Lo stampaggio a caldo è un processo di produzione che utilizza alte temperature e una significativa pressione unidirezionale per formare una parte solida densificata da una polvere o un preformato. Il materiale viene posizionato all'interno di una cavità dello stampo riscaldata, e un pistone o una piastra applica forza, compattando e riscaldando simultaneamente il materiale fino a quando si consolida in una forma densa e solida.
Lo scopo centrale della pressatura a caldo è quello di ottenere una densità e proprietà meccaniche superiori del materiale, in particolare per ceramiche avanzate, compositi e altri materiali difficili da lavorare utilizzando tecniche convenzionali di sinterizzazione o fusione.

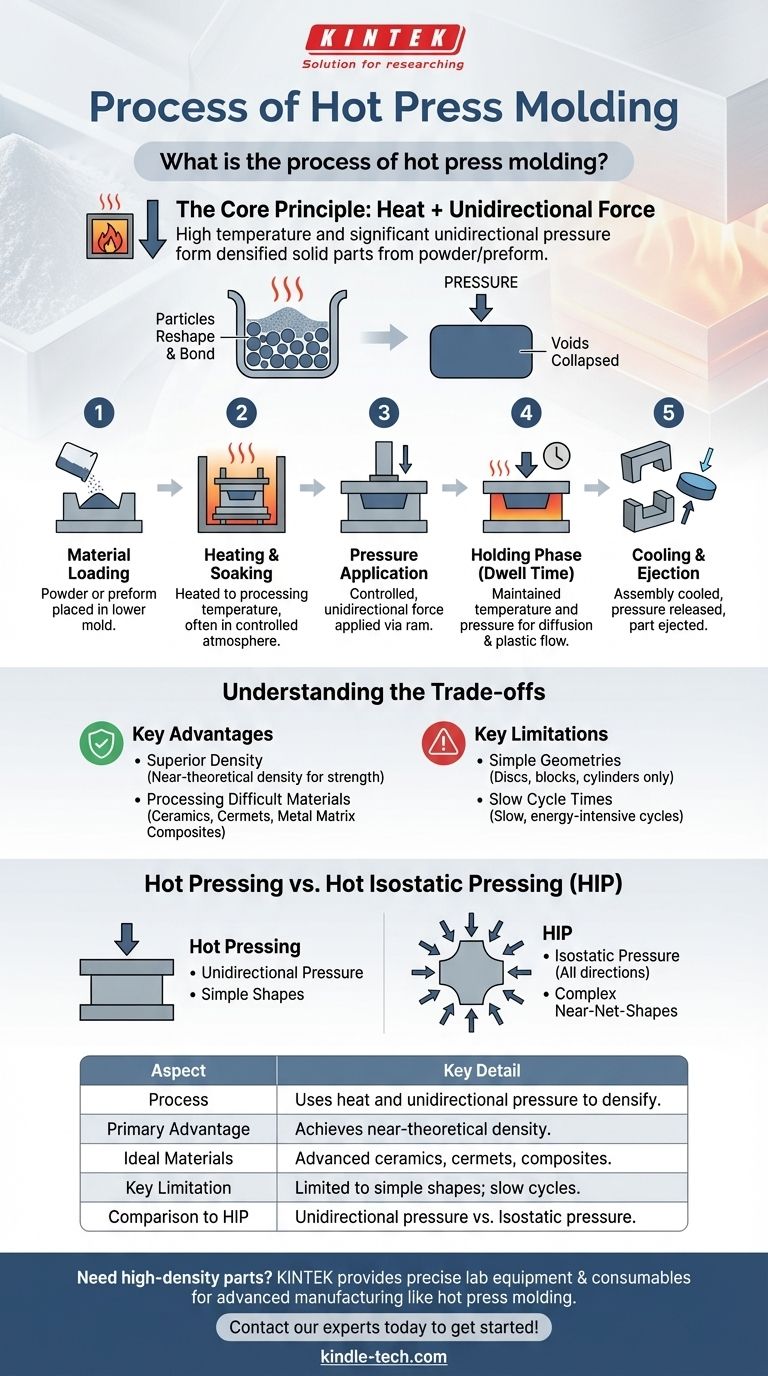
Il Principio Fondamentale: Calore + Forza Unidirezionale
La pressatura a caldo si basa fondamentalmente sull'effetto sinergico di alta temperatura e pressione direzionale per trasformare la polvere sfusa in un oggetto solido con porosità minima.
Il Ruolo del Calore
Il calore è il fattore abilitante critico nel processo. L'aumento della temperatura del materiale ne abbassa la resistenza allo snervamento e la resistenza alla deformazione, rendendo più facile per le particelle rimodellarsi e legarsi. Accelera anche la diffusione atomica, che è il meccanismo primario per eliminare i pori finali.
Il Ruolo della Pressione
Mentre il calore rende il materiale malleabile, la pressione unidirezionale fornisce la forza motrice. Questa forza applicata spinge le particelle a stretto contatto, collassa i vuoti e conforma il materiale alla forma precisa della cavità dello stampo.
Una Ripartizione Passo-Passo del Processo
Il ciclo di pressatura a caldo è una sequenza attentamente controllata progettata per ottenere la completa densificazione e la forma finale desiderata.
1. Caricamento del Materiale
Il processo inizia posizionando il materiale di partenza, tipicamente una polvere fine o una forma pre-compattata chiamata "preformato", nella parte inferiore dello stampo o della matrice.
2. Riscaldamento e Mantenimento
L'intero gruppo dello stampo viene riscaldato a una specifica temperatura di processo. Questo viene spesso fatto all'interno di un'atmosfera controllata o di un forno a vuoto per prevenire l'ossidazione del materiale e degli utensili, che sono spesso fatti di grafite.
3. Applicazione della Pressione
Una volta raggiunta la temperatura target, una pressa idraulica o meccanica applica una forza controllata e unidirezionale tramite un pistone o un punzone. Questa pressione viene mantenuta durante tutta la fase di consolidamento.
4. Fase di Mantenimento (Tempo di Sosta)
Il materiale viene mantenuto a temperatura e pressione massime per una durata specifica. Questo "tempo di sosta" consente il flusso plastico e la diffusione, chiudendo ogni porosità residua e garantendo una parte uniformemente densa.
5. Raffreddamento ed Espulsione
Dopo la fase di mantenimento, l'assemblaggio viene raffreddato in modo controllato. Una volta che è sufficientemente freddo per essere stabile, la pressione viene rilasciata, lo stampo viene aperto e la parte finita viene espulsa.
Comprendere i Compromessi
La pressatura a caldo è una tecnica potente ma specializzata. I suoi vantaggi nella qualità del materiale comportano significative limitazioni in termini di velocità e complessità geometrica.
Vantaggio Chiave: Densità Superiore
La ragione principale per utilizzare la pressatura a caldo è ottenere una densità quasi teorica. Ciò si traduce in parti con eccezionale resistenza meccanica, durezza e prestazioni, il che è fondamentale per applicazioni esigenti come armature o utensili da taglio.
Vantaggio Chiave: Lavorazione di Materiali Difficili
Questo metodo è ideale per ceramiche non ossidiche (come il carburo di silicio), cermet e alcuni compositi a matrice metallica che non sinterizzano bene solo con il calore.
Limitazione Chiave: Geometrie Semplici
Poiché la pressione viene applicata in una sola direzione, la pressatura a caldo è limitata alla produzione di forme relativamente semplici come dischi, blocchi e cilindri. Caratteristiche complesse come sottosquadri o cavità interne non sono possibili.
Limitazione Chiave: Tempi di Ciclo Lenti
I necessari cicli di riscaldamento, mantenimento e raffreddamento rendono la pressatura a caldo un processo lento e ad alta intensità energetica. Ciò lo rende inadatto per la produzione ad alto volume e contribuisce a un costo per pezzo più elevato.
Pressatura a Caldo vs. Pressatura Isostatica a Caldo (HIP)
È fondamentale distinguere la pressatura a caldo da un processo correlato, la Pressatura Isostatica a Caldo (HIP), poiché servono a scopi diversi. Il riferimento fornito sembra descrivere la HIP.
Direzione della Pressione
La pressatura a caldo utilizza una pressione unidirezionale da un pistone. La pressatura isostatica a caldo utilizza un gas inerte (come l'argon) per applicare una pressione isostatica (uguale da tutte le direzioni) alla parte.
Attrezzatura e Capacità di Forma
La pressatura a caldo richiede uno stampo rigido che definisce la forma finale della parte, limitando la complessità. La HIP posiziona la parte in un recipiente a pressione, consentendo la densificazione di componenti molto più complessi, quasi a forma finita.
Fare la Scelta Giusta per il Tuo Obiettivo
La scelta del giusto processo di consolidamento termico dipende interamente dal tuo materiale e dai requisiti della parte finale.
- Se il tuo obiettivo principale è raggiungere la massima densità in una forma semplice (ad esempio, un bersaglio ceramico): La pressatura a caldo è una scelta diretta, affidabile ed efficace.
- Se il tuo obiettivo principale è densificare una parte complessa e preformata (ad esempio, una fusione aerospaziale): La Pressatura Isostatica a Caldo (HIP) è la tecnologia superiore.
- Se il tuo obiettivo principale è la produzione ad alto volume di parti polimeriche o metalliche: Metodi molto più veloci come lo stampaggio a iniezione o la compattazione e sinterizzazione convenzionale sono più economici.
In definitiva, la pressatura a caldo è uno strumento di precisione per la creazione di materiali ad alte prestazioni dove la densità finale e le proprietà meccaniche sono più importanti della velocità di produzione o della complessità geometrica.
Tabella Riassuntiva:
| Aspetto | Dettaglio Chiave |
|---|---|
| Processo | Utilizza calore e pressione unidirezionale per densificare polvere/preformato. |
| Vantaggio Primario | Raggiunge una densità quasi teorica per proprietà meccaniche superiori. |
| Materiali Ideali | Ceramiche avanzate (es. carburo di silicio), cermet, compositi a matrice metallica. |
| Limitazione Chiave | Limitato a forme semplici (dischi, blocchi); tempi di ciclo lenti. |
| Confronto con HIP | Pressione unidirezionale vs. pressione isostatica (su tutti i lati). |
Hai bisogno di creare parti ceramiche o composite ad alta densità con proprietà meccaniche superiori?
In KINTEK, siamo specializzati nella fornitura delle precise attrezzature da laboratorio e dei materiali di consumo necessari per processi di produzione avanzati come lo stampaggio a caldo. La nostra esperienza ti garantisce di avere gli strumenti giusti per ottenere una densità e prestazioni ottimali del materiale per la tua specifica applicazione.
Discutiamo i requisiti del tuo progetto e troviamo la soluzione perfetta per le tue esigenze di laboratorio.
Contatta i nostri esperti oggi per iniziare!
Guida Visiva
Prodotti correlati
- Pressa termica speciale per uso di laboratorio
- Stampo per pressa a sfere per laboratorio
- Pressa a Caldo a Doppia Piastra per Laboratorio
- Pressa Elettrica Riscaldante Cilindrica per Applicazioni di Laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
Domande frequenti
- Come usare uno stampo a pressione? Padroneggiare l'arte di creare forme ceramiche consistenti
- Perché sono necessari stampi a pressione con pareti interne in resina non conduttiva per i test sulle batterie? Garantire l'accuratezza dei dati
- Qual è la funzione principale della pressatura nello stampo per le polveri LAGP? Ottenere elettroliti solidi ad alte prestazioni
- Perché lo stampaggio a pressa a caldo è preferito rispetto al tradizionale colaggio in soluzione? Confronto esperto per elettroliti polimerici solidi
- Cos'è lo stampaggio a pressa a caldo? Una guida alla produzione ad alta resistenza con calore e pressione


















