
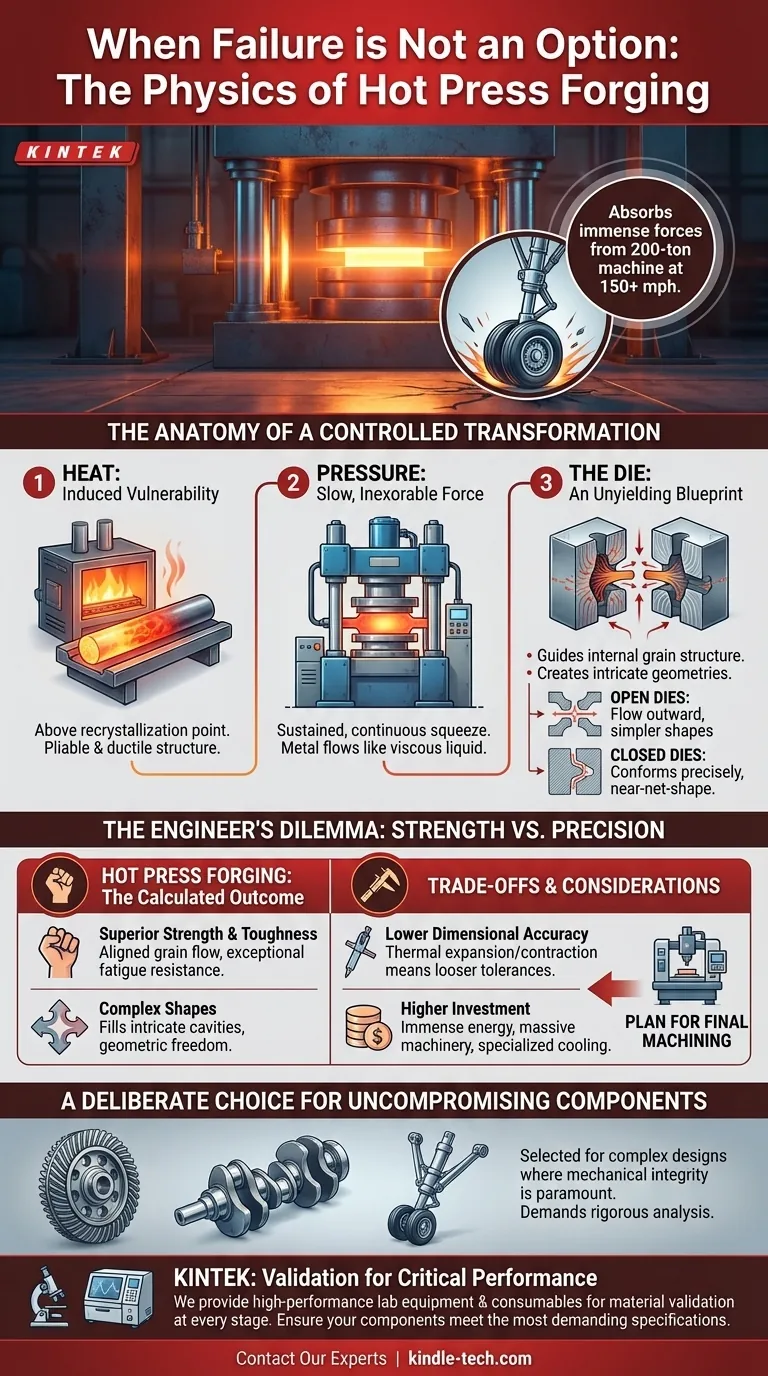
Un montante del carrello di atterraggio di un aereo non si limita a sostenere il peso di un aereo. Assorbe l'energia cinetica di una macchina da 200 tonnellate che colpisce il suolo a oltre 240 chilometri all'ora. Le forze sono immense, il margine di errore è zero.
Il metallo di quel montante non può essere ordinario. Non può essere semplicemente fuso o saldato. Deve essere formato attraverso un processo che infonde un'integrità quasi soprannaturale nella sua stessa struttura molecolare. Questo è il dominio della forgiatura a caldo, un metodo scelto quando il costo del fallimento è impensabile.
È un processo basato su un fondamentale compromesso psicologico per gli ingegneri: sacrificare la perfetta accuratezza dimensionale per ottenere una certezza assoluta del materiale.
L'anatomia di una trasformazione controllata
La forgiatura a caldo è meno una questione di forza bruta e più di persuasione metallurgica. Costringe un pezzo di metallo grezzo a una nuova forma alterando fondamentalmente la sua volontà di cambiare. Il processo può essere suddiviso in una serie di passaggi deliberati e calcolati.
Calore: l'arte della vulnerabilità indotta
Il processo inizia riscaldando una billetta di metallo—tipicamente una lega di acciaio, titanio o alluminio—a una temperatura superiore al suo punto di ricristallizzazione. Non si tratta solo di farlo diventare rosso vivo; è un condizionamento termico preciso.
A questa temperatura, la struttura cristallina del metallo diventa malleabile e duttile. Perde la sua resistenza al cambiamento, permettendogli di subire una deformazione massiccia senza screpolarsi o incrudirsi per lavorazione. Stai essenzialmente rendendo il materiale vulnerabile, preparandolo a essere rimodellato dall'interno verso l'esterno.
Pressione: una forza lenta e inesorabile
A differenza degli impatti violenti e rapidi della forgiatura a martello, la forgiatura a caldo utilizza un'azione di spremitura lenta e continua, tipicamente da una massiccia pressa idraulica.
Questa pressione sostenuta è fondamentale. Assicura che il metallo riscaldato e malleabile fluisca come un liquido altamente viscoso, riempiendo metodicamente ogni angolo e fessura dello stampo, o "matrice". Questa applicazione deliberata della forza consente la creazione di geometrie intricate che sarebbero impossibili con metodi basati sull'impatto.
La matrice: un progetto inflessibile
Il metallo riscaldato viene posto tra due matrici che contengono l'impronta negativa della parte finale. Quando la pressa si chiude, le matrici diventano l'autorità assoluta sulla forma.
- Matrici aperte: Utilizzate per forme più semplici, consentono al metallo di fluire verso l'esterno.
- Matrici chiuse: Racchiudono completamente il pezzo grezzo, costringendo il metallo a conformarsi precisamente a una geometria complessa, quasi a forma finale.
La matrice non si limita a modellare la parte; guida la struttura interna del grano del metallo, che è il segreto della sua resistenza finale.
Il dilemma dell'ingegnere: resistenza contro precisione
Scegliere la forgiatura a caldo è un esercizio di prioritizzazione di requisiti non negoziabili. Il processo offre vantaggi profondi, ma comporta compromessi chiari e accettati.
| Aspetto | Forgiatura a caldo: il risultato calcolato |
|---|---|
| Vantaggio principale | Resistenza e tenacità superiori. Il processo allinea il flusso del grano interno del metallo con la forma della parte, eliminando punti deboli e creando un'eccezionale resistenza alla fatica. |
| Libertà geometrica | Forme complesse. La duttilità del metallo riscaldato gli consente di riempire cavità complesse dello stampo, formando parti che sarebbero proibitivamente costose o impossibili da lavorare da un blocco solido. |
| Compromesso principale | Minore precisione dimensionale. Il metallo si espande quando riscaldato e si contrae quando raffreddato. Questa realtà termica, più la potenziale ossidazione superficiale, significa che le parti mancano delle tolleranze strette della formatura a freddo o della lavorazione. |
| Considerazione sui costi | Investimento maggiore. L'enorme energia per il riscaldamento, le massicce macchine per la pressatura e gli speciali dispositivi di raffreddamento ne fanno un processo più costoso riservato ad applicazioni critiche. |
L'"imperfezione" di una tolleranza inferiore non è un difetto; è una variabile accettata nell'equazione per creare un componente che non si romperà sotto stress estremo. Spesso viene pianificato un passaggio di lavorazione finale per ottenere le dimensioni finali richieste.
Una scelta deliberata per componenti senza compromessi
Non si sceglie la forgiatura a caldo per realizzare una semplice staffa. La si sceglie per realizzare un disco turbina che gira a 10.000 giri/min, un albero motore che sopporta milioni di cicli di combustione, o il montante del carrello di atterraggio che garantisce un ritorno sicuro a terra.
Viene selezionata quando il design è complesso e l'integrità meccanica del componente è fondamentale. È la scelta definitiva quando la fisica dell'applicazione richiede un livello di resistenza e affidabilità che altri metodi di produzione semplicemente non possono garantire.
Perfezionare un processo come questo richiede più di una semplice pressa potente; richiede un'analisi rigorosa e una validazione della scienza dei materiali in ogni fase. Dalla verifica della composizione della lega prima del riscaldamento all'analisi della struttura del grano dopo il raffreddamento, la certezza della parte finale nasce in laboratorio. In KINTEK, forniamo le attrezzature di laboratorio ad alte prestazioni e i materiali di consumo essenziali per queste validazioni critiche.
Se stai spingendo i confini delle prestazioni dei materiali, possiamo aiutarti a garantire che i tuoi componenti soddisfino le specifiche più esigenti. Contatta i nostri esperti
Guida Visiva
Prodotti correlati
- Pressa termica speciale per uso di laboratorio
- Stampo per pressa a sfere per laboratorio
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa Idraulica Manuale Riscaldata ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa a Caldo a Doppia Piastra per Laboratorio
Articoli correlati
- Oltre la Pressa: L'Arte e la Scienza di Modellare i Materiali con Calore e Pressione
- Tecniche di stampaggio a infrarossi per applicazioni non di stampaggio
- Come scegliere una pressa a caldo da laboratorio
- Oltre la colla: l'alchimia controllata della laminazione a caldo
- Dominare il Vuoto: L'Arte e la Scienza dello Stampaggio a Caldo


















