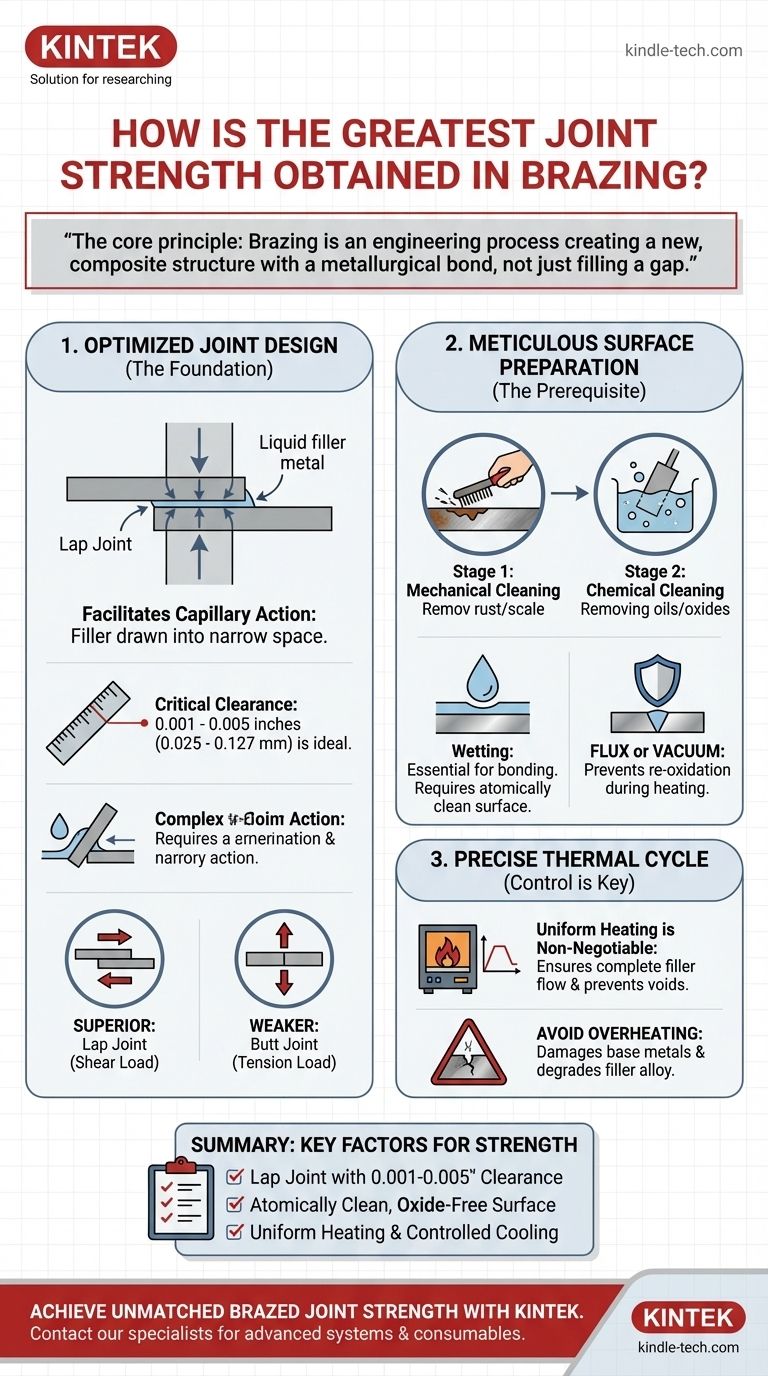
In sintesi, la massima resistenza del giunto nella brasatura non si ottiene con una singola azione, ma attraverso il controllo sistematico di tre fattori critici: una progettazione ottimizzata del giunto che favorisca l'azione capillare, superfici dei metalli base meticolosamente pulite che consentano una corretta bagnabilità, e un controllo preciso del ciclo di riscaldamento e raffreddamento. Se eseguiti correttamente, il giunto brasato risultante è un legame metallurgico che è spesso più forte dei materiali base stessi.
Il principio fondamentale è questo: la brasatura non è semplicemente riempire uno spazio con metallo fuso. È un processo ingegneristico che crea una nuova struttura composita in cui la resistenza deriva dai metalli base e dallo strato estremamente sottile e resistente della lega d'apporto che li unisce.

Le fondamenta: ottimizzare la progettazione del giunto
La progettazione del giunto è il fattore più importante che ne determina la resistenza finale. Un design scadente non può essere salvato da un'esecuzione perfetta.
Il potere dell'azione capillare
La brasatura funziona grazie all'azione capillare, la forza che attira un liquido in uno spazio molto stretto, anche contro la gravità. La lega d'apporto non viene versata nel giunto; viene aspirata al suo interno.
Un design di successo facilita questa forza naturale, assicurando che il metallo d'apporto sia distribuito in modo completo e uniforme su tutta l'interfaccia del giunto.
Il ruolo critico del gioco del giunto
Il gioco del giunto, ovvero lo spazio tra le due parti da unire, è fondamentale. Questo spazio deve essere controllato con precisione.
- Un gioco troppo grande indebolirà o impedirà l'azione capillare, con conseguente riempimento incompleto e la formazione di uno strato spesso di metallo d'apporto relativamente morbido, che determina la resistenza del giunto.
- Un gioco troppo piccolo può impedire del tutto alla lega d'apporto di fluire nel giunto, portando a vuoti e a un legame debole e incompleto.
Per la maggior parte delle leghe d'apporto comuni, il gioco ideale è tipicamente compreso tra 0,001 e 0,005 pollici (0,025-0,127 mm).
Perché i giunti a sovrapposizione (shear) sono superiori
I giunti brasati più resistenti sono quasi sempre progettati per essere caricati a taglio (shear). Ciò si ottiene con un giunto a sovrapposizione (lap joint), in cui le due superfici si sovrappongono.
Un giunto di testa (butt joint), in cui i due pezzi si incontrano estremità contro estremità, pone il carico in tensione. Ciò concentra tutto lo stress sulla sezione trasversale sottile del metallo d'apporto, rendendolo l'anello debole. Al contrario, un giunto a sovrapposizione distribuisce il carico su un'area superficiale molto più ampia, trasferendo lo stress attraverso i materiali base più resistenti.
Il prerequisito: meticolosa preparazione della superficie
La lega d'apporto può aderire solo a una superficie perfettamente pulita. I contaminanti creano una barriera che impedisce la formazione del legame metallurgico.
Comprendere la "bagnabilità"
La bagnabilità (wetting) è la capacità della lega d'apporto fusa di fluire e aderire alla superficie del metallo base. Una bagnabilità corretta è impossibile senza una pulizia assoluta.
I nemici principali della bagnabilità sono gli ossidi (ruggine o scolorimento), gli oli, il grasso e lo sporco. Questi devono essere completamente rimossi immediatamente prima del processo di brasatura.
Il processo di pulizia
La preparazione prevede un approccio in due fasi. In primo luogo, utilizzare una pulizia meccanica (come carteggiatura, smerigliatura o spazzolatura metallica) per rimuovere ossidi pesanti e scaglie.
In secondo luogo, utilizzare una pulizia chimica (come lo sgrassaggio con solventi o l'uso di una soluzione acida/alcalina) per rimuovere ogni traccia di olio e ossidi più fini, creando una superficie atomisticamente pulita pronta per l'adesione.
Il ruolo del fondente o del vuoto
Anche dopo la pulizia, i metalli si riossideranno rapidamente quando riscaldati. Per prevenire ciò, si applica un fondente (flux) all'area del giunto.
Il fondente è un composto chimico che fonde prima della lega d'apporto, proteggendo la superficie dall'ossigeno e dissolvendo eventuali nuovi ossidi che si formano durante il riscaldamento. Nella brasatura sottovuoto, l'intero processo avviene in una camera in cui l'aria è stata rimossa, il che svolge la stessa funzione protettiva del fondente.
Comprendere i compromessi e le insidie comuni
Ottenere un giunto perfetto richiede il bilanciamento di fattori in competizione ed evitare errori comuni che compromettono la resistenza.
Il dilemma tra gioco e flusso dell'apporto
Un gioco del giunto molto stretto (ad esempio, 0,001 pollici) può produrre la massima resistenza teorica. Tuttavia, rende anche più difficile il flusso completo dell'apporto, aumentando il rischio di vuoti. Un gioco leggermente maggiore può garantire un riempimento più affidabile e completo, anche se la resistenza ultima è marginalmente inferiore.
Il pericolo del surriscaldamento
Un calore eccessivo può essere molto distruttivo. Può danneggiare i metalli base alterandone la tempra, far sì che il metallo d'apporto eroda aggressivamente il materiale base, o portare alla perdita di elementi chiave nella lega d'apporto stessa, degradandone le proprietà.
Il riscaldamento uniforme è irrinunciabile
L'intero assemblaggio deve essere riscaldato uniformemente alla temperatura di brasatura. Se una parte è significativamente più calda, il metallo d'apporto verrà attratto preferenzialmente verso quell'area, privando altre parti del giunto e creando vuoti. L'apporto fluisce verso il calore.
Riparazione di giunti difettosi
Un giunto difettoso può spesso essere riparato tramite ri-brasatura. Tuttavia, non è sufficiente rifondere semplicemente l'apporto esistente. La maggior parte delle leghe di brasatura ha una temperatura di rifusione più alta dopo il ciclo iniziale. La procedura corretta consiste nell'applicare fondente e una piccola quantità di nuova lega d'apporto sull'area difettosa ed eseguire nuovamente il ciclo termico.
Fare la scelta giusta per il tuo obiettivo
Applica questi principi in base al tuo obiettivo specifico per garantire un giunto affidabile e ad alta resistenza.
- Se la tua attenzione principale è la massima integrità strutturale: Progetta un giunto a sovrapposizione con una sovrapposizione sufficiente e un gioco controllato con precisione (0,001-0,003 pollici), quindi concentrati sulla pulizia meticolosa e sull'assicurare un riempimento del giunto al 100%.
- Se la tua attenzione principale è la produzione ripetibile: Standardizza il processo di pulizia, utilizza attrezzature fisse per mantenere un gioco del giunto costante e automatizza il ciclo termico per eliminare la variabilità del processo.
- Se la tua attenzione principale è la risoluzione dei problemi di un giunto fallito: Esamina la frattura. Se è avvenuta nel metallo base lontano dal giunto, la brasatura è riuscita. Se è fallita sulla linea di giunzione, indica un problema di bagnabilità, molto probabilmente dovuto a una pulizia inadeguata o a un'applicazione errata del fondente.
Trattando la brasatura come una disciplina ingegneristica precisa, puoi creare costantemente giunti che eguagliano e superano la resistenza dei materiali che uniscono.
Tabella riassuntiva:
| Fattore chiave | Azione critica | Parametro/Obiettivo ideale |
|---|---|---|
| Progettazione del giunto | Facilitare l'azione capillare con un giunto a sovrapposizione | Gioco: 0,001-0,005 pollici (0,025-0,127 mm) |
| Preparazione della superficie | Ottenere una bagnabilità perfetta tramite pulizia | Superfici atomisticamente pulite e prive di ossidi |
| Ciclo termico | Garantire riscaldamento e raffreddamento uniformi | Prevenire danni al metallo base e garantire il flusso completo dell'apporto |
Ottieni una resistenza del giunto brasato senza pari con KINTEK
Hai problemi con i guasti dei giunti o con risultati di brasatura incoerenti? La precisione richiesta per la massima resistenza esige attrezzature e competenze adeguate. KINTEK è specializzata in sistemi e materiali di consumo per la brasatura avanzata, fornendo a laboratori e produttori gli strumenti affidabili necessari per legami metallurgici perfetti ogni volta.
Le nostre soluzioni garantiscono il controllo preciso della temperatura e il riscaldamento uniforme critici per un flusso impeccabile del metallo d'apporto e per l'integrità del giunto. Lascia che i nostri esperti ti aiutino a ottimizzare il tuo processo per una resistenza superiore e ripetibile.
Contatta oggi stesso i nostri specialisti della brasatura per discutere come possiamo rafforzare la tua produzione.
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Fornace a muffola ad alta temperatura per sbozzatura e pre-sinterizzazione da laboratorio
- Barca di evaporazione speciale in molibdeno, tungsteno e tantalio
- Lastra ceramica di nitruro di boro (BN)
- Macchina per Stampa a Freddo Sottovuoto per la Preparazione dei Campioni
Domande frequenti
- Cos'è un forno per trattamento termico sottovuoto? Ottenere una purezza e un controllo senza pari
- Qual è il costo di un forno per brasatura sottovuoto? Una guida ai fattori chiave e alla strategia di investimento
- Cos'è il processo di trattamento termico sotto vuoto? Ottenere un controllo, una pulizia e una qualità superiori
- Come funziona un trattamento termico sottovuoto? Ottenere proprietà dei materiali superiori in un ambiente incontaminato
- Come si esegue la brasatura a forno? Una guida alla giunzione di metalli di precisione e ad alto volume





