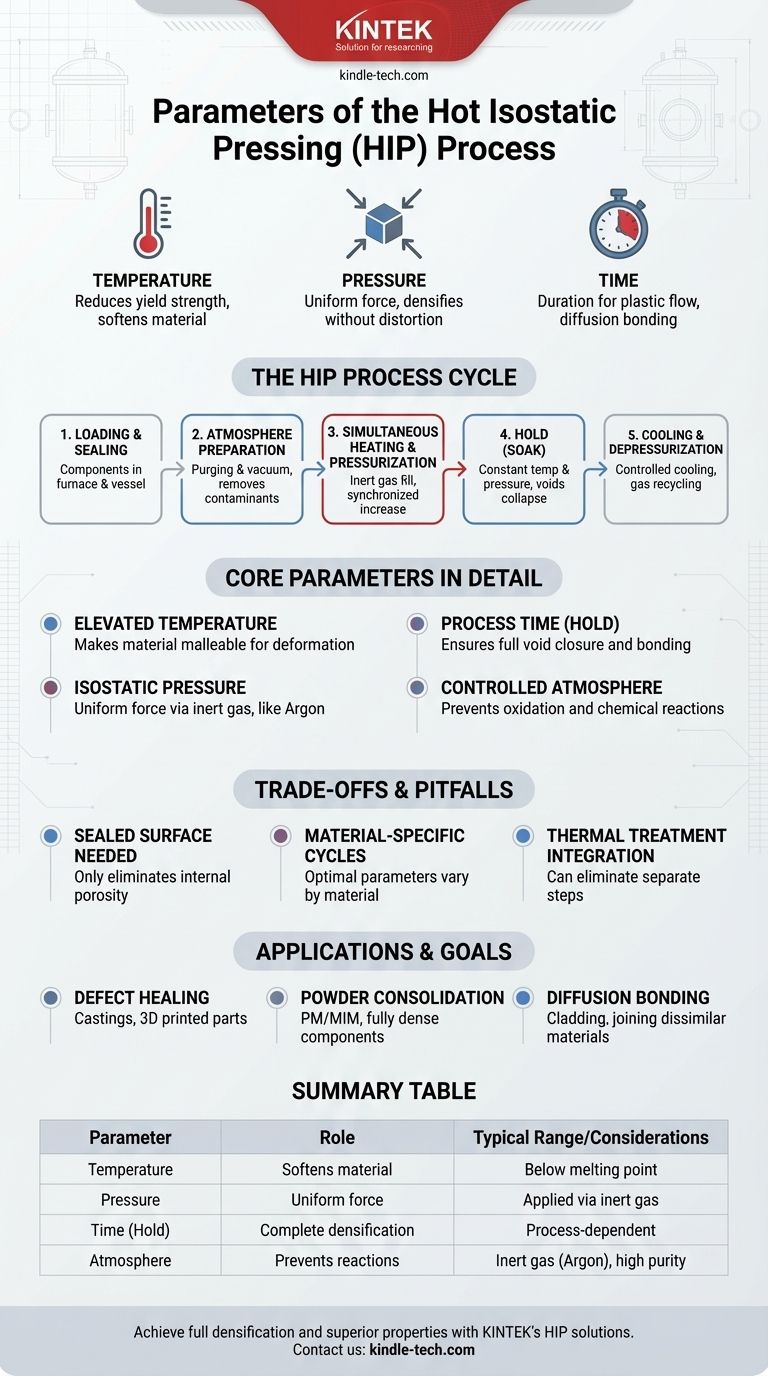
Al suo interno, il processo di Pressatura Isostatica a Caldo (HIP) è governato da tre parametri primari: temperatura, pressione e tempo. Queste variabili vengono applicate all'interno di un'atmosfera controllata e inerte per eliminare la porosità interna e migliorare le proprietà meccaniche di un componente. L'intero ciclo è gestito con precisione per ottenere la densificazione completa del materiale senza distorcere la forma finale del pezzo.
L'intuizione cruciale è che l'HIP non è una semplice operazione di riscaldamento e compressione. È un sofisticato ciclo termodinamico in cui la temperatura rende il materiale malleabile, e il gas inerte ad alta pressione agisce come una forza uniforme per collassare i vuoti interni e creare un componente completamente denso e metallurgicamente superiore.

Decostruire il Ciclo del Processo HIP
I parametri dell'HIP vengono applicati all'interno di un processo distinto e a più stadi. Comprendere questo ciclo fornisce il contesto su come temperatura, pressione e tempo vengono manipolati per ottenere il risultato desiderato.
Fase 1: Caricamento e Sigillatura
I componenti vengono caricati in un forno, che viene poi posizionato all'interno di un recipiente di contenimento ad alta pressione. Il recipiente viene sigillato per creare un sistema chiuso.
Fase 2: Preparazione dell'Atmosfera
Prima del riscaldamento, la camera subisce cicli di spurgo e vuoto. Questo passaggio critico rimuove umidità, aria e altri contaminanti che potrebbero reagire con il materiale ad alte temperature.
Fase 3: Riscaldamento e Pressurizzazione Simultanei
La camera viene riempita con un gas inerte ad alta purezza, più comunemente argon, per prevenire reazioni chimiche. La temperatura e la pressione vengono quindi aumentate simultaneamente secondo un profilo attentamente programmato specifico per il materiale e l'applicazione.
Fase 4: Mantenimento (Soak)
Una volta raggiunti la temperatura e la pressione target, vengono mantenuti costanti per una durata specifica. È durante questo tempo di "mantenimento" o "soak" che i vuoti interni e i difetti del materiale collassano e si saldano.
Fase 5: Raffreddamento e Depressurizzazione
Una volta terminato il tempo di mantenimento, i componenti vengono raffreddati in modo controllato e la pressione viene rilasciata. Il gas inerte viene tipicamente catturato, pulito e riciclato per usi futuri.
I Parametri Fondamentali dell'HIP
Ogni parametro svolge un ruolo distinto e critico nel successo del processo. Non sono variabili indipendenti, ma vengono selezionati in combinazione per ottenere un risultato metallurgico specifico.
1. Temperatura Elevata
Il ruolo primario della temperatura è quello di ridurre la resistenza allo snervamento del materiale, rendendolo sufficientemente morbido e malleabile per consentire la deformazione plastica. La temperatura scelta è tipicamente inferiore al punto di fusione del materiale ma sufficientemente alta da permettere ai vuoti interni di collassare sotto pressione.
2. Pressione Isostatica
La pressione fornisce la forza motrice per la densificazione. Il termine "isostatica" è fondamentale: significa che la pressione viene applicata uniformemente da tutte le direzioni dal mezzo gassoso. Ciò assicura che il pezzo si densifichi senza alterarne la forma netta.
3. Tempo di Processo (Tempo di Mantenimento/Soak)
Il tempo è il terzo parametro critico. Il componente viene mantenuto alla temperatura e pressione target abbastanza a lungo da consentire al flusso plastico e al legame per diffusione di chiudere completamente tutta la porosità interna. Tempi più brevi potrebbero lasciare vuoti residui, mentre tempi eccessivamente lunghi possono essere antieconomici.
4. Atmosfera Controllata
L'uso di un gas inerte (come l'argon) è un parametro fondamentale del processo. Previene l'ossidazione e altre reazioni chimiche che degraderebbero le proprietà del materiale a temperature elevate, garantendo l'integrità della chimica del componente.
Comprendere i Compromessi e le Insidie
Sebbene altamente efficace, il processo HIP non è una soluzione universale. Comprendere i suoi vincoli operativi è essenziale per un'implementazione di successo.
La Necessità di una Superficie Sigillata
L'HIP può eliminare solo la porosità interna. Se un difetto è aperto alla superficie, il gas pressurizzante riempirà semplicemente il vuoto e non esisterà alcuna differenza di pressione per chiuderlo. Questa è una considerazione critica per i pezzi con crepe o porosità connesse alla superficie.
Cicli Specifici per Materiale
Non esiste un unico set di parametri HIP. La temperatura, la pressione e il tempo ottimali dipendono fortemente dal materiale specifico in lavorazione, sia esso una lega di titanio, una superlega di nichel o una ceramica. Ciascuno richiede un ciclo sviluppato in modo unico.
Integrazione del Trattamento Termico
Un vantaggio significativo dell'HIP è che le sue temperature operative sono spesso simili a quelle utilizzate per i trattamenti termici di omogeneizzazione o di soluzione. Il ciclo HIP può talvolta essere progettato per eliminare la necessità di un passaggio di trattamento termico separato, risparmiando tempo e costi.
Fare la Scelta Giusta per il Tuo Obiettivo
La selezione dei parametri HIP è interamente guidata dall'applicazione prevista e dal sistema di materiali coinvolto.
- Se il tuo obiettivo principale è la riparazione di difetti in fusioni o parti stampate in 3D: I parametri vengono scelti per ottenere la chiusura completa dei vuoti, aumentando drasticamente la vita a fatica e l'affidabilità meccanica.
- Se il tuo obiettivo principale è il consolidamento di polveri metalliche (PM/MIM): Il ciclo è progettato per trasformare un blocco poroso di polvere in un componente solido completamente denso con proprietà equivalenti al materiale lavorato.
- Se il tuo obiettivo principale è il legame per diffusione o il rivestimento: I parametri sono ottimizzati per promuovere la diffusione atomica attraverso l'interfaccia di due materiali dissimili, creando una saldatura robusta allo stato solido.
In definitiva, padroneggiare l'interazione tra temperatura, pressione e tempo è la chiave per sbloccare il pieno potenziale del processo HIP per i tuoi componenti.
Tabella Riepilogativa:
| Parametro | Ruolo nel Processo HIP | Gamma Tipica/Considerazioni |
|---|---|---|
| Temperatura | Ammorbidisce il materiale per la deformazione plastica | Sotto il punto di fusione, specifico per il materiale |
| Pressione Isostatica | Forza uniforme per collassare i vuoti interni | Applicata tramite gas inerte (es. Argon) |
| Tempo (Mantenimento/Soak) | Durata per la densificazione completa | Assicura la chiusura completa dei vuoti, dipendente dal processo |
| Atmosfera | Previene ossidazione e reazioni chimiche | Gas inerte (Argon), alta purezza |
Pronto a ottenere la densificazione completa e proprietà meccaniche superiori per i tuoi componenti?
In KINTEK, siamo specializzati nella fornitura di attrezzature e materiali di consumo da laboratorio avanzati, incluse soluzioni di Pressatura Isostatica a Caldo, per soddisfare le precise esigenze di laboratori e produttori. Che tu stia lavorando con fusioni, parti stampate in 3D o metalli in polvere, la nostra esperienza garantisce parametri HIP ottimali per il tuo materiale e la tua applicazione specifici.
Contattaci oggi stesso per discutere come le nostre soluzioni possono migliorare le prestazioni dei tuoi materiali e ottimizzare il tuo processo di produzione. Mettiti in contatto tramite il nostro modulo di contatto per parlare con un esperto!
Guida Visiva
Prodotti correlati
- Reattore Visivo ad Alta Pressione per Osservazione In-Situ
- Circolatore refrigerante da 10L, bagno d'acqua di raffreddamento, bagno di reazione a temperatura costante a bassa temperatura
- Circolatore Riscaldante Refrigerante da 10L per Bagno d'Acqua Refrigerante per Reazione a Temperatura Costante Alta e Bassa
- Presse Idraulica da Laboratorio per Applicazioni XRF KBR FTIR
- Circolatore Termostato Riscaldamento Raffreddamento 5L per Bagno d'Acqua Refrigerante a Temperatura Costante Alta e Bassa
Domande frequenti
- Perché è necessario un sistema di reattori controllato con precisione per la sintesi di ZVINP? Garantire purezza e uniformità
- In che modo un reattore ad alta pressione aiuta l'idrogenazione catalitica del 2,6-dimetilnitrobenzene? Ottimizza il tuo processo
- Quali sono i vantaggi tecnici dell'utilizzo di reattori ad alta pressione per le nanoparticelle di ferro? Precisione e purezza superiore
- Quale ruolo svolge un reattore ad alta pressione nella SHS? Ottenere una sintesi precisa della fase MAX drogata con manganese
- In che modo un reattore ad alta pressione facilita l'ammidazione riduttiva? Massimizzare la resa e la velocità nelle reazioni tandem


















