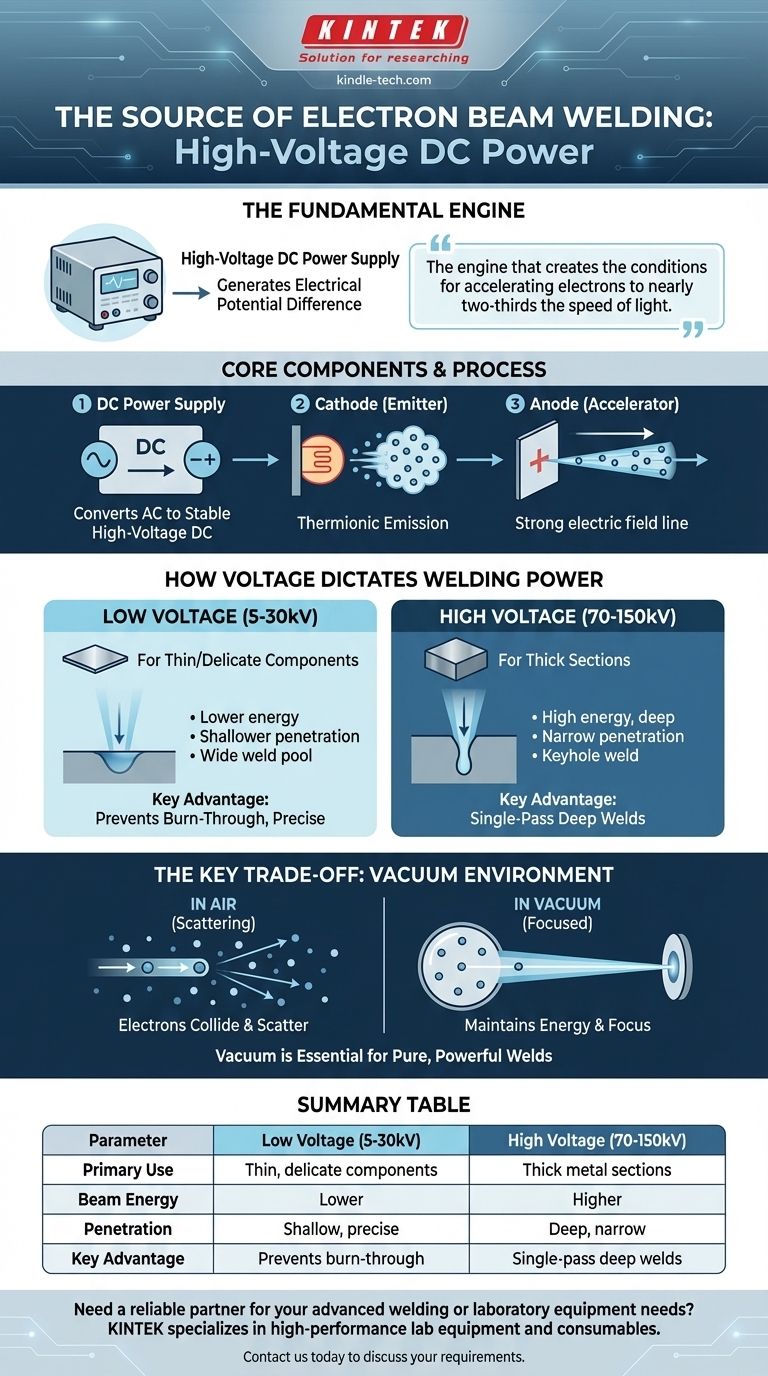
La fonte di una saldatura a fascio di elettroni è un alimentatore a corrente continua (CC) ad alta tensione. Questa fonte di alimentazione specializzata è responsabile della generazione di una significativa differenza di potenziale elettrico tra un catodo (l'emettitore di elettroni) e un anodo (l'acceleratore), che è il primo passo fondamentale nella creazione di un fascio di elettroni ad alta energia per la saldatura.
L'alimentatore non è semplicemente una fonte di elettricità; è il motore che crea le condizioni per accelerare gli elettroni a quasi due terzi della velocità della luce, trasformandoli in un potente strumento per unire i materiali.
I componenti principali del sistema di alimentazione
Per comprendere la fonte, è necessario comprendere il sistema che essa alimenta. L'alimentatore CC è il cuore di un sistema progettato per generare, accelerare e focalizzare un fascio di elettroni.
L'alimentatore CC ad alta tensione
Questa unità converte la corrente alternata (CA) standard dalla rete nella corrente continua (CC) stabile e ad alta tensione richiesta per il processo. La sua funzione principale è quella di creare un campo elettrico potente e stabile.
Il catodo (l'emettitore)
Il terminale negativo dell'alimentatore è collegato a un filamento, tipicamente in tungsteno, che funge da catodo. L'alimentatore riscalda questo filamento, facendogli rilasciare una nuvola di elettroni liberi in un processo chiamato emissione termoionica.
L'anodo (l'acceleratore)
Il terminale positivo dell'alimentatore crea una forte carica positiva sull'anodo. Questo stabilisce un'enorme differenza di tensione tra il catodo negativo e l'anodo positivo, che accelera violentemente la nuvola di elettroni liberi verso l'anodo, formando un fascio coerente.
Come la tensione determina la potenza di saldatura
Il livello di tensione generato dall'alimentatore controlla direttamente l'energia cinetica degli elettroni nel fascio. Questa energia determina la profondità di penetrazione del fascio e la capacità di saldatura.
Bassa tensione per materiali sottili
Per la saldatura di componenti sottili o delicati, le fonti di alimentazione operano tipicamente nell'intervallo da 5kV a 30kV. La tensione più bassa conferisce meno velocità agli elettroni, risultando in un fascio a bassa energia con una penetrazione meno profonda, il che impedisce la bruciatura del materiale.
Alta tensione per materiali spessi
Per saldare sezioni spesse di metallo, le fonti di alimentazione devono generare tensioni molto più elevate, tipicamente tra 70kV e 150kV. Questa tensione estrema accelera gli elettroni a velocità molto elevate, creando un fascio ad alta energia capace di produrre saldature profonde, strette e di alta qualità.
Comprendere il compromesso chiave: potenza vs. ambiente
L'uso di un fascio di elettroni ad alta tensione introduce un requisito operativo fondamentale che definisce l'intero processo.
La necessità del vuoto
Un fascio di elettroni può mantenere la sua energia e la sua focalizzazione solo nel vuoto. Se sparato all'aria aperta, gli elettroni si scontrerebbero immediatamente con le molecole d'aria, disperdendo la loro energia e rendendo impossibile la saldatura.
Pertanto, l'intero processo deve essere condotto all'interno di una camera a vuoto. Sebbene ciò consenta saldature eccezionalmente pure e potenti, aggiunge una complessità, un costo e un tempo di ciclo significativi all'operazione rispetto ad altri metodi di saldatura.
Abbinare la fonte all'applicazione
La scelta della tensione della fonte di alimentazione è interamente dettata dal materiale e dal design del giunto.
- Se il tuo obiettivo principale è la saldatura di componenti sottili e delicati: Un sistema a bassa tensione (5-30kV) fornisce la precisione e la penetrazione controllata necessarie.
- Se il tuo obiettivo principale è l'unione di sezioni metalliche spesse per applicazioni strutturali: È richiesto un sistema ad alta tensione (70-150kV) per generare il fascio ad alta energia necessario per saldature profonde a passaggio singolo.
Comprendere la fonte di alimentazione è la chiave per padroneggiare le capacità uniche del processo di saldatura a fascio di elettroni.
Tabella riassuntiva:
| Parametro | Bassa tensione (5-30kV) | Alta tensione (70-150kV) |
|---|---|---|
| Uso primario | Componenti sottili, delicati | Sezioni metalliche spesse |
| Energia del fascio | Inferiore | Superiore |
| Penetrazione | Superficiale, precisa | Profonda, stretta |
| Vantaggio chiave | Previene la bruciatura | Saldature profonde a passaggio singolo |
Hai bisogno di un partner affidabile per le tue esigenze di saldatura avanzata o attrezzature da laboratorio? KINTEK è specializzata in attrezzature da laboratorio e materiali di consumo ad alte prestazioni, al servizio di settori che richiedono precisione e affidabilità. Che tu stia lavorando con materiali avanzati o abbia bisogno di soluzioni robuste per la tua ricerca e sviluppo o produzione, la nostra esperienza può aiutarti a ottenere risultati superiori. Contattaci oggi per discutere come possiamo supportare le tue esigenze specifiche!
Guida Visiva
Prodotti correlati
- Crogiolo di grafite pura ad alta purezza per evaporazione a fascio elettronico
- Crogiolo a fascio di elettroni Crogiolo a fascio di elettroni per evaporazione
- Crogiolo di tungsteno e crogiolo di molibdeno per rivestimento per evaporazione a fascio elettronico per applicazioni ad alta temperatura
- Crogiolo in rame privo di ossigeno per rivestimento a evaporazione a fascio elettronico e barchetta di evaporazione
- Rivestimento per evaporazione a fascio di elettroni Crogiolo in tungsteno molibdeno per placcatura in oro per evaporazione
Domande frequenti
- Come si chiama il contenitore che contiene il materiale sorgente metallico nell'evaporazione a fascio di elettroni? Garantire purezza e qualità nella deposizione di film sottili
- Quale ruolo svolgono le crogioli di grafite ad alta purezza nella ricerca sulla corrosione dei sali fusi? Garantire la precisione di grado reattore
- Perché le crogioli di grafite ad alta purezza sono preferiti rispetto ai crogioli di ossido standard per il trattamento termico ad alta temperatura degli elettroliti solidi di solfuro?
- Perché è necessario un crogiolo di grafite ad alta purezza per i compositi Chromel-TaC? Garantire la massima purezza a 1400°C
- La grafite viene utilizzata per produrre crogioli resistenti al calore? Sblocca una fusione più rapida e prestazioni superiori





