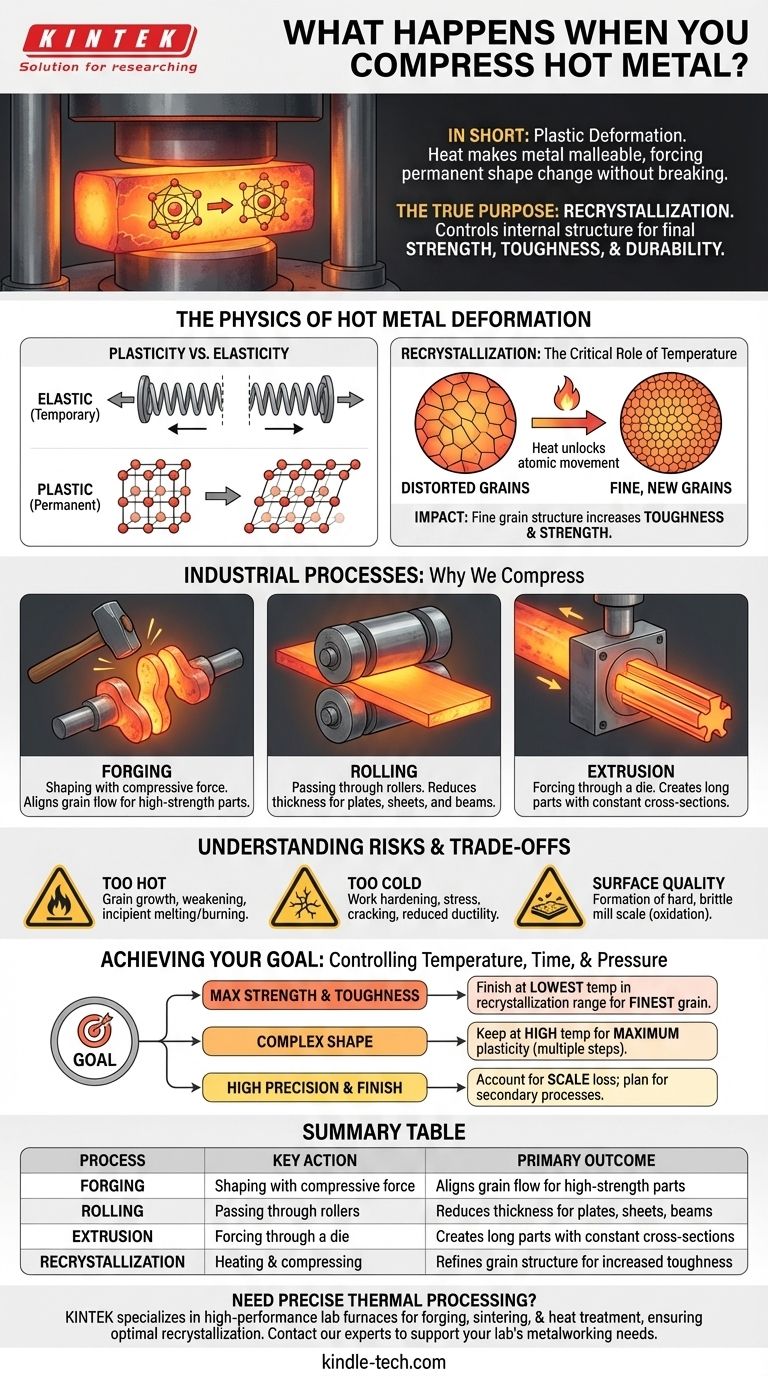
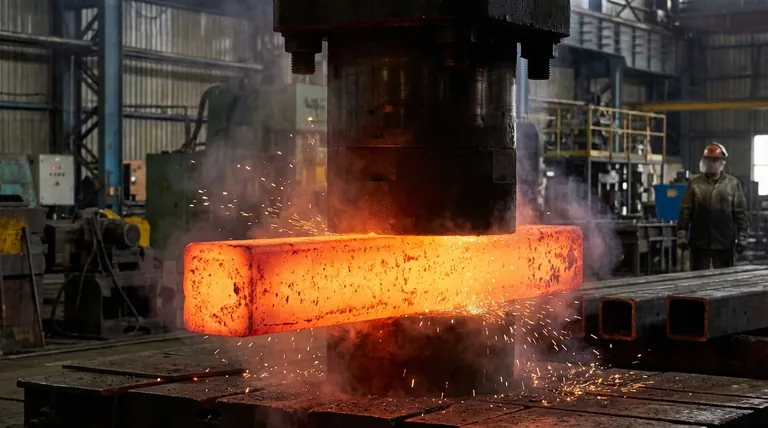
In sintesi, comprimere il metallo caldo lo costringe a cambiare forma permanentemente senza rompersi, un processo noto come deformazione plastica. Il calore è l'elemento critico, che rende il metallo sufficientemente morbido e malleabile per essere formato. Questa azione è la base di processi produttivi come la forgiatura, la laminazione e l'estrusione.
Comprimere il metallo caldo non serve solo a rimodellarlo. Il vero scopo è controllare e affinare la sua struttura cristallina interna, un processo chiamato ricristallizzazione, che determina in ultima analisi la resistenza, la tenacità e la durabilità finali del materiale.
La fisica della deformazione del metallo caldo
Per capire cosa succede durante la compressione, dobbiamo osservare il metallo a livello microscopico. Le proprietà che osserviamo sono il risultato diretto del comportamento della sua struttura cristallina interna.
Plasticità contro Elasticità
Tutti i materiali solidi mostrano un certo grado di elasticità e plasticità. La deformazione elastica è temporanea; come un elastico, il materiale ritorna alla sua forma originale una volta rimossa la forza.
La deformazione plastica è permanente. Quando si comprime il metallo caldo, si applica una forza sufficiente a superare il suo limite elastico. Gli atomi all'interno del suo reticolo cristallino sono costretti a scivolare l'uno sull'altro in nuove posizioni stabili, alterando permanentemente la forma dell'oggetto.
Il ruolo critico della temperatura: la ricristallizzazione
Il calore è la chiave che sblocca la deformazione plastica. Ad alte temperature (tipicamente superiori al 40-50% del suo punto di fusione), gli atomi nel metallo hanno energia sufficiente per muoversi.
Quando il metallo viene compresso, i suoi cristalli interni, chiamati grani, diventano distorti e stressati. Il calore consente immediatamente la formazione e la crescita di nuovi grani più piccoli e privi di deformazioni, sostituendo quelli vecchi e distorti. Questo processo dinamico è chiamato ricristallizzazione.
L'impatto sulla struttura a grana
La ricristallizzazione è l'obiettivo della lavorazione a caldo. Il processo scompone i grani grandi e grossolani in una struttura a grana molto più fine e uniforme.
Una struttura a grana fine è altamente desiderabile. Aumenta la tenacità (resistenza alla frattura) e la resistenza del metallo. Controllando la temperatura e la quantità di compressione, gli ingegneri possono adattare con precisione queste proprietà finali.
Perché comprimiamo il metallo caldo: processi industriali
Questo principio di deformazione a caldo è la spina dorsale dell'industria pesante. È così che trasformiamo i lingotti di metallo grezzo in componenti utili e ad alte prestazioni.
Forgiatura
La forgiatura comporta la sagomatura del metallo utilizzando forze compressive localizzate, spesso con un martello o una pressa. Questo processo viene utilizzato per creare parti critiche ad alta resistenza come alberi a gomito di motori, pale di turbine e utensili.
Un vantaggio chiave della forgiatura è che allinea il flusso di grana interno con la forma del pezzo, rendendolo eccezionalmente resistente e resistente alla fatica lungo le linee di stress.
Laminazione
La laminazione a caldo è un processo in cui il metallo viene fatto passare attraverso una o più coppie di rulli massicci per ridurne lo spessore e renderlo uniforme. È così che produciamo lamiere d'acciaio per navi, travi a I per l'edilizia e lamiere per carrozzerie di automobili.
Estrusione
Nell'estrusione, un billetta di metallo caldo viene forzata attraverso una matrice sagomata, emergendo come una parte lunga con una sezione trasversale costante. Questo metodo è perfetto per produrre oggetti come telai di finestre in alluminio, tubi e profilati strutturali complessi.
Comprendere i compromessi e i rischi
Sebbene potente, lavorare con il metallo caldo richiede un controllo preciso. Deviare dal processo ottimale può compromettere gravemente l'integrità del materiale.
Il rischio di lavorare a temperatura troppo alta
Se la temperatura del metallo è troppo alta, i suoi grani possono crescere eccessivamente. Questa crescita del grano indebolisce il materiale, riducendone la tenacità e rendendolo fragile. In casi estremi, il surriscaldamento può portare a fusione incipiente ai bordi dei grani o a bruciatura (rapida ossidazione), rendendo il pezzo inutilizzabile.
Il pericolo di lavorare a temperatura troppo bassa
Se il metallo si raffredda troppo durante la compressione, la ricristallizzazione rallenta o si arresta del tutto. Invece, il materiale inizia a incrudirsi: i grani si deformano e si allungano senza essere sostituiti da nuovi. Ciò aumenta rapidamente lo stress interno, riduce la duttilità e può portare a crepe superficiali o a rotture catastrofiche durante il processo.
Qualità superficiale e ossidazione
Uno svantaggio significativo della lavorazione a caldo è la formazione di uno strato duro e fragile di ossido di ferro, o scaglia di laminazione, sulla superficie. Questa scaglia deve essere rimossa e può influenzare le dimensioni finali e la finitura superficiale del componente, richiedendo spesso operazioni di lavorazione meccanica secondarie.
Fare la scelta giusta per il tuo obiettivo
Controllare l'interazione tra temperatura, tempo e pressione è il modo in cui i metallurgisti e gli ingegneri ottengono risultati specifici.
- Se il tuo obiettivo principale è massimizzare la resistenza e la tenacità: Il tuo obiettivo è terminare il processo di compressione alla temperatura più bassa possibile all'interno dell'intervallo di ricristallizzazione per ottenere la struttura a grana più fine possibile.
- Se il tuo obiettivo principale è ottenere una forma complessa: Il tuo obiettivo è mantenere il materiale ad alta temperatura per garantire la massima plasticità, utilizzando spesso più fasi di riscaldamento e compressione per evitare che si raffreddi e si incrudisca.
- Se il tuo obiettivo principale è l'alta precisione e la finitura superficiale: Devi tenere conto della perdita di materiale dovuta alla scaglia e potresti dover utilizzare atmosfere controllate o pianificare lavorazioni meccaniche o a freddo successive.
In definitiva, padroneggiare la compressione del metallo caldo significa usare la forza non solo per cambiare la forma esterna di un oggetto, ma per ingegnerizzare intenzionalmente la sua struttura interna per prestazioni superiori.
Tabella riassuntiva:
| Processo | Azione chiave | Risultato principale |
|---|---|---|
| Forgiatura | Sagomatura con forza compressiva | Allinea il flusso di grana per parti ad alta resistenza |
| Laminazione | Passaggio attraverso rulli | Riduce lo spessore per piastre, lamiere e travi |
| Estrusione | Forzatura attraverso una matrice | Crea parti lunghe con sezioni trasversali costanti |
| Ricristallizzazione | Riscaldamento e compressione | Affina la struttura a grana per una maggiore tenacità |
Hai bisogno di un'elaborazione termica precisa per i tuoi materiali? KINTEK è specializzata in forni da laboratorio ad alte prestazioni e attrezzature che forniscono il controllo esatto della temperatura richiesto per processi di compressione del metallo a caldo di successo come forgiatura, sinterizzazione e trattamento termico. Le nostre soluzioni ti aiutano a ottenere una ricristallizzazione ottimale e proprietà dei materiali superiori. Contatta oggi i nostri esperti per discutere come possiamo supportare le esigenze di lavorazione dei metalli e di ricerca del tuo laboratorio.
Guida Visiva