzazione
Per l'indurimento e la normalizzazione, l'acciaio deve essere riscaldato al di sopra della sua temperatura critica superiore (tipicamente tra 750°C e 900°C o 1400°F e 1650°F, a seconda della lega). Questa è la temperatura di austenitizzazione.
A questo punto, la struttura cristallina dell'acciaio si trasforma dal suo stato a temperatura ambiente (ferrite e perlite) in una nuova struttura ad alta temperatura chiamata austenite. Questa nuova struttura ha la capacità unica di dissolvere il carbonio in una soluzione solida, che è la condizione preliminare essenziale per l'indurimento durante la successiva tempra.
Fase 3: Il Periodo di Mantenimento (Soaking)
Semplicemente raggiungere la temperatura target non è sufficiente. Il pezzo deve essere mantenuto a quella temperatura per un periodo specifico, noto come mantenimento (soaking).
Lo scopo del mantenimento è duplice. In primo luogo, assicura che l'intera sezione trasversale della parte, dalla superficie al nucleo, abbia raggiunto una temperatura uniforme. In secondo luogo, fornisce il tempo necessario affinché il carbonio e gli altri elementi leganti si dissolvano completamente e uniformemente nella struttura dell'austenite. Un tempo di mantenimento insufficiente è una causa primaria di una superficie dura ma di un nucleo morbido e debole.
Errori Comuni da Evitare
Il processo di riscaldamento è dove hanno origine la maggior parte dei difetti del trattamento termico. Comprendere questi errori comuni è cruciale per ottenere risultati prevedibili e di alta qualità.
Errore 1: Riscaldamento Troppo Rapido
Questo è l'errore più frequente. La conseguenza immediata è un elevato stress termico, che porta a distorsioni o crepe. Questo è particolarmente pericoloso per gli acciai per utensili e le parti con angoli acuti o drastici cambiamenti di spessore.
Errore 2: Temperatura di Mantenimento Errata
L'uso della temperatura sbagliata compromette l'intero processo.
- Sottostima (troppo bassa): La trasformazione in austenite sarà incompleta. Il carbonio non si dissolverà completamente e l'acciaio non raggiungerà la sua massima durezza potenziale dopo la tempra.
- Sovrastima (troppo alta): Questo provoca una crescita eccessiva dei grani cristallini all'interno dell'austenite. I grani grandi si traducono in un prodotto finale fragile e debole, anche se duro.
Errore 3: Ignorare l'Atmosfera del Forno
L'ambiente in cui l'acciaio viene riscaldato è estremamente importante. Il riscaldamento in presenza di ossigeno (come in un forno standard a combustione ad aria) può causare due problemi principali.
- Ossidazione (Scaglia): Uno strato di ossido di ferro, o scaglia, si forma sulla superficie. Questo altera le dimensioni finali del pezzo e può interferire con il processo di tempra.
- Decarburazione: L'ossigeno può reagire con e rimuovere il carbonio dalla superficie dell'acciaio. Una superficie decarburata non si indurirà correttamente, risultando in una "pelle" morbida sulla parte finita. L'uso di un forno a vuoto o l'introduzione di un'atmosfera protettiva può prevenire questo.
Abbinare la Tua Strategia di Riscaldamento al Tuo Obiettivo
Il protocollo di riscaldamento corretto dipende interamente da ciò che si cerca di ottenere.
- Se il tuo obiettivo principale è l'Indurimento: Riscalda lentamente e uniformemente alla precisa temperatura di austenitizzazione per la tua lega specifica, mantieni abbastanza a lungo affinché il nucleo raggiunga la temperatura, e poi procedi immediatamente alla tempra.
- Se il tuo obiettivo principale è la Ricottura (Ammorbidimento): Il processo di riscaldamento è simile all'indurimento, ma il raffreddamento che segue deve essere estremamente lento, spesso consentendo alla parte di raffreddarsi con il forno stesso.
- Se il tuo obiettivo principale è la Distensione (Stress Relieving): Riscalda a una temperatura ben al di sotto del punto di trasformazione critico, mantieni per uniformità, e poi raffredda lentamente. L'obiettivo è alleviare lo stress interno senza alterare la durezza del nucleo.
- Se il tuo obiettivo principale è la Cementazione (Indurimento Superficiale): Utilizza metodi come il riscaldamento a induzione o a fiamma che applicano calore intenso molto rapidamente e solo alla superficie, lasciando il nucleo inalterato prima della tempra.
In definitiva, padroneggiare l'applicazione controllata del calore è la base per un trattamento termico dell'acciaio prevedibile e di successo.
Tabella Riepilogativa:
| Fase | Obiettivo Chiave | Parametro Critico |
|---|---|---|
| 1. Riscaldamento Iniziale | Evitare stress termico e crepe | Velocità di riscaldamento lenta e uniforme |
| 2. Austenitizzazione | Trasformare la struttura dell'acciaio | Temperatura precisa (750-900°C) |
| 3. Mantenimento (Soaking) | Ottenere temperatura uniforme e dissoluzione del carbonio | Tempo di mantenimento sufficiente alla temperatura |
Ottieni risultati impeccabili nel trattamento termico con i forni da laboratorio di precisione KINTEK.
I nostri forni ad atmosfera controllata e a vuoto sono progettati per fornire il riscaldamento lento e uniforme essenziale per prevenire deformazioni, crepe e decarburazione. Che il tuo obiettivo sia l'indurimento, la ricottura o la distensione, l'attrezzatura KINTEK offre la precisione e l'affidabilità che il tuo laboratorio richiede.
Pronto a trasformare il tuo processo di trattamento dell'acciaio? Contatta i nostri esperti oggi per trovare la soluzione di forno perfetta per la tua lega e applicazione specifica.
Guida Visiva
Prodotti correlati
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Fornace a atmosfera controllata da 1400℃ con azoto e atmosfera inerte
- Forno ad atmosfera controllata 1200℃ Forno ad atmosfera inerte ad azoto
- Fornace per Trattamento Termico Sottovuoto in Grafite da 2200 ℃
- Fornace a atmosfera controllata da 1700℃ Fornace a atmosfera inerte di azoto
Domande frequenti
- Quale ruolo svolge un forno a pressa calda sottovuoto a induzione nella sinterizzazione? Raggiungere il 98% di densità nei blocchi di carburo
- Quale ruolo svolge l'ambiente ad alto vuoto nella sinterizzazione di compositi grafite/alluminio? Ottimizza la tua adesione
- Perché un sistema di controllo della temperatura ad alta precisione in un forno a pressa a caldo sottovuoto è fondamentale? Sintesi perfetta di Cu-Ti3SiC2
- Quale ruolo svolge un forno a pressa a caldo sotto vuoto (VHP) nella densificazione dei compositi di acciaio inossidabile austenitico 316?
- Quali sono i vantaggi di un forno a pressa calda sottovuoto per W-50%Cu? Raggiungere una densità del 99,6% a temperature più basse



















