Sebbene non esista un numero ufficiale e universalmente concordato, i metodi di tempra sono meglio compresi dal loro processo e dal mezzo utilizzato. La chiave non è memorizzare un elenco, ma capire come ogni tecnica manipola la velocità di raffreddamento per ottenere specifiche proprietà metallurgiche nel materiale, principalmente l'acciaio. I metodi comuni includono la tempra diretta, interrotta, selettiva e a spruzzo, ognuno dei quali serve a uno scopo ingegneristico distinto.
Il principio fondamentale della tempra non è solo il raffreddamento rapido, ma il raffreddamento controllato. La scelta del metodo è un compromesso deliberato tra il raggiungimento della massima durezza e la minimizzazione dello stress interno, della distorsione e del rischio di cricche.

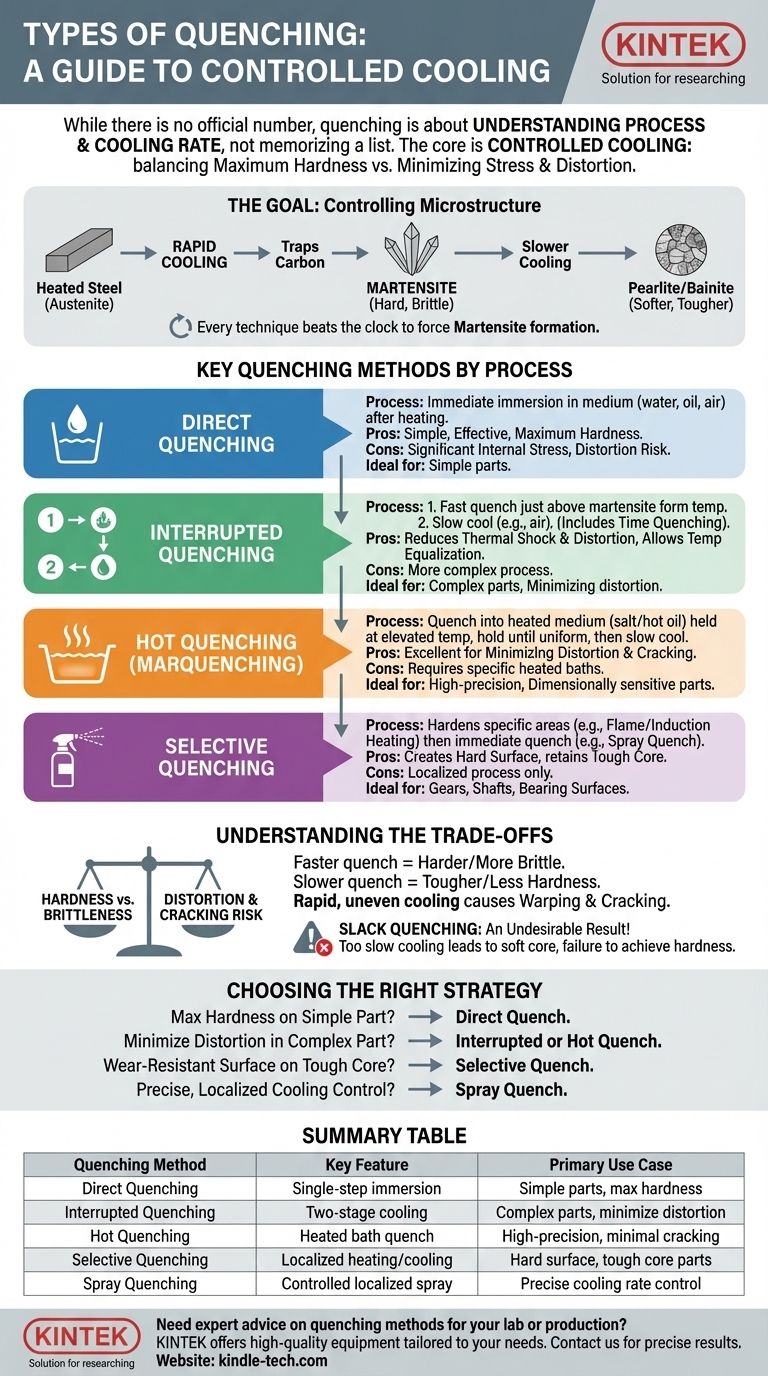
L'obiettivo della tempra: controllare la microstruttura
Prima di categorizzare i tipi, è fondamentale capire il "perché". Quando l'acciaio viene riscaldato alla sua temperatura di austenitizzazione, la sua struttura cristallina cambia. L'obiettivo della tempra è raffreddarlo così rapidamente da non permettergli di tornare alle sue strutture più morbide e preriscaldate.
Forzare una trasformazione martensitica
Il raffreddamento rapido intrappola gli atomi di carbonio all'interno del reticolo cristallino del ferro, una struttura dura, fragile e aghiforme chiamata martensite. Questo è ciò che conferisce all'acciaio temprato la sua caratteristica durezza e resistenza.
Un raffreddamento più lento permetterebbe all'acciaio di formare strutture più morbide come la perlite o la bainite. Pertanto, ogni tecnica di tempra è una strategia per "battere il tempo" e forzare la formazione della martensite.
Metodi chiave di tempra per processo
I vari tipi di tempra sono meglio raggruppati in base al processo utilizzato per controllare la curva di raffreddamento.
Tempra diretta
Questo è il metodo più semplice. Il pezzo viene raffreddato immediatamente in un mezzo di tempra (come acqua, olio o aria) dopo essere stato riscaldato o lavorato a caldo (ad esempio, forgiatura). È semplice ed efficace ma può introdurre un significativo stress interno.
Tempra interrotta
Questo è un processo a due stadi progettato per ridurre lo shock termico e la distorsione. Il pezzo viene prima temprato in un mezzo rapido a una temperatura appena superiore a quella in cui la martensite inizia a formarsi. Viene quindi rimosso e raffreddato lentamente in un secondo mezzo, come l'aria.
Questa pausa permette alla temperatura di equilibrarsi tra la superficie e il nucleo del pezzo, riducendo drasticamente lo stress prima che avvenga la trasformazione martensitica finale e fragile. La tempra a tempo è una forma di tempra interrotta in cui il pezzo viene mantenuto nel tempra iniziale per una durata controllata con precisione.
Tempra a caldo
Conosciuta anche come marquenching o martempering, questa tecnica prevede la tempra del pezzo in un mezzo mantenuto a una temperatura elevata, tipicamente un bagno di sale fuso o olio caldo. Il pezzo viene mantenuto a questa temperatura finché non è uniforme in tutto il suo volume, quindi raffreddato lentamente all'aria.
Come la tempra interrotta, questo metodo è eccellente per minimizzare la distorsione e la criccatura in pezzi complessi o dimensionalmente sensibili.
Tempra selettiva
Questo metodo indurisce solo aree specifiche di un componente. Tecniche come la tempra a fiamma o la tempra a induzione riscaldano solo una porzione della superficie del pezzo, che viene poi immediatamente temprata, spesso tramite una tempra a spruzzo.
Questo lascia il nucleo del pezzo tenace e duttile, creando al contempo una superficie dura e resistente all'usura. Questo è comune per ingranaggi, alberi e superfici di cuscinetti.
Comprendere i compromessi
Scegliere un metodo di tempra non significa mai trovare quello "migliore", ma quello più appropriato per il materiale e il risultato desiderato.
Il dilemma durezza vs. fragilità
Una tempra più rapida produce una struttura più dura e più martensitica. Tuttavia, questo aumenta anche la fragilità. Una tempra aggressiva in acqua o salamoia crea una durezza estrema ma anche uno stress interno estremo, rendendo il pezzo suscettibile a cricche. Una tempra più lenta in olio può comportare una durezza leggermente inferiore ma una tenacità significativamente maggiore.
Il rischio di distorsione e criccatura
Il raffreddamento rapido e irregolare è la causa principale di deformazioni e cricche. La superficie di un pezzo si raffredda e si contrae molto più velocemente del suo nucleo, creando un'immensa tensione interna. Metodi come la tempra interrotta e la tempra a caldo sono specificamente progettati per combattere questo problema, permettendo alle temperature di equilibrarsi prima della trasformazione finale.
Cos'è la tempra insufficiente (Slack Quenching)?
La "tempra insufficiente" (Slack Quenching) non è un processo che si sceglie, ma un risultato indesiderabile. Si verifica quando la velocità di raffreddamento è troppo lenta per trasformare completamente il nucleo del pezzo in martensite. Ciò si traduce in un nucleo "insufficiente" o morbido, non riuscendo a raggiungere la durezza desiderata in tutta la sezione trasversale del componente.
Scegliere la giusta strategia di tempra
La scelta dipende interamente dal materiale del componente, dalla sua geometria e dalla sua applicazione prevista.
- Se il tuo obiettivo principale è la massima durezza su un pezzo semplice: Una tempra diretta in un mezzo rapido come acqua o salamoia è spesso sufficiente.
- Se il tuo obiettivo principale è minimizzare la distorsione in un pezzo complesso: La tempra interrotta o a caldo sono le scelte superiori per gestire lo stress termico.
- Se il tuo obiettivo principale è creare una superficie resistente all'usura su un nucleo tenace: La tempra selettiva è il metodo designato per il lavoro.
- Se hai bisogno di un controllo preciso e localizzato del raffreddamento: Una tempra a spruzzo o a nebbia offre un maggiore controllo sulla velocità di raffreddamento rispetto alla semplice immersione.
In definitiva, una tempra efficace è un atto di bilanciamento tra il raggiungimento delle proprietà metallurgiche desiderate e il mantenimento dell'integrità fisica del pezzo.
Tabella riassuntiva:
| Metodo di tempra | Caratteristica chiave | Caso d'uso primario |
|---|---|---|
| Tempra diretta | Immersione in un unico stadio in un mezzo (acqua, olio) | Pezzi semplici che richiedono la massima durezza |
| Tempra interrotta | Raffreddamento a due stadi per ridurre lo stress | Pezzi complessi dove minimizzare la distorsione è critico |
| Tempra a caldo (Marquenching) | Tempra in un bagno riscaldato (sale, olio) | Pezzi di alta precisione che necessitano di un rischio minimo di cricche |
| Tempra selettiva | Riscaldamento e raffreddamento localizzati (es. tempra a fiamma) | Pezzi che richiedono una superficie dura e un nucleo tenace (ingranaggi, alberi) |
| Tempra a spruzzo | Raffreddamento controllato e localizzato tramite ugelli a spruzzo | Applicazioni che necessitano di un controllo preciso della velocità di raffreddamento |
Hai bisogno di consigli esperti sulla scelta del metodo di tempra giusto per le tue esigenze di laboratorio o produzione? Noi di KINTEK, siamo specializzati nella fornitura di attrezzature e materiali di consumo da laboratorio di alta qualità, su misura per le tue sfide di lavorazione dei materiali. Che tu stia lavorando sulla ricerca sul trattamento termico, sul controllo qualità o sull'indurimento in produzione, il nostro team può aiutarti a scegliere gli strumenti giusti per ottenere risultati precisi. Contattaci oggi per discutere come le nostre soluzioni possono migliorare i tuoi processi e garantire risultati coerenti e di alta qualità per i tuoi componenti in acciaio.
Guida Visiva
Prodotti correlati
- Frantoio a mascelle da laboratorio
- Macchina manuale per la compressione di compresse a pugno singolo TDP Macchina per la punzonatura di compresse
- Agitatore orbitale oscillante da laboratorio
- Potente Macchina Trituratrice di Plastica
- Mulino a Vasi Orizzontale a Dieci Corpi per Uso di Laboratorio
Domande frequenti
- Perché processare i campioni di roccia a <75 micron per pXRF? Ottenere precisione di livello laboratorio con macinazione di precisione
- Che cos'è un frantoio a mascelle da laboratorio? Il primo passo essenziale per un'analisi accurata del campione
- Qual è l'uso del frantoio a mascelle in laboratorio? Il primo passo essenziale per la riduzione del campione
- Quale attrezzatura da laboratorio verrebbe utilizzata per frantumare o macinare una sostanza? Una guida alla scelta dello strumento giusto
- Qual è la funzione principale di un frantoio a mascelle nel pretrattamento dei minerali di magnesite e limonite?











