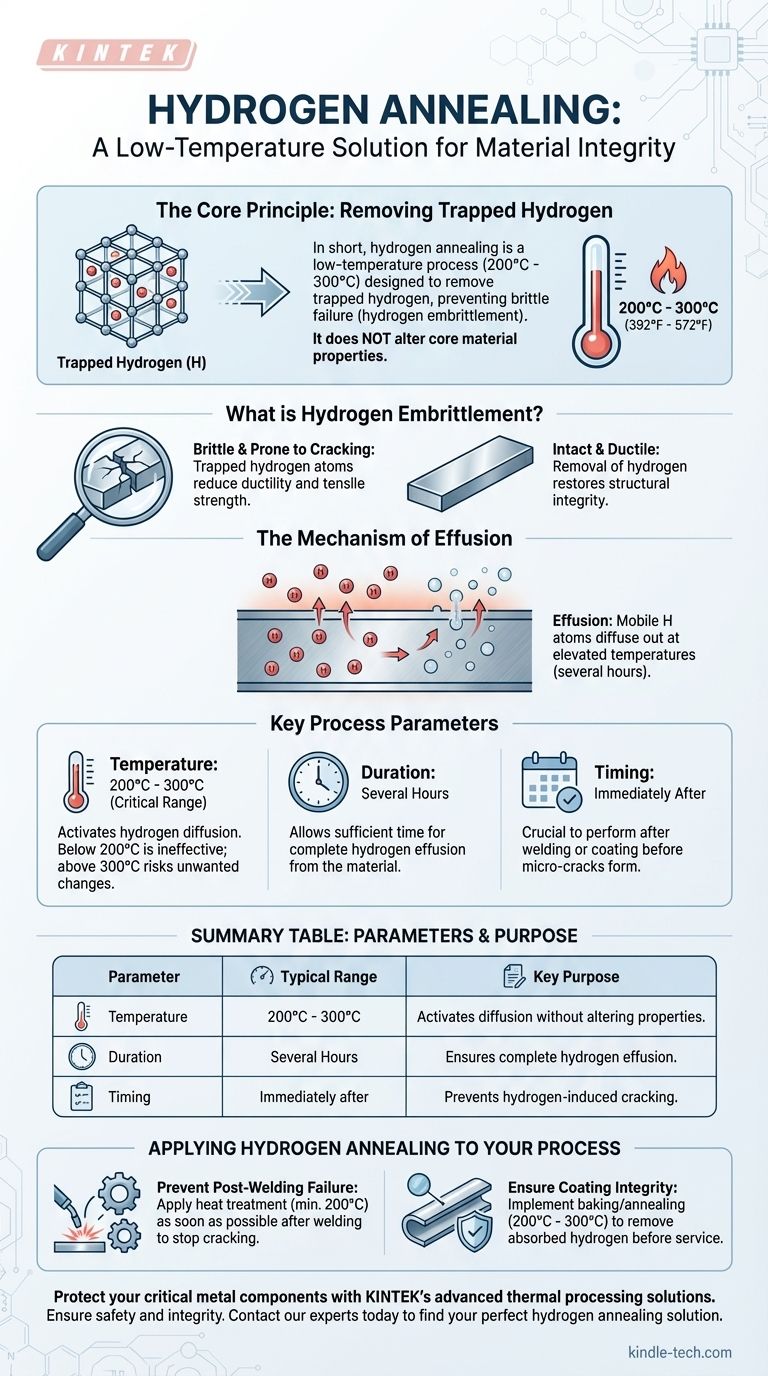
In breve, la ricottura in idrogeno è un processo a bassa temperatura tipicamente eseguito tra 200°C e 300°C (392°F a 572°F). La temperatura minima efficace per iniziare questo processo nel ferro e in alcuni acciai inossidabili è di 200°C, necessaria per consentire agli atomi di idrogeno intrappolati di diffondersi fuori dal materiale.
L'obiettivo centrale della ricottura in idrogeno non è alterare le proprietà fondamentali del metallo, ma utilizzare un trattamento termico preciso a bassa temperatura per rimuovere l'idrogeno intrappolato. Ciò previene una modalità di rottura catastrofica nota come infragilimento da idrogeno.

Il Principio Fondamentale: Rimozione dell'Idrogeno Intrappolato
La ricottura in idrogeno è un trattamento termico mirato progettato per risolvere un problema molto specifico. A differenza della ricottura convenzionale, che mira ad ammorbidire un materiale o alleviare le tensioni interne, questo processo è focalizzato esclusivamente sulla rimozione dell'idrogeno.
Cos'è l'Infragilimento da Idrogeno?
Durante processi come la saldatura, l'elettrodeposizione o la zincatura, singoli atomi di idrogeno possono rimanere intrappolati all'interno della struttura cristallina del metallo.
Questi atomi intrappolati riducono significativamente la duttilità e la resistenza alla trazione del materiale, rendendolo fragile e incline a cricche sotto stress. Questo fenomeno è chiamato infragilimento da idrogeno.
Il Ruolo della Temperatura
L'intervallo di temperatura da 200°C a 300°C è critico. Deve essere sufficientemente alto da fornire agli atomi di idrogeno intrappolati energia termica sufficiente per muoversi, o diffondere, attraverso il reticolo del metallo.
Tuttavia, la temperatura deve anche essere sufficientemente bassa da evitare di alterare le proprietà meccaniche previste del materiale, come la durezza o la tempra, che si verificherebbero a temperature di ricottura più elevate.
Il Meccanismo di Effusione
Mantenendo il materiale a questa temperatura elevata per diverse ore, gli atomi di idrogeno mobili migrano attraverso il metallo fino a raggiungere la superficie e fuoriuscire.
Questo processo di gas che fuoriesce da un solido è noto come effusione. Ciò rimuove efficacemente la fonte dell'infragilimento.
Comprendere i Parametri Chiave
Il successo della ricottura in idrogeno dipende dal controllo attento delle variabili di processo per abbinarle al materiale e alla fase di produzione che ha introdotto l'idrogeno.
L'Intervallo Critico di Temperatura
Il processo si basa sul mantenimento all'interno della finestra di 200°C a 300°C. Sotto i 200°C, la diffusione dell'idrogeno è troppo lenta per essere efficace nelle leghe a base di ferro. Andare significativamente sopra i 300°C rischia cambiamenti indesiderati nella microstruttura del metallo.
Durata e Tempistica
Il componente viene tipicamente mantenuto a temperatura in un forno per ricottura in idrogeno per diverse ore per assicurare che l'idrogeno abbia tempo sufficiente per diffondersi completamente.
Fondamentalmente, questo processo è più efficace se eseguito immediatamente dopo la fase di introduzione dell'idrogeno, come la saldatura o la rivestitura, prima che possano formarsi micro-cricche.
Come Applicare Questo al Tuo Processo
Scegliere i parametri giusti significa mitigare il rischio senza creare conseguenze indesiderate per il tuo materiale.
- Se il tuo obiettivo principale è prevenire guasti post-saldatura: Applica un trattamento termico a un minimo di 200°C il prima possibile dopo che la saldatura si è raffreddata per prevenire la criccatura indotta da idrogeno.
- Se il tuo obiettivo principale è garantire l'integrità del rivestimento o della zincatura: Implementa una fase di cottura o ricottura tra 200°C e 300°C per rimuovere l'idrogeno assorbito prima che il pezzo venga messo in servizio.
In definitiva, la ricottura in idrogeno è uno strumento termico preciso utilizzato per salvaguardare l'integrità dei componenti contro una minaccia nascosta.
Tabella Riepilogativa:
| Parametro | Intervallo Tipico | Scopo Principale |
|---|---|---|
| Temperatura | 200°C - 300°C (392°F - 572°F) | Attiva la diffusione dell'idrogeno senza alterare le proprietà del metallo |
| Durata | Diverse Ore | Consente tempo sufficiente affinché l'idrogeno effonda dal materiale |
| Tempistica | Immediatamente dopo saldatura/rivestimento | Previene la criccatura indotta da idrogeno prima che inizi |
Proteggi i tuoi componenti metallici critici dall'infragilimento da idrogeno. Il preciso trattamento termico a bassa temperatura della ricottura in idrogeno è essenziale per garantire l'integrità e la sicurezza delle parti saldate o rivestite. KINTEK è specializzata nella fornitura delle attrezzature di laboratorio avanzate e delle soluzioni di processo termico di cui hai bisogno per implementare questo processo vitale in modo efficace.
Assicurati che i tuoi materiali siano al sicuro da minacce nascoste. Contatta i nostri esperti oggi stesso per trovare la soluzione di ricottura in idrogeno perfetta per le esigenze del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Fornace a Idrogeno Inertee Controllato all'Azoto
- Fornace per Trattamento Termico Sottovuoto con Rivestimento in Fibra Ceramica
- Fornace a atmosfera controllata da 1400℃ con azoto e atmosfera inerte
- Forno ad atmosfera controllata 1200℃ Forno ad atmosfera inerte ad azoto
- Fornace a muffola ad alta temperatura per sbozzatura e pre-sinterizzazione da laboratorio
Domande frequenti
- Qual è il ruolo di un forno ad atmosfera di idrogeno nel post-trattamento di compositi diamante/rame dopo la placcatura in rame senza elettrolisi?
- Quali sono le caratteristiche e i rischi di un'atmosfera di idrogeno in un forno? Padroneggiare l'equilibrio di potenza e controllo
- Qual è l'uso dell'idrogeno nei forni? Una chiave per la lavorazione ad alta temperatura priva di ossigeno
- Perché è necessaria una fornace ad atmosfera di idrogeno per il composito W-Cu? Sblocca un'infiltrazione e una densità superiori
- L'idrogeno può essere usato nei forni? Sì, per la lavorazione dei metalli senza ossido e il riscaldamento rapido



















