La temperatura di brasatura non è un valore unico, ma è determinata dalla specifica lega d'apporto utilizzata. La corretta temperatura di brasatura è sempre impostata leggermente al di sopra della temperatura di liquidus della lega, ovvero il punto in cui diventa completamente liquida. Come regola generale, la temperatura target dovrebbe essere almeno 25°C (50°F) superiore al punto di liquidus specificato della lega per garantirne il corretto scorrimento.
Il principio fondamentale della temperatura di brasatura non è raggiungere un numero universale, ma controllare con precisione il calore in base alle specifiche proprietà di fusione della lega d'apporto scelta. Il successo dipende dall'essere abbastanza caldi affinché la lega scorra liberamente, senza essere così caldi da danneggiare i metalli base che vengono uniti.

Cosa Definisce una Temperatura di Brasatura?
Per controllare correttamente il processo di brasatura, è necessario comprendere i due punti di temperatura critici di qualsiasi lega di brasatura: il solidus e il liquidus.
Il Ruolo di Solidus e Liquidus
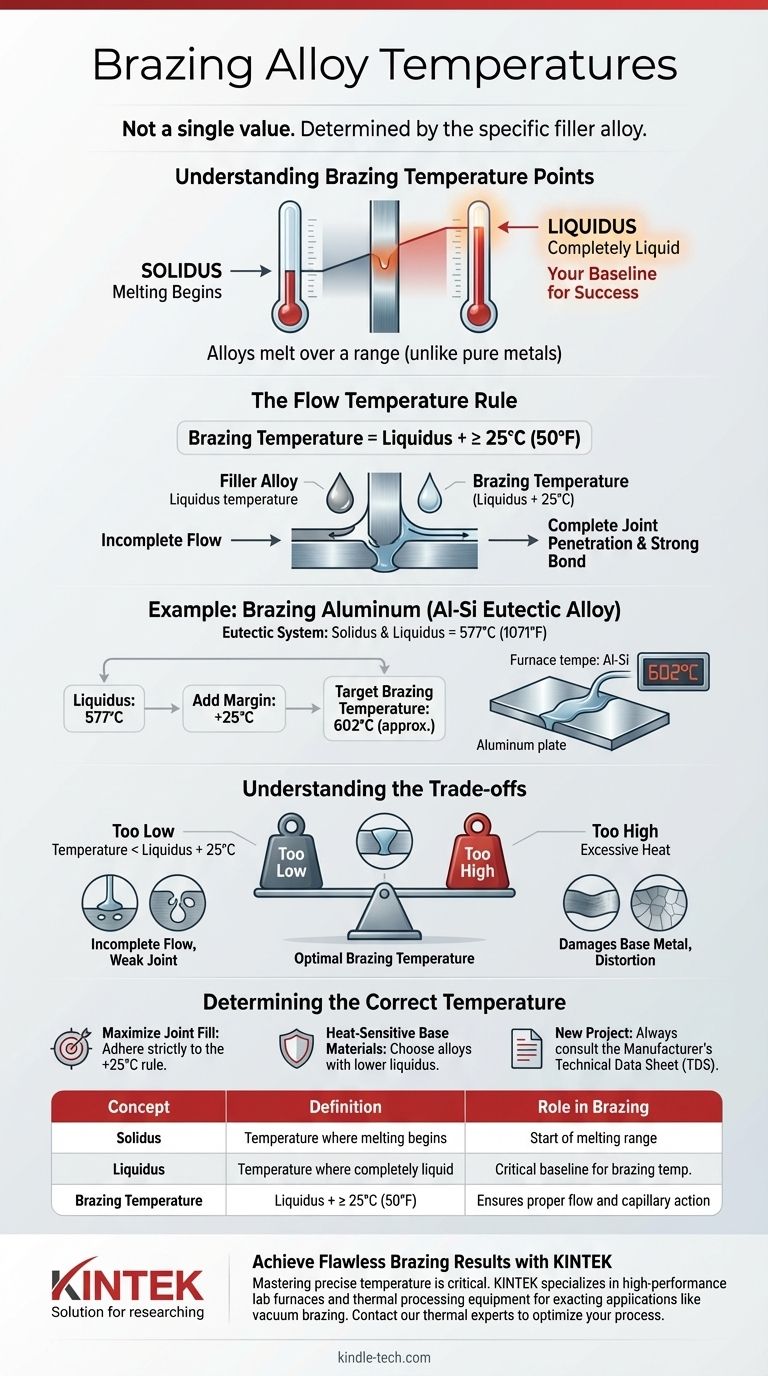
A differenza dei metalli puri che fondono a una singola temperatura, le leghe di brasatura fondono in un intervallo. Il solidus è la temperatura alla quale la lega inizia a fondere. Il liquidus è la temperatura alla quale la lega diventa completamente liquida.
La Temperatura di "Liquidus": La Tua Base di Riferimento
La temperatura di liquidus è l'informazione più critica. Questo è il punto in cui il metallo d'apporto è passato completamente allo stato liquido e può fluire nel giunto tramite azione capillare.
La Regola della Temperatura di Flusso
Per garantire la completa fusione e promuovere un buon flusso, lo standard industriale è riscaldare l'assieme a una temperatura almeno 25°C (50°F) superiore al liquidus della lega d'apporto. Questo margine assicura che l'intera carica d'apporto si sciolga e abbia sufficiente energia termica per penetrare completamente nel giunto.
Un Esempio Pratico: Brasatura dell'Alluminio
I principi della temperatura di brasatura si comprendono meglio con un esempio pratico, come la brasatura sottovuoto di componenti in alluminio.
La Lega Eutettica Al-Si
Un materiale d'apporto comune per la brasatura dell'alluminio è una lega alluminio-silicio (Al-Si). Una lega con l'11,7% di silicio è un sistema eutettico, il che significa che le sue temperature di solidus e liquidus sono le stesse: 577°C (1071°F).
Calcolo della Temperatura di Brasatura
Usando la nostra regola, possiamo determinare la corretta temperatura di brasatura per questa lega specifica. Prendiamo la temperatura di liquidus e aggiungiamo il nostro margine di sicurezza.
- 577°C (Liquidus) + 25°C = 602°C (Temperatura di Brasatura)
Pertanto, il forno o la torcia dovrebbero essere impostati per portare l'intero assieme a circa 602°C per garantire un giunto riuscito con questo particolare materiale d'apporto.
Perché Funziona Questa Lega
Questa lega Al-Si è scelta perché il suo punto di fusione (577°C) è significativamente inferiore a quello dei metalli base in alluminio che vengono uniti. Ciò consente al materiale d'apporto di diventare completamente liquido mentre i materiali base rimangono solidi, che è il requisito fondamentale di qualsiasi operazione di brasatura.
Comprendere i Compromessi
Raggiungere la temperatura corretta è un atto di bilanciamento. Deviare in una direzione o nell'altra introduce rischi significativi per la qualità e l'integrità del giunto.
Troppo Bassa: Flusso Incompleto
Se la temperatura di brasatura non supera sufficientemente il punto di liquidus, il metallo d'apporto sarà lento. Ciò si traduce in un'azione capillare incompleta, lasciando vuoti e creando un giunto debole e inaffidabile che probabilmente cederà sotto stress.
Troppo Alta: Danni al Metallo Base
Anche il calore eccessivo è pericoloso. Il surriscaldamento può portare a deformazioni, distorsioni o crescita del grano nei metalli base, compromettendone l'integrità strutturale. Nello scenario peggiore, è possibile fondere inavvertitamente i metalli base, distruggendo i pezzi.
Determinare la Temperatura Corretta per il Tuo Progetto
La scelta della temperatura corretta è una funzione dei tuoi materiali e del tuo obiettivo. Usa questi principi come guida.
- Se la tua attenzione principale è garantire il riempimento massimo del giunto: Aderisci rigorosamente alla regola di impostare la temperatura del processo almeno 25°C (50°F) al di sopra del liquidus della lega per promuovere un forte flusso capillare.
- Se stai lavorando con materiali base sensibili al calore: Scegli una lega d'apporto con una temperatura di liquidus inferiore per ridurre al minimo lo stress termico sui componenti che vengono uniti.
- Se stai selezionando una nuova lega per un progetto: Consulta sempre la Scheda Tecnica (TDS) del produttore. Fornirà le esatte temperature di solidus e liquidus, che sono la base per tutti i tuoi calcoli.
Padroneggiare queste relazioni di temperatura è la chiave per creare giunti brasati costantemente forti e affidabili.
Tabella Riassuntiva:
| Concetto | Definizione | Ruolo nella Brasatura |
|---|---|---|
| Solidus | Temperatura alla quale la lega inizia a fondere. | Segna l'inizio dell'intervallo di fusione. |
| Liquidus | Temperatura alla quale la lega è completamente liquida. | Base di riferimento critica per impostare la temperatura di brasatura. |
| Temperatura di Brasatura | Liquidus + almeno 25°C (50°F). | Garantisce il corretto flusso e l'azione capillare per un giunto resistente. |
Ottieni Risultati di Brasatura Impeccabili con KINTEK
Padroneggiare la temperatura precisa per la tua lega di brasatura è fondamentale per creare giunti resistenti e affidabili. Sia che tu stia lavorando con alluminio, leghe ad alta temperatura o altri materiali, l'attrezzatura giusta garantisce un controllo del calore coerente e accurato.
In KINTEK, siamo specializzati in forni da laboratorio ad alte prestazioni e apparecchiature per la lavorazione termica progettate per applicazioni esigenti come la brasatura sottovuoto. Le nostre soluzioni ti aiutano a raggiungere e mantenere con precisione la temperatura target—in modo sicuro al di sopra del punto di liquidus—per garantire il completo flusso del metallo d'apporto e giunti perfetti ogni volta, proteggendo al contempo i tuoi materiali base dai danni termici.
Lascia che ti aiutiamo a ottimizzare il tuo processo di brasatura. Contatta oggi i nostri esperti termici per discutere la tua applicazione specifica e scoprire la soluzione KINTEK perfetta per le esigenze del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Lastra di allumina Al2O3 resistente all'usura ad alta temperatura per ceramiche avanzate di ingegneria fine
Domande frequenti
- La brasatura può essere utilizzata per i metalli ferrosi? Sì, ed ecco come garantire un giunto robusto.
- Qual è la temperatura del trattamento termico sottovuoto? Ottieni proprietà dei materiali superiori e finiture impeccabili
- Cos'è il processo di trattamento termico sotto vuoto? Ottenere un controllo, una pulizia e una qualità superiori
- Come si esegue la brasatura a forno? Una guida alla giunzione di metalli di precisione e ad alto volume
- Quali sono le funzioni specifiche dell'introduzione di atmosfere riducenti o ambienti a gas inerte nella brasatura sotto vuoto?

