In sintesi, un reattore da laboratorio è un recipiente altamente controllato e contenuto progettato per eseguire processi chimici o biologici su scala di ricerca e sviluppo. Il suo uso primario è fornire un ambiente sicuro e preciso in cui gli scienziati possono manipolare variabili come temperatura, pressione e miscelazione per studiare reazioni, sintetizzare nuovi materiali o ottimizzare processi industriali. Ad esempio, potrebbe essere utilizzato per sintetizzare un nuovo composto farmaceutico ad alta pressione o per depositare un film nanotecnologico su una superficie.
Il vero scopo di un reattore da laboratorio non è semplicemente contenere una reazione, ma trasformare un concetto chimico in un processo controllabile, ripetibile e comprensibile. È il ponte tra una formula teorica su una lavagna e un'applicazione reale e praticabile.

Il Ruolo Fondamentale: Creare un Universo Controllato
Il valore di un reattore da laboratorio deriva dalla sua capacità di creare un ambiente in miniatura, autonomo, dove ogni parametro critico può essere meticolosamente gestito e monitorato. Questo controllo è ciò che consente una scienza riproducibile.
Contenimento della Reazione
La funzione più basilare di un reattore è il contenimento sicuro. Molte reazioni chimiche sono volatili, coinvolgendo alte pressioni, temperature estreme o materiali pericolosi.
Un reattore, sia esso in vetro o in robuste leghe metalliche, è progettato per resistere a queste condizioni, proteggendo sia il ricercatore che l'integrità dell'esperimento.
Controllo Preciso delle Variabili
Un semplice becher è un contenitore; un reattore è un sistema di controllo. Consente ai ricercatori di dettare con precisione le condizioni della reazione.
Ciò include il controllo della temperatura (tramite camicie di riscaldamento/raffreddamento), la gestione della pressione (utilizzando sistemi sigillati e regolatori), la velocità di miscelazione e l'aggiunta controllata dei reagenti nel tempo. Questo livello di controllo è impossibile da ottenere con la vetreria da laboratorio standard.
Abilitazione alla Raccolta e Analisi dei Dati
I reattori sono progettati per l'osservazione e la raccolta dei dati. Spesso includono porte per sonde per monitorare pH, temperatura o pressione in tempo reale.
Ciò consente agli scienziati di seguire il progresso di una reazione, comprenderne la cinetica (quanto velocemente procede) e determinare le condizioni ottimali per massimizzare la resa e la purezza.
Applicazioni Chiave in Diverse Discipline Scientifiche
Sebbene il principio sia universale, l'uso specifico di un reattore da laboratorio varia ampiamente a seconda dell'obiettivo scientifico.
Sintesi Chimica
Questa è l'applicazione più comune. I chimici usano i reattori per creare nuove molecole, polimeri o materiali combinando diversi precursori chimici in condizioni specifiche e controllate.
Sviluppo e Ottimizzazione dei Processi
Prima che un processo chimico possa essere implementato in una fabbrica su larga scala, deve essere perfezionato su piccola scala. I reattori da laboratorio vengono utilizzati per trovare il modo più efficiente, sicuro ed economico per eseguire una reazione.
Gli ingegneri testano diverse temperature, pressioni e concentrazioni di catalizzatori per sviluppare una "ricetta" che possa essere scalata per la produzione industriale.
Nanotecnologia e Deposizione di Film
Reattori specializzati sono utilizzati per la scienza dei materiali avanzata. Ad esempio, un reattore per deposizione chimica da vapore (CVD) viene utilizzato per creare film sottili ultra-puri e ad alte prestazioni.
In questo processo, i prodotti chimici gassosi reagiscono vicino a un substrato riscaldato (come un wafer di silicio) all'interno di un vuoto, depositando uno strato solido di materiale un atomo alla volta.
Comprendere i Compromessi
Un reattore da laboratorio è uno strumento potente, ma è essenziale comprenderne i limiti e le considerazioni coinvolte nella scelta di uno.
Scala vs. Qualità dei Dati
I reattori da laboratorio sono costruiti per dati di alta qualità, non per una produzione ad alto volume. Il loro scopo è generare le informazioni precise necessarie per la scoperta e l'ingrandimento, non funzionare come una fabbrica in miniatura.
Compatibilità dei Materiali
Il materiale del reattore è una scelta critica. I reattori in vetro offrono un'eccellente visibilità ma sono limitati in pressione e temperatura. I reattori in acciaio inossidabile o Hastelloy possono gestire pressioni estreme e prodotti chimici corrosivi ma sono opachi. Deve essere scelto il materiale giusto per evitare contaminazioni o guasti del reattore.
Costo e Complessità
I reattori in vetro semplici, azionati manualmente, possono essere relativamente convenienti. Tuttavia, i sistemi altamente automatizzati con sensori avanzati, controllo software e capacità specializzate rappresentano un investimento significativo sia in termini di costi che di formazione.
Fare la Scelta Giusta per il Tuo Obiettivo
Il reattore da laboratorio ideale è dettato interamente dal tuo obiettivo di ricerca.
- Se il tuo obiettivo principale è la ricerca fondamentale e la sintesi: Un reattore incamiciato in vetro versatile con buona visibilità e ampio controllo della temperatura è spesso il miglior punto di partenza.
- Se il tuo obiettivo principale è l'ottimizzazione del processo per l'ingrandimento: Un sistema altamente automatizzato con pompe di dosaggio precise e ampie capacità di registrazione dei dati è cruciale per generare dati industriali affidabili.
- Se il tuo obiettivo principale è la chimica ad alta pressione o la catalisi: Un'autoclave ad alta pressione realizzata con una robusta lega come l'acciaio inossidabile o l'Hastelloy è indispensabile per la sicurezza e le prestazioni.
- Se il tuo obiettivo principale è la scienza dei materiali e i film sottili: Un sistema specializzato come un reattore per deposizione chimica da vapore (CVD) è costruito appositamente per tale applicazione e fornirà i migliori risultati.
In definitiva, la selezione del reattore da laboratorio corretto ti consente di trasformare le tue intuizioni chimiche in risultati affidabili e riproducibili.
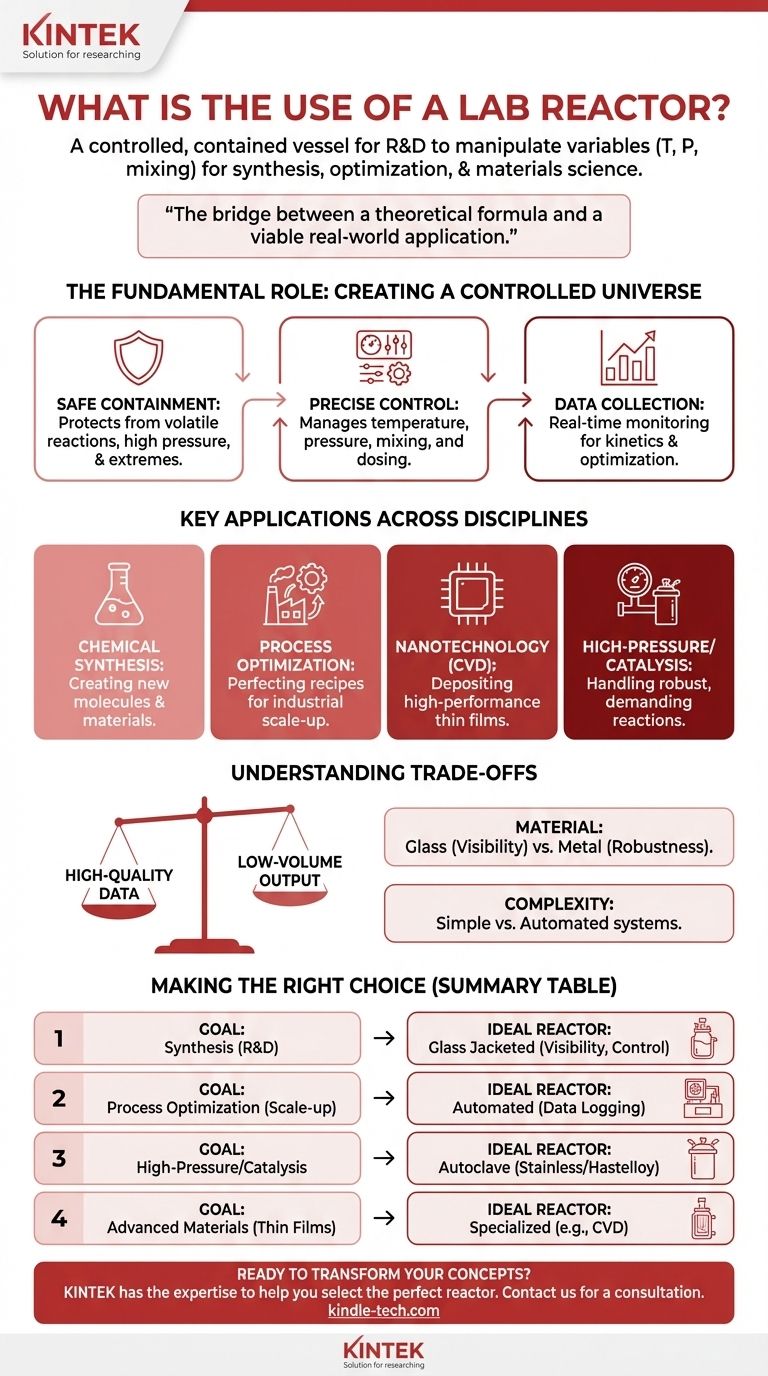
Tabella riassuntiva:
| Funzione Chiave | Applicazione Primaria | Tipo di Reattore Ideale |
|---|---|---|
| Contenimento Sicuro & Sintesi | R&S Chimica, Creazione di Nuove Molecole | Reattore Incamiciato in Vetro |
| Ottimizzazione del Processo | Ingrandimento dei Processi Industriali | Reattore Automatizzato con Registrazione Dati |
| Reazioni ad Alta Pressione/Catalitiche | Catalisi, Chimica ad Alta Pressione | Autoclave ad Alta Pressione (es. Acciaio Inossidabile) |
| Scienza dei Materiali Avanzata | Deposizione di Film Sottili (es. Nanotecnologia) | Sistema Specializzato (es. Reattore CVD) |
Pronto a Trasformare i Tuoi Concetti Chimici in Processi Controllabili e Ripetibili?
Scegliere il reattore da laboratorio giusto è fondamentale per ottenere risultati affidabili e riproducibili nella tua ricerca o sviluppo. Che tu stia sintetizzando nuovi composti, ottimizzando un processo industriale o lavorando con materiali avanzati, KINTEK ha l'esperienza e le attrezzature per soddisfare le tue specifiche esigenze di laboratorio.
Lascia che KINTEK, il tuo partner di fiducia per le attrezzature da laboratorio, ti aiuti a selezionare il reattore perfetto per potenziare le tue scoperte.
Contatta i nostri esperti oggi per una consulenza personalizzata e scopri come i nostri reattori possono colmare il divario tra le tue formule teoriche e le applicazioni reali e praticabili.
Guida Visiva
Prodotti correlati
- Reattore Autoclave da Laboratorio ad Alta Pressione per Sintesi Idrotermale
- Reattore Autoclave di Laboratorio ad Alta Pressione in Acciaio Inossidabile
- Reattori da laboratorio personalizzabili ad alta temperatura e alta pressione per diverse applicazioni scientifiche
- Mini reattore autoclave ad alta pressione in acciaio inossidabile per uso di laboratorio
- Reattori personalizzabili ad alta pressione per applicazioni scientifiche e industriali avanzate
Domande frequenti
- Quale ruolo svolge un'autoclave nella sintesi di nanofibre di MnO2? Padronanza della crescita idrotermale
- Qual è la funzione di un'autoclave da laboratorio ad alta pressione nel pretrattamento dei gusci di noce? Migliorare la reattività della biomassa.
- Qual è la funzione di un reattore ad alta pressione nella sintesi idrotermale della boehmite? Expert Process Insights
- In che modo un reattore idrotermale facilita la crescita su nanofibre di carbonio? Ottimizza la tua sintesi dei materiali
- Quale funzione svolgono gli autoclavi ad alta pressione nella sintesi idrotermale? Progettazione di catalizzatori ad alta cristallinità



















