In sostanza, la pressatura uniassiale e quella isostatica sono due metodi distinti per compattare la polvere in una forma solida prima della sinterizzazione finale. La pressatura uniassiale applica la forza lungo un singolo asse verticale, in modo simile a un pistone in un cilindro. Al contrario, la pressatura isostatica applica una pressione uguale da tutte le direzioni contemporaneamente, utilizzando un fluido come mezzo di trasmissione della pressione.
La scelta fondamentale tra questi metodi non riguarda quale sia superiore in generale, ma quale sia corretto per il tuo obiettivo specifico. La pressatura uniassiale è pensata per la velocità e la semplicità con forme di base, mentre la pressatura isostatica è progettata per geometrie complesse e una migliore uniformità del materiale.

La differenza fondamentale: come viene applicata la pressione
Il modo in cui la forza viene trasmessa alla polvere determina le proprietà finali del pezzo compattato. Questo è il concetto più critico da comprendere quando si confrontano questi due processi.
Pressatura Uniassiale: Forza in una singola direzione
La pressatura uniassiale è un metodo di compattazione diretto. La polvere viene posta in una cavità dello stampo rigido e uno o più punzoni comprimono la polvere lungo un singolo asse.
Questa semplicità meccanica lo rende un processo veloce, ripetibile ed economico per la produzione ad alto volume.
Pressatura Isostatica: Pressione uniforme da tutte le direzioni
La pressatura isostatica posiziona la polvere in uno stampo flessibile e sigillato che viene poi immerso in un fluido all'interno di un recipiente a pressione. Quando il fluido viene pressurizzato, esercita una forza uniforme ed uguale su ogni superficie dello stampo.
Questo approccio, noto come pressione idrostatica, elimina molte delle limitazioni intrinseche della compattazione su un singolo asse.
Confronto dei risultati chiave delle prestazioni
La differenza nell'applicazione della pressione porta a variazioni significative nella densità, nella capacità di forma e nella qualità finale del pezzo "verde" (non sinterizzato).
Densità e Uniformità
Con la pressatura uniassiale, l'attrito tra la polvere e le pareti dello stampo provoca gradienti di densità. Il pezzo sarà più denso vicino ai punzoni e meno denso al centro, un problema che peggiora con pezzi più alti.
La pressatura isostatica supera completamente questo problema. Applicando la pressione in modo uniforme da tutte le direzioni, produce una densità verde altamente uniforme in tutto il pezzo, indipendentemente dalle sue dimensioni o dal suo rapporto d'aspetto.
Complessità e dimensioni della forma
La pressatura uniassiale è limitata alle forme che possono essere facilmente estratte da uno stampo rigido, limitandone l'uso per geometrie complesse o pezzi con sottosquadri.
La pressatura isostatica eccelle in questo. Poiché l'attrezzaggio è flessibile, può produrre forme altamente complesse e intricate, così come componenti molto grandi o aste lunghe e sottili che sono impossibili con i metodi convenzionali.
Post-lavorazione e ritiro
La densità uniforme della pressatura isostatica si traduce in un ritiro più prevedibile ed uniforme durante la fase finale di sinterizzazione, riducendo il rischio di deformazione o distorsione.
Inoltre, la pressatura isostatica spesso non richiede i leganti cerosi comuni nella pressatura uniassiale, il che elimina la necessità di un'operazione di sformatura separata, semplificando il flusso di lavoro complessivo.
Comprendere i compromessi pratici
La scelta di un processo comporta il bilanciamento dei requisiti di prestazione con i costi operativi e la complessità.
Semplicità del processo rispetto alla complessità
La pressatura uniassiale è un processo meccanico maturo e semplice che è relativamente facile da automatizzare e operare ad alte velocità.
La pressatura isostatica è intrinsecamente più complessa, richiedendo la gestione di sistemi fluidi ad alta pressione e cicli di carico e scarico più impegnativi.
Costi di attrezzaggio e apparecchiature
Questo è un punto di frequente confusione. La pressatura uniassiale richiede un investimento iniziale inferiore per la pressa stessa, ma gli stampi in acciaio temprato per ogni disegno di pezzo sono spesso costosi da lavorare e mantenere.
La pressatura isostatica richiede un investimento di capitale molto elevato per il recipiente ad alta pressione. Tuttavia, gli stampi flessibili per i singoli disegni di pezzi sono tipicamente molto più economici e veloci da produrre rispetto agli utensili rigidi, offrendo maggiore flessibilità per la prototipazione o linee di prodotti diverse.
Volume di produzione e velocità
Per la produzione di massa di pezzi semplici e standardizzati, i rapidi tempi di ciclo della pressatura uniassiale sono ineguagliabili.
I cicli di pressatura isostatica sono generalmente più lenti a causa del tempo necessario per pressurizzare e depressurizzare il sistema, rendendola più adatta a componenti di valore inferiore e a basso volume.
Fare la scelta giusta per la tua applicazione
La tua decisione finale dovrebbe essere guidata dalla geometria del tuo pezzo e dalle proprietà del materiale richieste.
- Se la tua priorità principale è la produzione ad alto volume di forme semplici (come dischi, boccole o pastiglie) dove il costo e la velocità sono fondamentali: la pressatura uniassiale è la scelta chiara e logica.
- Se la tua priorità principale è la creazione di geometrie complesse, pezzi grandi o componenti che richiedono la massima uniformità di densità e dimensioni finali prevedibili: la pressatura isostatica offre capacità che sono semplicemente irraggiungibili con i metodi uniassiali.
In definitiva, capire come la pressione modella il tuo materiale è la chiave per allineare il tuo processo di produzione con i tuoi obiettivi ingegneristici.
Tabella riassuntiva:
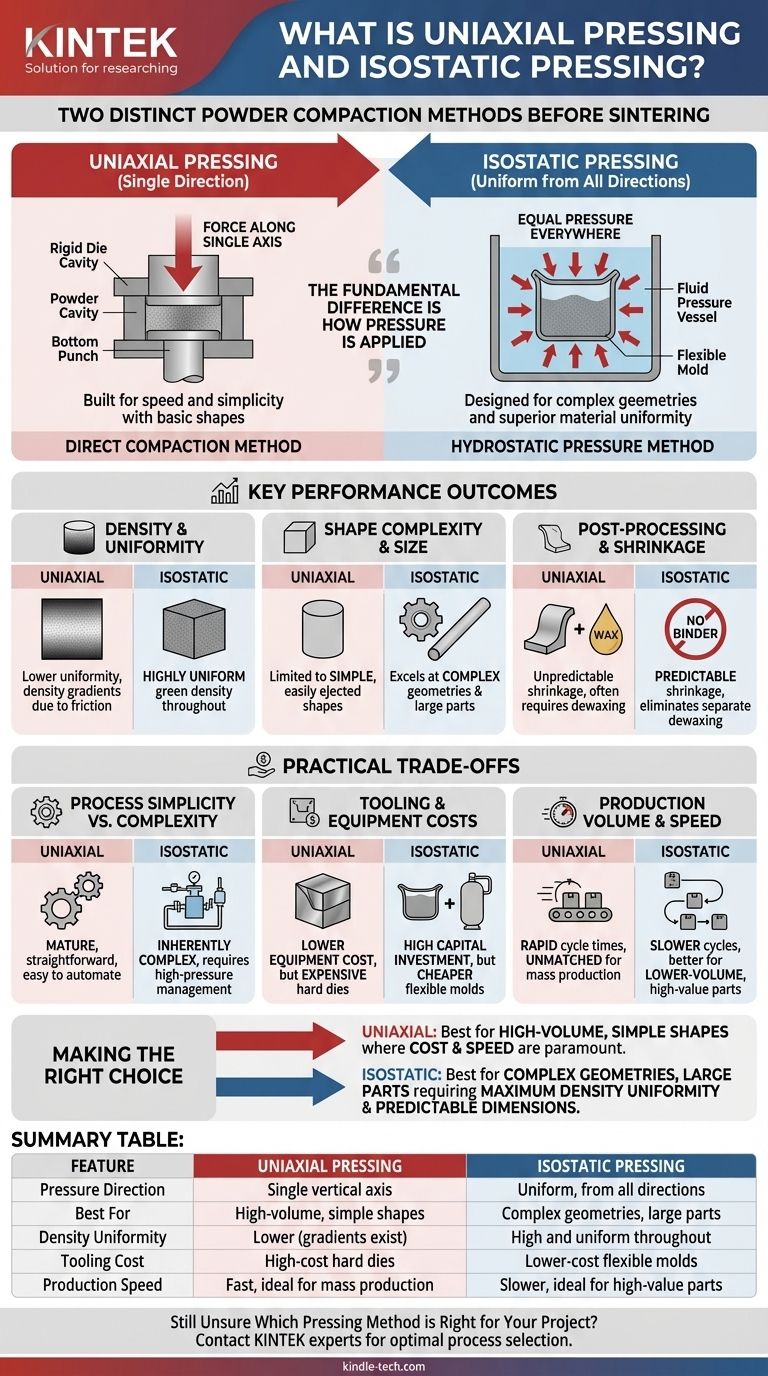
| Caratteristica | Pressatura Uniassiale | Pressatura Isostatica |
|---|---|---|
| Direzione della Pressione | Singolo asse verticale | Uniforme, da tutte le direzioni |
| Ideale per | Alto volume, forme semplici | Geometrie complesse, pezzi grandi |
| Uniformità della Densità | Inferiore (esistono gradienti) | Elevata e uniforme ovunque |
| Costo degli Utensili | Stampi rigidi ad alto costo | Stampi flessibili a basso costo |
| Velocità di Produzione | Veloce, ideale per la produzione di massa | Più lenta, ideale per pezzi di alto valore |
Ancora indeciso su quale metodo di pressatura sia giusto per il tuo progetto?
In KINTEK, siamo specializzati in attrezzature e materiali di consumo da laboratorio, aiutandoti a navigare nelle complessità della compattazione delle polveri. I nostri esperti possono aiutarti a determinare il processo ottimale, che si tratti di pressatura uniassiale ad alta velocità o di pressatura isostatica ad alta uniformità, per raggiungere i tuoi obiettivi materiali e geometrici.
Discutiamo la tua applicazione specifica e troviamo la soluzione perfetta per le esigenze del tuo laboratorio.
Contatta oggi il nostro team per una consulenza personalizzata!
Guida Visiva
Prodotti correlati
- Pressa Idraulica Riscaldata con Piastre Riscaldanti per Camera a Vuoto da Laboratorio
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa Idraulica Manuale Riscaldata ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa Idraulica Riscaldata con Piastre Riscaldanti Manuali Integrate per Uso di Laboratorio
- Pressa Idraulica Riscaldata da 24T 30T 60T con Piastre Riscaldanti per Pressa a Caldo da Laboratorio
Domande frequenti
- Perché viene utilizzata una pressa idraulica riscaldata per la pressatura a caldo dei nastri verdi NASICON? Ottimizza la densità del tuo elettrolita solido
- A cosa serve una pressa idraulica riscaldata? Strumento essenziale per la polimerizzazione, lo stampaggio e la laminazione
- Perché la funzione di riscaldamento di una pressa idraulica da laboratorio è essenziale per l'assemblaggio dell'MEA nelle DEFC? Ottimizza il Legame Cellulare
- Perché una pressa idraulica da laboratorio riscaldata è necessaria per i laminati compositi? Ottenere un'integrità strutturale priva di vuoti
- A cosa servono le presse idrauliche riscaldate? Stampaggio di compositi, vulcanizzazione della gomma e altro ancora



















