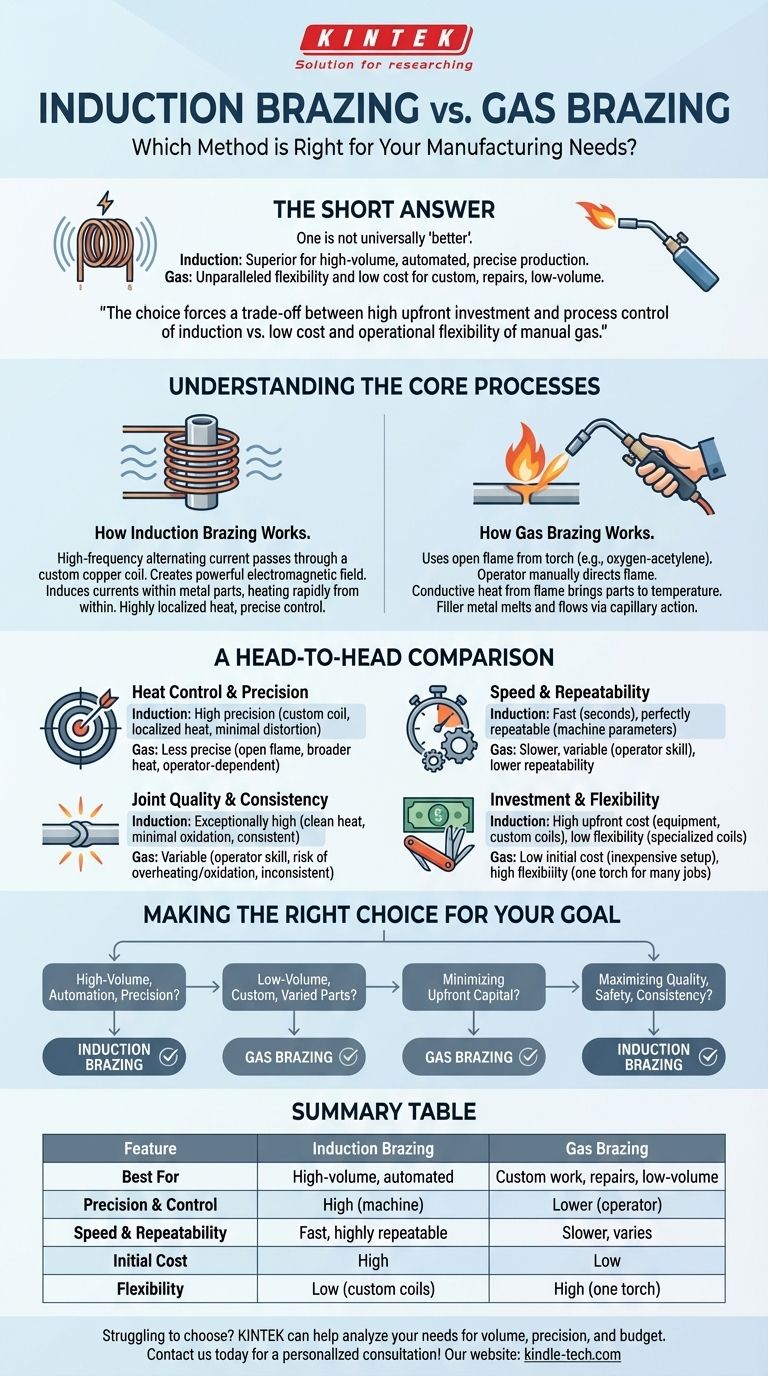
La risposta breve è: l'una non è universalmente "migliore" dell'altra. La brasatura a induzione è superiore per la produzione automatizzata ad alto volume, dove precisione e ripetibilità sono fondamentali. La brasatura a gas, al contrario, offre una flessibilità ineguagliabile e costi iniziali inferiori, rendendola ideale per lavori personalizzati, riparazioni e applicazioni a basso volume.
La scelta tra brasatura a induzione e a gas è una decisione fondamentale nella produzione. Richiede un compromesso tra l'elevato investimento iniziale e il controllo di processo dell'induzione rispetto al basso costo e alla flessibilità operativa dei metodi manuali con torcia a gas.

Comprendere i Processi Fondamentali
Per confrontare questi metodi, è necessario prima capire come ciascuno applica il calore. Il meccanismo di erogazione del calore è la fonte primaria di tutti i loro rispettivi punti di forza e di debolezza.
Come Funziona la Brasatura a Induzione
La brasatura a induzione utilizza una corrente alternata ad alta frequenza che passa attraverso una bobina di rame di forma precisa. Questo crea un potente campo elettromagnetico attorno al pezzo da brasare.
Questo campo induce correnti elettriche all'interno delle parti metalliche, facendole riscaldare rapidamente dall'interno. Il calore è altamente localizzato nell'area definita dalla bobina, consentendo al metallo d'apporto di fluire nel giunto senza surriscaldare il materiale circostante.
Come Funziona la Brasatura a Gas
La brasatura a gas è un metodo più tradizionale che utilizza una fiamma libera da una torcia, tipicamente alimentata da una miscela di ossigeno-acetilene o propano.
Un operatore dirige manualmente questa fiamma sui materiali di base che circondano il giunto. Il trasferimento di calore conduttivo dalla fiamma porta le parti alla temperatura di brasatura, a quel punto il metallo d'apporto viene introdotto e si scioglie, fluendo nel giunto per azione capillare.
Un Confronto Diretto
Ogni metodo eccelle in aree diverse. La scelta giusta dipende interamente dalle tue priorità operative.
Controllo del Calore e Precisione
Il riscaldamento a induzione è incredibilmente preciso. La bobina progettata su misura assicura che venga riscaldata solo l'area desiderata, proteggendo i componenti sensibili al calore nelle vicinanze e minimizzando la distorsione del pezzo.
La brasatura a gas è molto meno precisa. La fiamma libera riscalda un'area molto più ampia, il che può essere uno svantaggio significativo quando si lavora con assemblaggi complessi o parti delicate. Il controllo dipende interamente dall'abilità dell'operatore.
Velocità e Ripetibilità
Per gli ambienti di produzione, l'induzione è significativamente più veloce, spesso completando un ciclo di riscaldamento in pochi secondi. Poiché il processo è controllato da parametri macchina (potenza e tempo), è perfettamente ripetibile, garantendo che ogni giunto sia identico.
La brasatura a gas è un processo manuale più lento. Il tempo richiesto per ogni giunto può variare significativamente da un operatore all'altro, rendendo difficile raggiungere alti livelli di ripetibilità.
Qualità e Consistenza del Giunto
Il calore pulito e controllato dell'induzione si traduce in giunti di qualità eccezionalmente elevata. Produce ossidazione minima e consente un legame pulito e forte con meno metallo d'apporto. Questa consistenza riduce gli scarti e i tassi di rilavorazione.
La qualità di un giunto brasato a gas è un riflesso diretto dell'abilità dell'operatore. Un tecnico esperto può produrre risultati eccellenti, ma c'è sempre un rischio maggiore di surriscaldamento, ossidazione eccessiva e flusso inconsistente del metallo d'apporto.
Comprendere i Compromessi
La superiorità dell'induzione su basi tecniche è compensata da fattori critici di costo e flessibilità.
Investimento Iniziale
La barriera principale alla brasatura a induzione è l'alto costo iniziale. L'alimentatore, la postazione di lavoro e, soprattutto, le bobine progettate su misura per ogni specifica geometria del giunto rappresentano un investimento di capitale significativo.
L'attrezzatura per la brasatura a gas è estremamente economica. Un'intera configurazione di torcia può essere acquistata per una frazione molto piccola del costo di un sistema a induzione, rendendola accessibile a praticamente qualsiasi operazione.
Flessibilità Operativa
I sistemi a induzione sono altamente specializzati. Una bobina progettata per una parte non funzionerà per un'altra, rendendola inefficiente per la produzione ad alto mix e basso volume o per riparazioni una tantum. Il passaggio da una parte all'altra richiede la sostituzione della bobina.
Una torcia a gas è la definizione di flessibilità. Una singola torcia può essere utilizzata per brasare una varietà quasi infinita di forme e dimensioni di parti senza alcuna modifica di configurazione, rendendola perfetta per officine di riparazione e fabbricazioni personalizzate.
Fare la Scelta Giusta per il Tuo Obiettivo
Seleziona il processo che si allinea direttamente con i tuoi obiettivi e vincoli di produzione.
- Se il tuo obiettivo principale è la produzione ad alto volume e l'automazione: La brasatura a induzione è la scelta chiara per la sua velocità, ripetibilità e controllo di qualità superiore.
- Se il tuo obiettivo principale è il lavoro a basso volume, le riparazioni personalizzate o le geometrie di parti varie: La brasatura a gas offre la flessibilità necessaria a una frazione del costo.
- Se il tuo obiettivo principale è minimizzare l'investimento di capitale iniziale: La brasatura a gas è l'unica opzione praticabile grazie al suo costo eccezionalmente basso dell'attrezzatura.
- Se il tuo obiettivo principale è massimizzare la qualità del giunto, la sicurezza del processo e la consistenza: La brasatura a induzione offre un controllo ineguagliabile e un ambiente di lavoro più pulito.
In definitiva, scegliere il metodo di brasatura giusto significa selezionare lo strumento corretto per il lavoro specifico da svolgere.
Tabella Riepilogativa:
| Caratteristica | Brasatura a Induzione | Brasatura a Gas |
|---|---|---|
| Ideale per | Produzione ad alto volume, automatizzata | Lavori personalizzati, riparazioni, basso volume |
| Precisione e Controllo | Alta (controllata dalla macchina) | Inferiore (dipendente dall'operatore) |
| Velocità e Ripetibilità | Veloce e altamente ripetibile | Più lenta, varia in base all'operatore |
| Costo Iniziale | Alto | Basso |
| Flessibilità | Bassa (richiede bobine personalizzate) | Alta (una torcia per molti lavori) |
Hai difficoltà a scegliere il metodo di brasatura giusto per il tuo laboratorio o la tua linea di produzione? KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, soddisfacendo le esigenze di laboratorio. I nostri esperti possono aiutarti ad analizzare le tue specifiche esigenze di volume, precisione e budget per raccomandare la soluzione ottimale. Lascia che ti aiutiamo a ottenere giunti più forti e consistenti e a migliorare l'efficienza della tua produzione. Contatta il nostro team oggi per una consulenza personalizzata!
Guida Visiva
Prodotti correlati
- Piccola macchina per lo stampaggio a iniezione per uso di laboratorio
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Fornace a Induzione Sottovuoto su Scala di Laboratorio
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Macchina per Stampa a Freddo Sottovuoto per la Preparazione dei Campioni
Domande frequenti
- Cosa si può realizzare con una macchina per lo stampaggio a iniezione? Produrre in serie parti in plastica di alta qualità in modo efficiente
- Cos'è la capacità di iniezione di una pressa a iniezione? Ottimizza la dimensione della tua iniezione per pezzi impeccabili
- Quali sono i vantaggi e gli svantaggi delle macchine per lo stampaggio a iniezione? Massimizzare l'efficienza per la produzione di massa
- Quale settore utilizza lo stampaggio a iniezione? Dal medicale all'automotive, è ovunque
- Quali sono i due tipi comuni di processi di stampaggio a iniezione? Spiegazione tra termoplastico e termoindurente











