
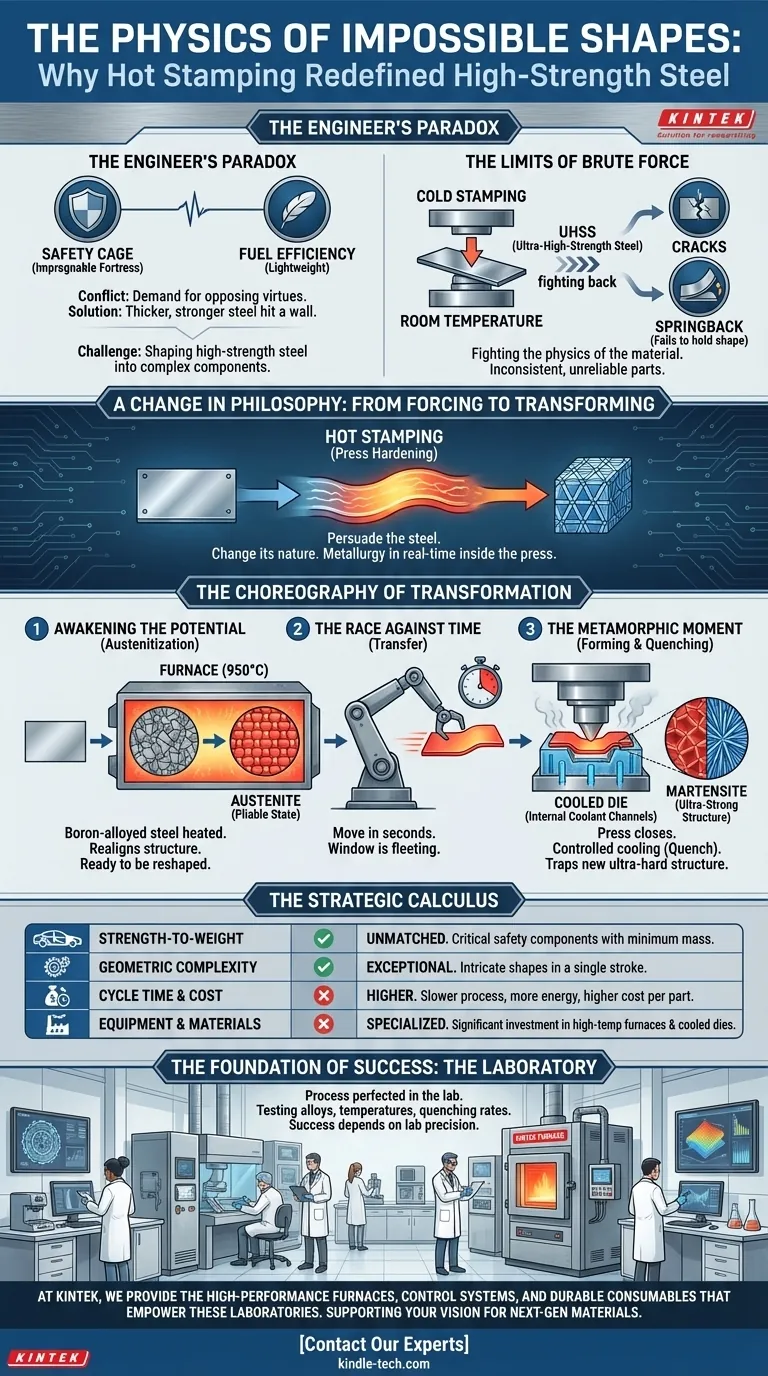
Il Paradosso dell'Ingegnere
Ogni ingegnere si confronta con un conflitto fondamentale: la richiesta di virtù opposte in un unico oggetto. Nel design automobilistico, questo paradosso è implacabile. La gabbia di sicurezza di un'auto deve essere una fortezza inespugnabile per proteggere i suoi occupanti, eppure l'auto stessa deve essere il più leggera possibile per raggiungere l'efficienza del carburante.
Per decenni, la soluzione è stata semplicemente quella di utilizzare acciaio più spesso e più resistente. Ma questo approccio ha raggiunto un limite. Non si può continuare ad aggiungere peso. La vera sfida non era solo rendere l'acciaio più resistente, ma sagomare quell'acciaio incredibilmente resistente nei componenti complessi e precisi che un veicolo moderno richiede.
I Limiti della Forza Bruta
La produzione tradizionale si basa sullo stampaggio a freddo. Si prende un foglio di acciaio a temperatura ambiente e si utilizza un'immensa forza per pressarlo in una forma. È veloce, efficiente e funziona magnificamente per le parti standard.
Ma quando si prova questo con l'acciaio ad altissima resistenza (UHSS), il materiale oppone resistenza. L'acciaio è così resistente alla deformazione che si crepa sotto lo sforzo o, più sottilmente, "rimbalza", tornando parzialmente alla sua forma piatta originale dopo che la pressa viene rilasciata.
Questa non è solo una piccola seccatura; è un fallimento fondamentale del processo. Le parti sono incoerenti, inaffidabili e il design che hai perfezionato nel software diventa un'impossibilità fisica sul pavimento della fabbrica. Stai combattendo la fisica del materiale.
Un Cambiamento di Filosofia: Da Forzare a Trasformare
Lo stampaggio a caldo, o tempra in pressa, nasce da una filosofia diversa. Invece di combattere l'acciaio, lo si persuade. Se ne cambia interamente la natura per raggiungere l'obiettivo.
L'idea di base è semplice ma profonda: riscaldare l'acciaio fino a renderlo morbido e malleabile, sagomarlo con facilità e poi bloccare una struttura interna nuova e molto più resistente durante il processo di raffreddamento. Non si tratta solo di formare metallo; si tratta di eseguire metallurgia in tempo reale, all'interno della pressa stessa.
La Coreografia della Trasformazione
Il processo è un balletto preciso e ad alto rischio di calore, tempo e pressione. Ogni fase è fondamentale per il risultato finale.
Fase 1: Risvegliare il Potenziale (Austenitizzazione)
Inizia con un foglio di acciaio speciale legato al boro. Non è un acciaio comune; è progettato per rispondere a questo preciso trattamento. Il foglio viene spostato in un forno e riscaldato a circa 950°C. A questa temperatura, la sua struttura cristallina interna si riallinea in uno stato uniforme e malleabile chiamato austenite. L'acciaio ora è rovente, la sua forte identità è stata cancellata, pronto per essere rimodellato.
Fase 2: La Corsa Contro il Tempo (Trasferimento)
Una volta completamente austenitizzato, il foglio deve essere spostato dal forno alla pressa di stampaggio in pochi secondi. Questo è spesso un compito frenetico e preciso di un braccio robotico. Troppo lento, e il foglio si raffredda, perdendo la sua malleabilità. La finestra di opportunità è fugace.
Fase 3: Il Momento Metamorfico (Formatura e Tempra)
È qui che avviene la magia. La pressa si chiude, sagomando il foglio morbido. Ma lo stampo in cui viene pressato non è passivo; è percorso da canali interni che fanno circolare un liquido di raffreddamento. Mentre la parte viene formata, lo stampo estrae simultaneamente e rapidamente il calore.
Questo raffreddamento violento e controllato, la tempra, è ciò che trasforma l'acciaio. La struttura austenitica non ha il tempo di tornare al suo stato precedente. Invece, viene intrappolata, riformandosi in una struttura cristallina incredibilmente dura e aghiforme chiamata martensite.
La parte emerge dalla pressa non solo sagomata, ma fondamentalmente cambiata. Ora è ultraresistente, avendo subito una completa metamorfosi.
Il Calcolo Strategico: Una Valutazione Sobria
Questo elegante processo non è una soluzione universale. È uno strumento specializzato per un lavoro specifico e impegnativo. La decisione di utilizzarlo è strategica, bilanciando i suoi potenti vantaggi rispetto ai suoi costi intrinseci.
| Aspetto | Analisi |
|---|---|
| Resistenza/Peso | Ineguagliabile. Crea parti per componenti di sicurezza critici (montanti A/B, longheroni del tetto) che offrono la massima protezione con massa minima. |
| Complessità Geometrica | Eccezionale. Consente ai progettisti di creare forme intricate in un'unica passata, consolidando più parti semplici in una sola. |
| Tempo Ciclo e Costo | Superiore. La fase di riscaldamento rende il processo più lento e più energivoro rispetto allo stampaggio a freddo, aumentando il costo per parte. |
| Attrezzature e Materiali | Specializzati. Richiede un significativo investimento di capitale in forni ad alta temperatura e stampi di pressa complessi e raffreddati internamente. |
Le Fondamenta del Successo: Il Laboratorio
Prima che venga stampata una singola parte su una linea di produzione multimilionaria, l'intero processo nasce, viene testato e perfezionato nel laboratorio di scienza dei materiali. È qui che avviene il vero lavoro.
Gli ingegneri in laboratorio testano meticolosamente nuove leghe di acciaio al boro, determinando la temperatura e il tempo esatti necessari per ottenere una completa austenitizzazione. Eseguono simulazioni e test su piccola scala per perfezionare i tassi di tempra, sapendo che un raffreddamento troppo rapido può causare fragilità, mentre un raffreddamento troppo lento non raggiungerà la resistenza desiderata.
È qui che un forno ad alta temperatura non è solo un riscaldatore, ma uno strumento di scoperta. Dove i sistemi di controllo della temperatura non servono solo per la regolazione, ma per garantire l'assoluta ripetibilità che la produzione su scala industriale richiede. Il successo del reparto produttivo è un riflesso diretto della precisione e dell'affidabilità delle attrezzature di laboratorio che hanno sviluppato il processo.
In KINTEK, forniamo i forni ad alte prestazioni, i sistemi di controllo e i materiali di consumo durevoli che consentono a questi laboratori di spingere i confini della scienza dei materiali. Perfezionare un processo esigente come lo stampaggio a caldo richiede attrezzature di cui ci si possa fidare implicitamente.
Se stai sviluppando la prossima generazione di materiali ad alta resistenza e processi di produzione, abbiamo gli strumenti per supportare la tua visione. Contatta i Nostri Esperti
Guida Visiva
Prodotti correlati
- Macchina automatica per pressa a caldo da laboratorio
- Pressa Idraulica Riscaldata Automatica con Piastre Riscaldate per Pressa a Caldo da Laboratorio
- Pressa Idraulica Riscaldata con Piastre Riscaldanti Manuale da Laboratorio Divisa a Caldo
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa Idraulica Manuale Riscaldata con Piastre Riscaldate per Pressa a Caldo da Laboratorio
Articoli correlati
- Comprendere le caratteristiche e le funzioni della pressa da laboratorio
- Come scegliere una pressa a caldo da laboratorio
- Svelare il mondo delle presse da laboratorio riscaldate: Una guida completa
- Guida completa alla macchina per la stampa a caldo e ai materiali di consumo essenziali
- Quanta pressione è necessaria in una pressa da laboratorio riscaldata?


















