
La Debolezza Nascosta nel Metallo Resistente
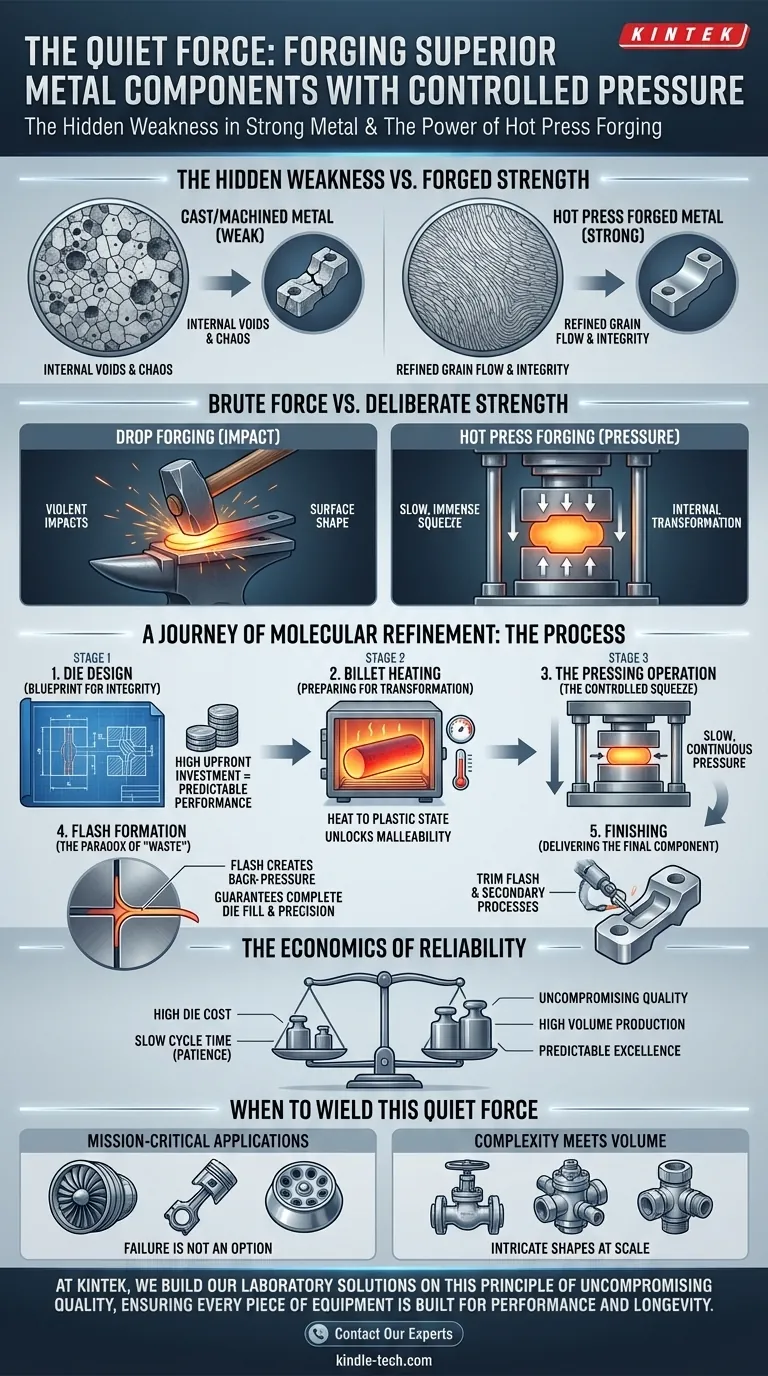
Immagina un componente critico all'interno di una centrifuga da laboratorio ad alta velocità o un raccordo strutturale su una pressa industriale. A occhio nudo, appare solido, un monolite di resistenza. Eppure, la sua vera vulnerabilità si nasconde nel profondo della sua struttura cristallina: un paesaggio microscopico di bordi dei grani e potenziali vuoti.
Il cedimento catastrofico spesso inizia a questo livello invisibile. Ecco perché il metodo utilizzato per modellare un pezzo di metallo è importante quanto il metallo stesso. Non si tratta solo di creare una forma; si tratta di infondere integrità dall'interno verso l'esterno.
Forza Bruta contro Resistenza Deliberata
Quando pensiamo alla forgiatura, spesso immaginiamo i colpi violenti e percussivi di un martello. Quello è un modo, noto come forgiatura a stampo cadente. Ma c'è un approccio più silenzioso e metodico: la forgiatura a caldo.
Invece di una serie di impatti, la forgiatura a caldo applica una singola pressione continua ed immensa. È la differenza tra bucare l'impasto e impastarlo lentamente. Uno crea una forma superficiale, ma l'altro trasforma completamente la struttura interna. Questa lenta applicazione della forza è la chiave per forgiare proprietà meccaniche superiori.
Un Viaggio di Raffinamento Molecolare
Il viaggio da una billetta di metallo grezzo a un componente ad alta fatica è una masterclass in metallurgia controllata. Ogni fase è deliberata, progettata per organizzare il caos interno del metallo in una struttura uniforme e resiliente.
H3: Il Progetto per l'Integrità: Progettazione di Utensili e Stampi
Il processo inizia non con il calore o la pressione, ma con l'ingegneria. Gli stampi, stampi in acciaio temprato, sono meticolosamente progettati. Sono il progetto per la forma finale della parte e, cosa più importante, per il flusso interno dei grani.
Il significativo costo iniziale di questi stampi non è solo per uno stampo; è un investimento nelle prestazioni finali e prevedibili della parte.
H3: Preparazione per la Trasformazione: Riscaldamento della Billetta
Successivamente, una billetta di metallo grezzo viene riscaldata in un forno. L'obiettivo non è fonderla, ma portarla a una temperatura precisa in cui diventa plastica e malleabile.
Questo è il momento in cui il rigido reticolo cristallino del metallo si sblocca, rendendolo ricettivo al cambiamento senza screpolarsi o indebolirsi. È preparato per la sua trasformazione.
H3: La Stretta Controllata: L'Operazione di Pressatura
La billetta riscaldata viene posta nello stampo inferiore. Una pressa idraulica o meccanica aziona quindi lo stampo superiore verso il basso con una stretta lenta, potente e continua.
Questa pressione penetra in profondità nel nucleo del metallo, costringendo i grani a riorientarsi e raffinarsi lungo i contorni dello stampo. I vuoti vengono compressi ed eliminati. Il risultato è una struttura granulare densa e uniforme che conferisce alla parte un'eccezionale resistenza alla fatica e alla trazione.
H3: Il Paradosso dello "Spreco": Il Ruolo del Flash
Mentre gli stampi si chiudono, una piccola quantità di materiale in eccesso fuoriesce in un sottile nastro attorno alla parte. Questo è chiamato "flash".
Lungi dall'essere un difetto, il flash è una caratteristica cruciale e pianificata. Mentre questo sottile nastro si raffredda e resiste al flusso, crea una contropressione all'interno della cavità dello stampo. Questa pressione assicura che il metallo riempia completamente ogni dettaglio intricato dello stampo, creando una parte quasi finita con incredibile precisione. Quello che sembra uno spreco è in realtà una garanzia di qualità.
L'Economia dell'Affidabilità
Scegliere la forgiatura a caldo è una decisione strategica, guidata da una chiara comprensione dei suoi compromessi.
- L'Alto Costo della Certezza: Gli stampi robusti e resistenti al calore sono costosi. Ciò rende il processo più adatto per tirature di produzione medio-alte, dove il costo può essere ammortizzato su migliaia di parti affidabili. È il prezzo pagato per l'eccellenza prevedibile.
- La Pazienza come Virtù Ingegneristica: Il lento tempo di ciclo è un compromesso diretto per la qualità. La velocità viene sacrificata per garantire che la pressione abbia il tempo di fare la sua magia in profondità nel materiale, un compromesso non negoziabile per applicazioni critiche.
| Fase Chiave | Azione Primaria | Risultato Principale |
|---|---|---|
| Progettazione dello Stampo | Ingegnerizzare utensili ad alta resistenza | Definisce la geometria della parte e l'integrità interna |
| Riscaldamento della Billetta | Riscaldare il metallo a uno stato plastico | Sblocca la malleabilità del materiale |
| Pressatura | Applicare pressione lenta e continua | Raffina e allinea la struttura granulare |
| Formazione del Flash | Gestire il flusso di materiale in eccesso | Assicura il riempimento completo dello stampo e dettagli nitidi |
| Finitura | Tagliare il flash ed eseguire processi secondari | Consegna il componente finale e preciso |
Quando Usare Questa Forza Silenziosa
In definitiva, la decisione di utilizzare la forgiatura a caldo è psicologica, radicata in quanto rischio si è disposti ad accettare.
- Sceglila quando il fallimento non è un'opzione. Per parti critiche in aerospaziale, automobilistico o apparecchiature di laboratorio ad alte prestazioni, la struttura granulare raffinata fornisce un margine di sicurezza che altri processi non possono offrire.
- Sceglila quando la complessità deve incontrare il volume. Per forme intricate che devono essere prodotte in modo affidabile e coerente su larga scala, il processo giustifica il suo investimento iniziale.
In un laboratorio, l'integrità di ogni parte, da un rotore di centrifuga a una valvola in un sistema ad alta pressione, è fondamentale. L'attrezzatura è affidabile solo quanto il suo componente più debole. Comprendere la profonda disciplina metallurgica dietro un processo come la forgiatura a caldo è ciò che separa gli strumenti affidabili dalle potenziali responsabilità.
In KINTEK, costruiamo le nostre soluzioni di laboratorio su questo stesso principio di qualità senza compromessi, assicurando che ogni pezzo di attrezzatura sia costruito per prestazioni e longevità. Contatta i Nostri Esperti
Guida Visiva
Prodotti correlati
- Macchina per forni a pressa sottovuoto per laminazione e riscaldamento
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Stampo per pressa a sfere per laboratorio
- Pressa Idraulica Riscaldata Automatica con Piastre Riscaldate per Pressa a Caldo da Laboratorio 25T 30T 50T
- Pressa Idraulica Manuale Riscaldata con Piastre Riscaldate per Pressa a Caldo da Laboratorio
Articoli correlati
- Oltre la Sinterizzazione: Come la Pressatura a Caldo Sottovuoto Forgia Solidi Perfetti dalla Polvere
- Oltre la colla: l'alchimia controllata della laminazione a caldo
- Il Dilemma Idraulico: Pressione Uniaxiale vs. Biaxiale nella Produzione di Materiali Avanzati
- Operazioni e precauzioni della termopressa
- La Fisica della Perfezione: Perché il Vuoto è lo Strumento Più Potente dello Scienziato dei Materiali


















