In sostanza, la pressatura isostatica funziona utilizzando un fluido per applicare una pressione uniforme e omnidirezionale a una polvere sigillata all'interno di uno stampo flessibile. Questo metodo differisce significativamente dalla pressatura tradizionale, che applica forza da una o due direzioni. Circondando lo stampo con un mezzo pressurizzato, la polvere viene compattata uniformemente da ogni angolazione, risultando in una parte solida con proprietà altamente consistenti.
La caratteristica distintiva della pressatura isostatica è l'uso della pressione idrostatica—forza uguale esercitata su tutte le superfici. Questo elimina le variazioni di densità e le sollecitazioni interne comuni nelle parti realizzate con forza direzionale, portando a componenti finali superiori.

Il Principio Fondamentale: Pressione da Tutte le Direzioni
La produzione tradizionale spesso comporta la spinta di una matrice in una polvere, nota come pressatura uniassiale. La pressatura isostatica abbandona questo approccio direzionale per uno più olistico.
Il Ruolo dello Stampo Flessibile
Il processo inizia posizionando una polvere, tipicamente metallica o ceramica, in un contenitore flessibile o stampo. Questo stampo è spesso realizzato in gomma, uretano o PVC.
Questo contenitore funge da barriera, mantenendo la polvere separata dal fluido pressurizzante e trasmettendo accuratamente la pressione alla polvere all'interno.
Applicazione della Pressione Idrostatica
Lo stampo sigillato viene quindi posizionato all'interno di un recipiente a pressione. Questo recipiente è riempito con un fluido, come acqua o olio.
La pressione viene applicata al fluido che, secondo il principio di Pascal, trasmette tale pressione ugualmente e uniformemente a ogni punto della superficie dello stampo flessibile.
Il Processo di Compattazione
Mentre lo stampo viene compresso da tutte le direzioni, collassa verso l'interno, compattando la polvere in una massa solida e densa chiamata parte "verde". Questa parte ha la forma dello stampo ma è ancora fragile e richiede ulteriori lavorazioni come la sinterizzazione.
Principali Variazioni del Processo
Sebbene il principio fondamentale rimanga lo stesso, la pressatura isostatica viene adattata per diversi materiali e risultati, principalmente controllando la temperatura.
Pressatura Isostatica a Freddo (CIP)
Questo è il processo standard eseguito a temperatura ambiente. Viene utilizzato per creare la parte verde iniziale con densità uniforme prima che subisca un successivo riscaldamento (sinterizzazione) per legare insieme le particelle.
Pressatura Isostatica a Caldo (HIP)
La pressatura isostatica a caldo combina un'immensa pressione con alte temperature all'interno del recipiente. Invece di un liquido, viene utilizzato un gas inerte come l'argon come mezzo di pressione.
L'applicazione simultanea di calore e pressione consente sia la compattazione che la sinterizzazione in un unico passaggio. Questo processo può raggiungere quasi il 100% della densità teorica, eliminando i vuoti interni e migliorando drasticamente le proprietà meccaniche del materiale.
Comprendere i Compromessi
La pressatura isostatica offre vantaggi significativi ma non è la soluzione per ogni applicazione. Comprendere i suoi limiti è fondamentale per utilizzarla efficacemente.
Vantaggi Rispetto alla Pressatura Uniassiale
Il vantaggio principale è l'uniformità della parte finale. Poiché la pressione viene applicata da tutte le direzioni, non ci sono gradienti di densità, il che riduce il rischio di deformazioni o crepe durante la fase finale di sinterizzazione.
Questo metodo consente anche la creazione di geometrie più complesse, comprese parti con sottosquadri o sezioni cave che sono impossibili da formare con una matrice rigida.
Limitazioni e Considerazioni Comuni
L'attrezzatura, in particolare gli stampi flessibili, ha una durata di vita più breve rispetto alle matrici in acciaio temprato utilizzate nella pressatura convenzionale.
Il tempo di ciclo del processo per la pressatura isostatica può essere più lento rispetto alle presse meccaniche ad alta velocità, rendendolo meno adatto per la produzione di volumi estremamente elevati di forme semplici.
Infine, l'attrezzatura richiesta, specialmente per la pressatura isostatica a caldo, rappresenta un investimento di capitale significativo.
Fare la Scelta Giusta per il Tuo Obiettivo
La scelta del metodo di compattazione giusto dipende interamente dalle caratteristiche desiderate del componente finale.
- Se il tuo obiettivo principale è creare parti con la massima densità possibile e proprietà meccaniche uniformi: La pressatura isostatica a caldo (HIP) è la scelta superiore per eliminare tutta la porosità interna.
- Se il tuo obiettivo principale è produrre forme complesse che non possono essere realizzate con matrici rigide: La pressatura isostatica a freddo (CIP) offre la libertà geometrica necessaria prima della sinterizzazione finale.
- Se il tuo obiettivo principale è la produzione ad alto volume di forme semplici al costo più basso: La compattazione tradizionale con matrice uniassiale è probabilmente il metodo più economico e veloce.
In definitiva, comprendere come la pressatura isostatica sfrutta la pressione uniforme ti consente di produrre componenti con un livello di qualità e complessità che altri metodi non possono raggiungere.
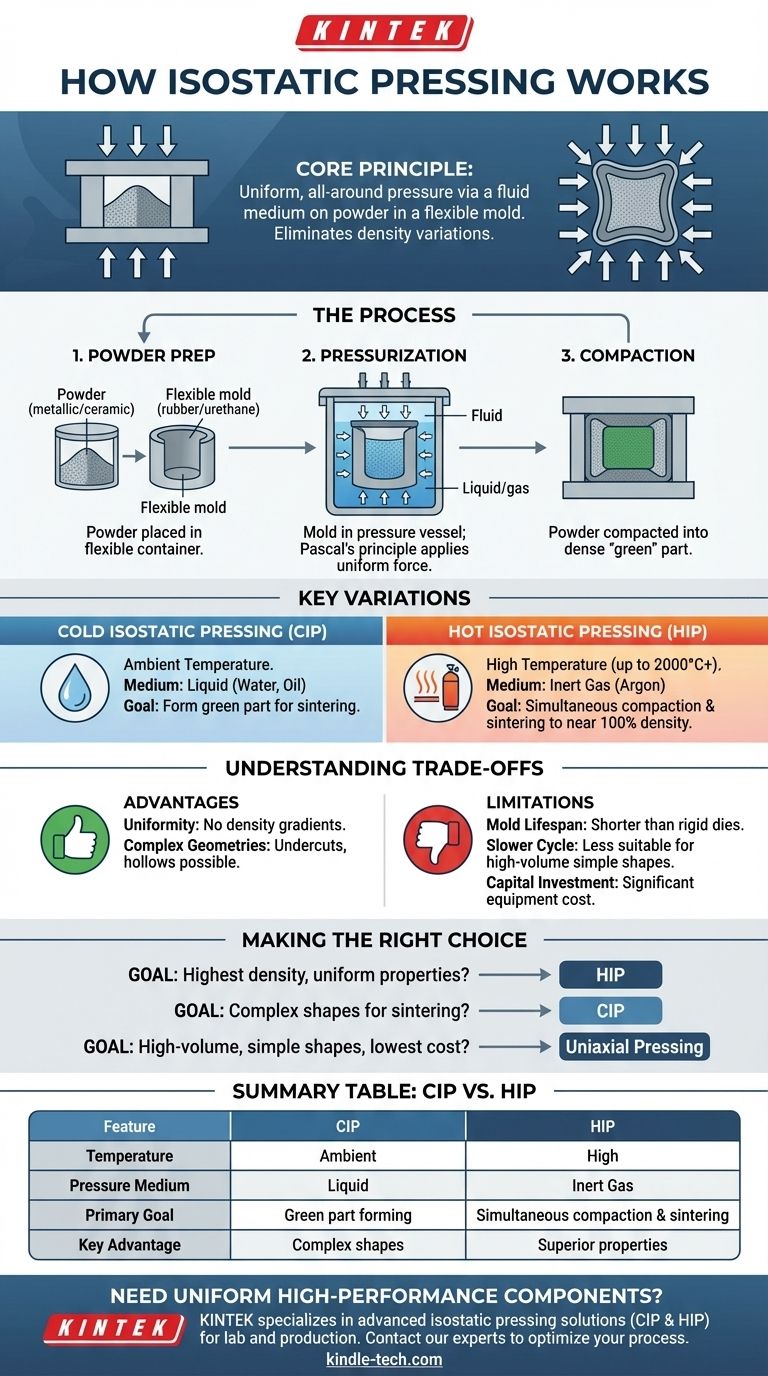
Tabella riassuntiva:
| Caratteristica | Pressatura Isostatica a Freddo (CIP) | Pressatura Isostatica a Caldo (HIP) |
|---|---|---|
| Temperatura | Ambiente (Temperatura ambiente) | Alta Temperatura (fino a 2000°C+) |
| Mezzo di Pressione | Liquido (Acqua, Olio) | Gas Inerte (Argon) |
| Obiettivo Primario | Formare una parte 'verde' con densità uniforme per la sinterizzazione | Compattazione e sinterizzazione simultanee fino a quasi il 100% di densità |
| Vantaggio Chiave | Capacità di formare forme complesse | Proprietà meccaniche superiori, eliminazione della porosità |
Hai bisogno di produrre componenti ad alte prestazioni con densità uniforme?
KINTEK è specializzata in soluzioni avanzate di pressatura isostatica per le tue esigenze di laboratorio o produzione. Che tu stia lavorando con ceramiche avanzate, metalli o compositi, la nostra esperienza nella pressatura isostatica a freddo (CIP) e nella pressatura isostatica a caldo (HIP) può aiutarti a ottenere proprietà dei materiali superiori e geometrie complesse impossibili con i metodi tradizionali.
Contatta i nostri esperti oggi tramite il nostro Modulo di Contatto per discutere come le nostre attrezzature da laboratorio e i nostri materiali di consumo possono ottimizzare i tuoi processi di sviluppo e produzione dei materiali.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa Isostatica a Freddo Elettrica da Laboratorio CIP per Pressatura Isostatica a Freddo
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
Domande frequenti
- Perché l'uso di una pressa isostatica per i corpi verdi LSGM porta a una riduzione della temperatura di sinterizzazione? Aumenta la densità
- A cosa serve una pressa isostatica? Ottenere densità uniforme ed eliminare i difetti
- Qual è il processo di pressatura isostatica? Ottenere densità uniforme e forme complesse
- Qual è il processo di pressatura isostatica? Ottenere una densità uniforme per pezzi complessi
- Come le presse isostatiche a caldo migliorano le prestazioni degli elettrodi a secco? Aumenta la conduttività ASSB con calore e pressione

















