In sostanza, la pressatura isostatica a freddo (CIP) è un processo di produzione utilizzato per compattare materiali in polvere in una massa solida e uniforme a temperatura ambiente o quasi. Viene utilizzata principalmente per creare parti "verdi" — componenti non cotti — da ceramiche avanzate, materiali refrattari, metalli e plastiche. Il vantaggio chiave è l'ottenimento di una densità altamente consistente in tutta la parte, indipendentemente dalla sua forma o dimensione.
La sfida centrale nella formazione di parti da polvere è raggiungere una densità uniforme; la pressatura tradizionale crea punti deboli che portano a difetti. La pressatura isostatica a freddo risolve questo problema utilizzando un fluido per applicare una pressione uguale da tutte le direzioni, producendo un componente omogeneo molto più affidabile per la successiva lavorazione o sinterizzazione ad alta temperatura.

Il problema principale che il CIP risolve: densità uniforme
Il vero valore della pressatura isostatica a freddo è meglio compreso confrontandola con l'alternativa più comune, la pressatura uniassiale.
La limitazione della pressatura tradizionale
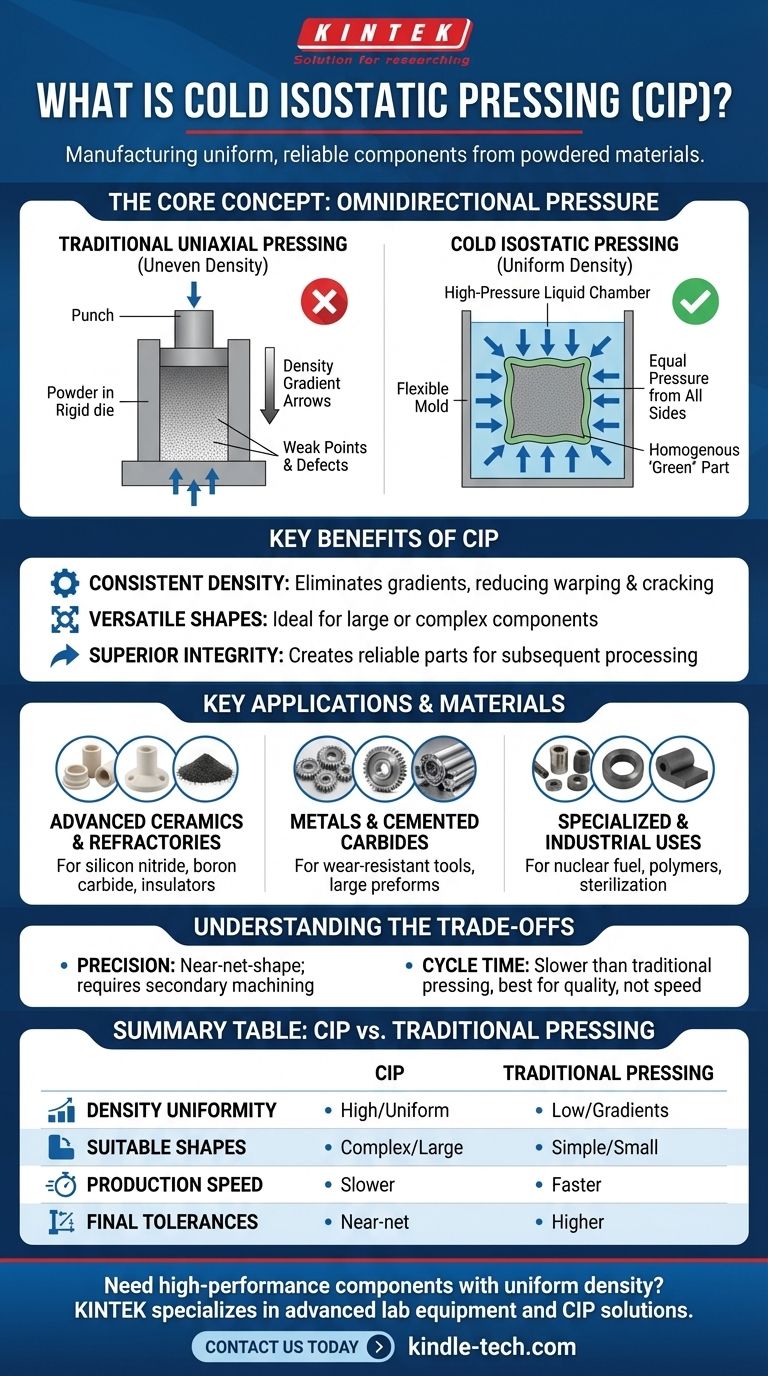
Nella pressatura tradizionale (uniassiale), uno stampo viene riempito di polvere e compattato da un punzone che si muove in un'unica direzione.
Questo crea un attrito significativo tra le particelle di polvere e le pareti dello stampo. Di conseguenza, la pressione non è distribuita uniformemente.
La parte finale presenta gradienti di densità, con le aree più vicine al punzone molto più dense di quelle più lontane. Queste incongruenze possono causare deformazioni, crepe e restringimenti imprevedibili durante la fase finale di sinterizzazione.
Come la pressione isostatica crea consistenza
La pressatura isostatica a freddo evita completamente questo problema immergendo uno stampo flessibile e sigillato riempito di polvere in una camera a liquido ad alta pressione.
Una pompa pressurizza il fluido, che poi trasmette quella pressione in modo uguale a ogni superficie dello stampo.
Questa pressione omnidirezionale compatta la polvere in modo uniforme, eliminando i gradienti di densità e le tensioni interne riscontrate nelle parti pressate uniassialmente. Il risultato è una parte "verde" omogenea con integrità strutturale superiore, pronta per la lavorazione finale.
Applicazioni e materiali chiave
La capacità del CIP di creare parti verdi uniformi lo rende indispensabile per la produzione di componenti ad alte prestazioni in numerosi settori.
Ceramiche avanzate e refrattari
Questa è un'applicazione primaria per il CIP. Materiali come carburo di silicio, nitruro di silicio, carburo di boro e isolanti elettrici sono fragili e altamente sensibili ai difetti interni.
La densità uniforme fornita dal CIP è fondamentale per prevenire la formazione di micro-crepe che porterebbero a guasti catastrofici nel prodotto finale sinterizzato.
Metalli e carburi cementati
Il CIP è ampiamente utilizzato per formare parti da acciaio per utensili, metalli ad alto punto di fusione e carburi cementati.
È particolarmente efficace per creare grandi preforme per utensili resistenti all'usura o componenti che sono semplicemente troppo grandi per essere inseriti in una pressa convenzionale.
Usi specializzati e industriali
La versatilità del processo si estende a molti altri campi. Le applicazioni comuni includono:
- Consolidamento di grafite, ferriti e combustibile nucleare.
- Formazione di parti da polveri polimeriche e resinose specializzate.
- Densificazione di rivestimenti a spruzzo termico per rimuovere la porosità.
- Sterilizzazione ad alta pressione nell'industria alimentare e farmaceutica.
Comprendere i compromessi
Sebbene potente, il CIP non è una soluzione universale. Comprendere i suoi limiti è fondamentale per usarlo efficacemente.
Precisione e tolleranze
La pressatura isostatica a freddo è un processo quasi a forma finita, ma non è un metodo di produzione di fase finale.
Lo stampo flessibile non fornisce l'elevata precisione dimensionale di uno stampo rigido in acciaio. Le parti verdi risultanti richiedono quasi sempre una lavorazione secondaria, come la lavorazione meccanica o la sinterizzazione, per soddisfare le specifiche di tolleranza finali.
Tempo di ciclo e produttività
Il processo di caricamento dello stampo, posizionamento nella camera a pressione, pressurizzazione, depressurizzazione e scarico è intrinsecamente più lento rispetto ai tempi di ciclo rapidi delle presse uniassiali automatizzate.
Per questo motivo, il CIP è tipicamente riservato ad applicazioni in cui la qualità della parte e la densità uniforme sono più critiche della velocità di produzione di massa.
Fare la scelta giusta per il tuo obiettivo
La selezione del metodo corretto di compattazione delle polveri dipende interamente dai requisiti del tuo componente finale.
- Se il tuo obiettivo principale è creare forme grandi o complesse con elevata affidabilità: il CIP è la scelta superiore per la produzione di preforme con la densità uniforme necessaria per prevenire difetti durante la sinterizzazione.
- Se il tuo obiettivo principale è la produzione ad alto volume di forme semplici e più piccole: la pressatura uniassiale tradizionale è spesso più veloce, meno complessa e più conveniente.
- Se il tuo obiettivo principale è raggiungere la massima densità finale in un unico passaggio: potresti dover indagare sulla pressatura isostatica a caldo (HIP), che combina alta pressione con temperature elevate.
Sfruttando la pressione fluida omnidirezionale, la pressatura isostatica a freddo fornisce una soluzione unica per la creazione di componenti di alta qualità da materiali in polvere.
Tabella riassuntiva:
| Aspetto | Pressatura Isostatica a Freddo (CIP) | Pressatura Uniassiale Tradizionale |
|---|---|---|
| Uniformità della Densità | Alta - Uniforme in tutte le direzioni | Bassa - Esistono gradienti di densità |
| Forme Adatte | Forme complesse, grandi o irregolari | Forme semplici, più piccole |
| Velocità di Produzione | Tempi di ciclo più lenti | Produzione più veloce, ad alto volume |
| Tolleranze Finali | Quasi a forma finita, richiede lavorazione secondaria | Maggiore precisione dimensionale |
| Vantaggio Chiave | Elimina difetti interni e punti deboli | Conveniente per la produzione di massa |
Hai bisogno di produrre componenti ad alte prestazioni con densità uniforme?
In KINTEK, siamo specializzati nella fornitura di attrezzature e materiali di consumo da laboratorio avanzati, incluse soluzioni di pressatura isostatica a freddo, per aiutarti a creare parti affidabili e prive di difetti da ceramiche avanzate, metalli e carburi. La nostra esperienza garantisce che i tuoi materiali raggiungano la densità costante richiesta per prestazioni superiori in applicazioni esigenti.
Contattaci oggi stesso per discutere come la nostra tecnologia CIP può migliorare il tuo processo di produzione e fornire la qualità che il tuo laboratorio richiede.
Mettiti in contatto con i nostri esperti ora!
Guida Visiva
Prodotti correlati
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Pressa Isostatica a Freddo Elettrica da Laboratorio CIP per Pressatura Isostatica a Freddo
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
Domande frequenti
- Come vengono utilizzate le apparecchiature di pressatura isostatica per integrare gli anodi di litio metallico durante l'assemblaggio di batterie allo stato solido?
- Cos'è il processo isostatico a freddo? Ottenere una densità uniforme in parti complesse di polvere
- Cos'è il metodo di pressatura isostatica per le ceramiche? Ottenere una densità uniforme per parti complesse
- Qual è la funzione specifica di una pressa isostatica a freddo nel processo di sinterizzazione del LiFePO4? Massimizzare la densità della batteria
- Cos'è la pressatura isostatica a caldo e a freddo? Una guida alla formatura e alla densificazione dei materiali












