In sostanza, la scelta della frequenza per il riscaldamento a induzione è determinata dalla profondità di penetrazione del calore richiesta. Le alte frequenze riscaldano la superficie di un pezzo, mentre le basse frequenze penetrano più in profondità nel materiale. Questa relazione tra frequenza e profondità di riscaldamento è il fattore più importante nella selezione dell'attrezzatura giusta per il tuo processo.
La sfida centrale non è trovare una frequenza "migliore", ma abbinare la frequenza al tuo materiale e alla profondità di riscaldamento desiderata. Ciò garantisce che si riscaldi solo la parte del pezzo che si intende, massimizzando l'efficienza e ottenendo il corretto risultato metallurgico.

Il Principio Fondamentale: Frequenza e Profondità di Riscaldamento
L'efficacia del riscaldamento a induzione si basa su un fenomeno fisico noto come effetto pelle. Comprendere questo principio è la chiave per fare una scelta informata della frequenza.
L'Effetto Pelle Spiegato
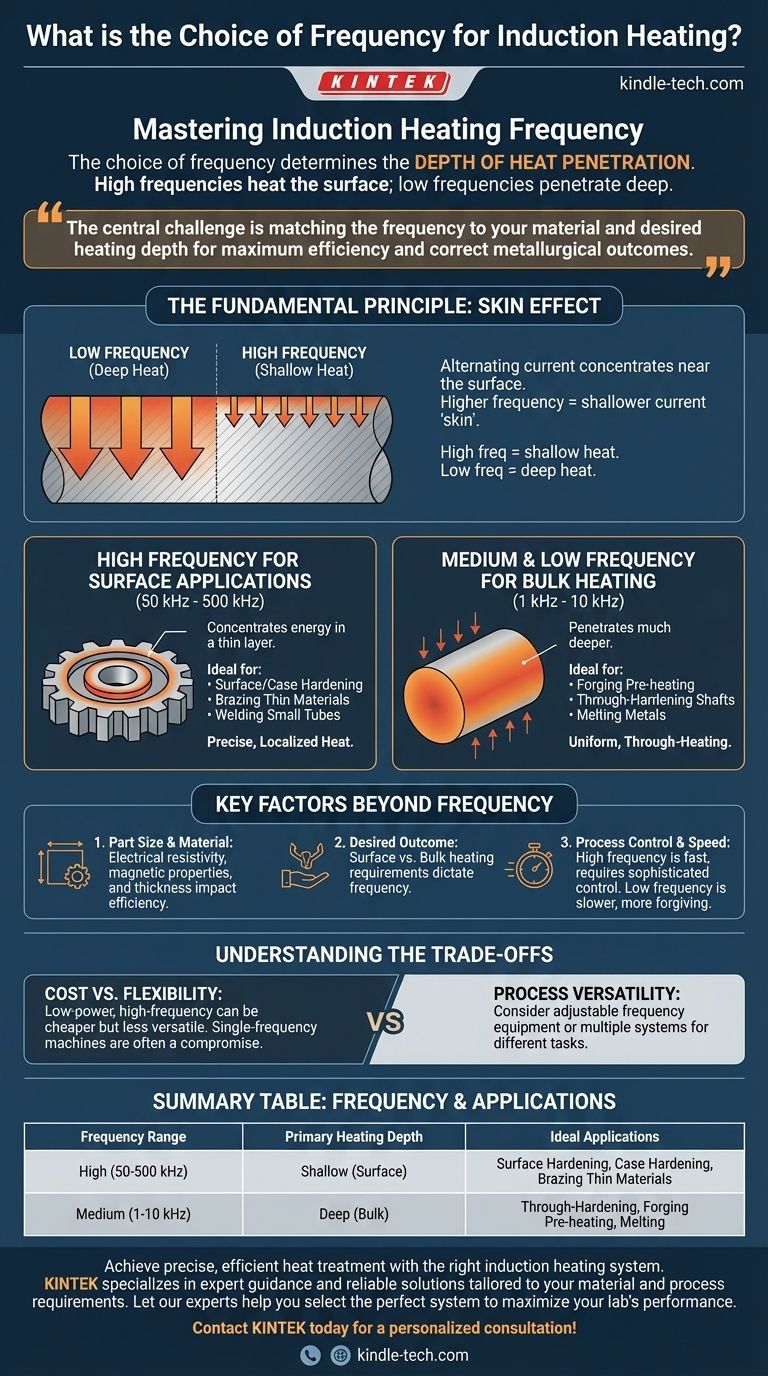
Quando una corrente alternata scorre attraverso un conduttore elettrico, tende a concentrarsi vicino alla superficie. Maggiore è la frequenza della corrente, più pronunciato è questo effetto e più sottile diventa la "pelle" della corrente.
Poiché la corrente è ciò che genera il calore, ciò significa che le alte frequenze creano calore superficiale e le basse frequenze creano calore profondo.
Alta Frequenza per Applicazioni Superficiali
Una alta frequenza (generalmente considerata da 50 kHz a 500 kHz) viene utilizzata quando è necessario riscaldare rapidamente la superficie di un pezzo senza alterare significativamente il nucleo. L'energia è concentrata in uno strato molto sottile.
Ciò la rende ideale per processi come l'indurimento superficiale, la cementazione, la brasatura di materiali sottili e la saldatura di piccoli tubi, dove è richiesto un calore preciso e localizzato.
Media e Bassa Frequenza per Riscaldamento di Massa
Una media frequenza (tipicamente da 1 kHz a 10 kHz) consente alla corrente elettrica di penetrare molto più in profondità nel materiale. Questa viene utilizzata per applicazioni che richiedono un riscaldamento uniforme e passante.
Questa è la scelta preferita per il preriscaldamento di grandi billette per la forgiatura, la tempra passante di alberi o la fusione di metalli in un crogiolo, dove l'intero volume del materiale deve raggiungere una temperatura target.
Fattori Chiave Oltre la Frequenza
Mentre la frequenza controlla la profondità, altri fattori influenzano la decisione finale e l'efficienza complessiva del processo di riscaldamento.
Dimensioni e Materiale del Pezzo
Le proprietà del pezzo stesso sono critiche. La resistività elettrica del materiale e le proprietà magnetiche (specialmente per l'acciaio al di sotto della sua temperatura di Curie) influenzano l'efficienza con cui si accoppia al campo magnetico.
Inoltre, la profondità di riscaldamento deve essere appropriata per lo spessore del pezzo. L'uso di una bassa frequenza con una profondità di penetrazione elevata su un pezzo molto sottile è inefficiente, poiché gran parte del campo magnetico lo attraverserà senza generare calore.
Il Risultato Desiderato
L'obiettivo di produzione specifico detta il profilo di riscaldamento. L'indurimento superficiale richiede un guscio esterno duro con un nucleo morbido e duttile, che richiede calore superficiale ad alta frequenza. La forgiatura, al contrario, richiede che l'intero pezzo sia malleabile, rendendo necessario un calore profondo e uniforme a bassa frequenza.
Comprendere i Compromessi
La selezione di un sistema a induzione è raramente una scelta semplice. È necessario bilanciare prestazioni, costi e versatilità.
Costo dell'Attrezzatura vs. Flessibilità
Le apparecchiature a bassa potenza e alta frequenza possono essere meno costose delle unità ad alta potenza e media frequenza. Tuttavia, come notato in alcuni casi, entrambe potrebbero ottenere un effetto di riscaldamento simile per un pezzo specifico. La decisione implica l'analisi del costo di acquisto iniziale rispetto all'efficienza operativa a lungo termine e alla produttività.
La Trappola del "Taglia Unica"
Una macchina a induzione a frequenza singola è ottimizzata per una gamma specifica di applicazioni. Se è necessario eseguire sia l'indurimento superficiale su piccoli ingranaggi che il riscaldamento passante su grandi alberi, una singola macchina sarà un compromesso. Potrebbe eseguire un compito bene e l'altro in modo inefficiente.
Controllo del Processo e Velocità
Le frequenze più alte possono riscaldare una superficie estremamente velocemente. Questo è eccellente per la produzione ad alto volume ma richiede un controllo di processo più sofisticato per prevenire surriscaldamento, distorsione o fessurazioni. I processi a bassa frequenza sono più lenti ma spesso più tolleranti.
Fare la Scelta Giusta per il Tuo Obiettivo
Basa la tua decisione sull'obiettivo metallurgico primario che devi raggiungere.
- Se il tuo obiettivo principale è l'indurimento superficiale o la cementazione: Scegli un'alta frequenza (50-500 kHz) per concentrare il calore sulla superficie senza alterare il nucleo.
- Se il tuo obiettivo principale è il riscaldamento passante o il preriscaldamento per la forgiatura: Scegli una frequenza media o bassa (1-10 kHz) per garantire che il calore penetri in profondità e in modo uniforme.
- Se il tuo obiettivo principale è la brasatura o la saldatura: Usa un'alta frequenza per parti sottili o piccole giunzioni, e una media frequenza per sezioni più pesanti che richiedono un maggiore assorbimento di calore.
- Se il tuo obiettivo principale è la versatilità del processo: Considera apparecchiature con impostazioni di frequenza regolabili o preparati a investire in più sistemi ottimizzati per compiti diversi.
In definitiva, la selezione della frequenza giusta trasforma l'induzione da una semplice fonte di calore in uno strumento di produzione preciso e controllabile.
Tabella riassuntiva:
| Gamma di Frequenza | Profondità di Riscaldamento Primaria | Applicazioni Ideali |
|---|---|---|
| Alta (50-500 kHz) | Superficiale (Superficie) | Indurimento Superficiale, Cementazione, Brasatura di Materiali Sottili |
| Media (1-10 kHz) | Profonda (Massa) | Tempra Passante, Preriscaldamento per Forgiatura, Fusione |
Ottieni un trattamento termico preciso ed efficiente con il giusto sistema di riscaldamento a induzione.
La scelta della frequenza corretta è fondamentale per il successo della tua applicazione, influenzando tutto, dai risultati metallurgici all'efficienza della produzione. KINTEK è specializzata nella fornitura di attrezzature e materiali di consumo da laboratorio, offrendo consulenza esperta e soluzioni affidabili di riscaldamento a induzione su misura per le tue specifiche esigenze di materiale e processo.
Lascia che i nostri esperti ti aiutino a selezionare il sistema perfetto per massimizzare le prestazioni del tuo laboratorio. Contatta KINTEK oggi stesso per una consulenza personalizzata!
Guida Visiva
Prodotti correlati
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Fornace a Induzione Sottovuoto su Scala di Laboratorio
- Pressa piana riscaldata a infrarossi
- Fornace a Idrogeno Inertee Controllato all'Azoto
- Pressa Idraulica Riscaldata da 24T 30T 60T con Piastre Riscaldanti per Pressa a Caldo da Laboratorio
Domande frequenti
- Quali sono i vantaggi di un forno a pressa calda sottovuoto per W-50%Cu? Raggiungere una densità del 99,6% a temperature più basse
- Quali vantaggi offre un forno a pressa a caldo sottovuoto per gli elettroliti ceramici LSLBO? Raggiunge il 94% di densità relativa
- Quale ruolo svolge un forno a pressa calda sottovuoto a induzione nella sinterizzazione? Raggiungere il 98% di densità nei blocchi di carburo
- Quale ruolo svolge l'ambiente ad alto vuoto nella sinterizzazione di compositi grafite/alluminio? Ottimizza la tua adesione
- Quali sono i vantaggi dell'utilizzo di un forno a pressa a caldo sottovuoto per la sinterizzazione di compositi CNT/Cu? Densità e legame superiori



















