
Un difetto che non puoi vedere
Immagina una pala di turbina che gira a 10.000 giri al minuto. O un impianto medico progettato per durare una vita. La loro resistenza non è solo una caratteristica; è il fondamento della loro funzione. Ma nel profondo del metallo, un vuoto microscopico—una minuscola bolla di nulla rimasta dalla produzione—può diventare il punto di origine di un guasto catastrofico.
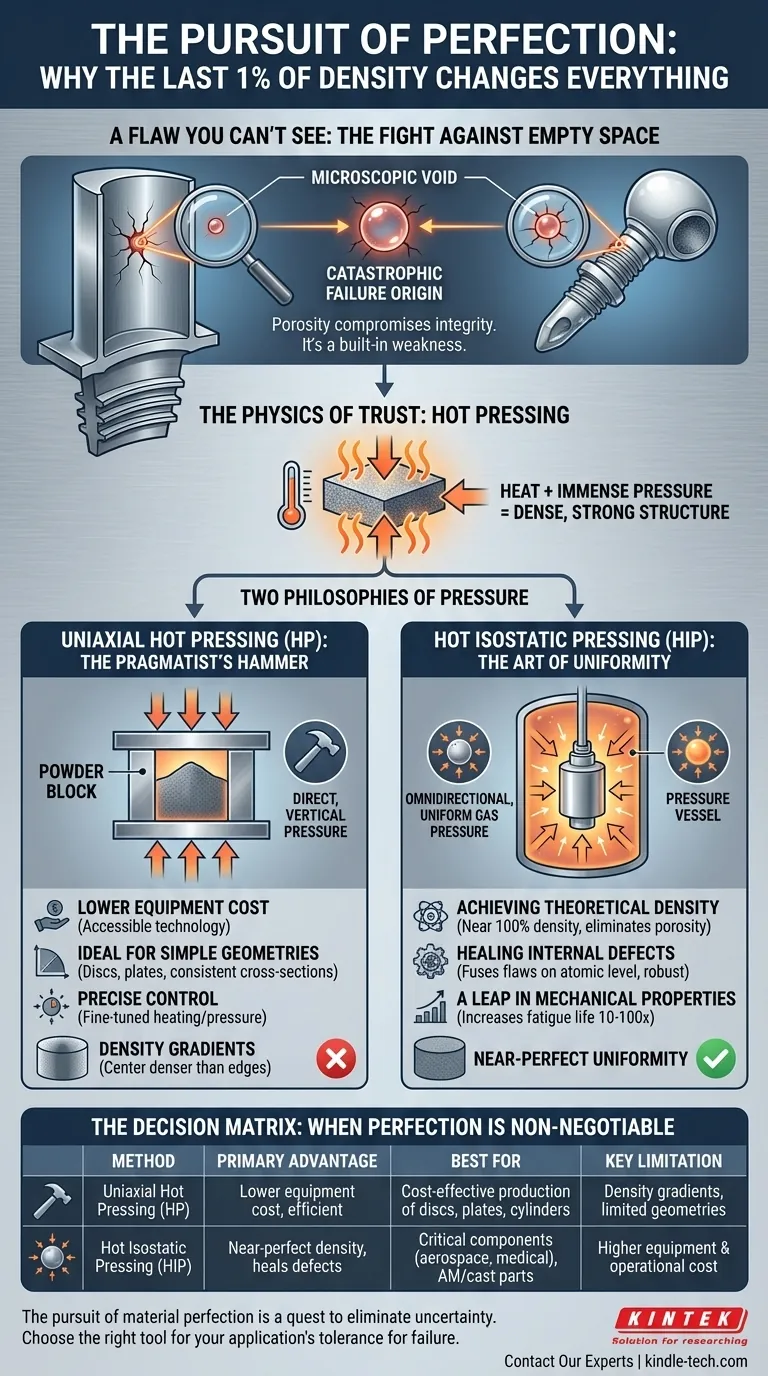
Questa è la sfida centrale nella produzione di materiali avanzati: la lotta contro lo spazio vuoto.
L'integrità di un componente ad alte prestazioni è determinata non dalla sua forma visibile, ma dalla sua uniformità interna. La porosità, anche a livello microscopico, compromette tutto. È una debolezza intrinseca.
La fisica della fiducia
È qui che entra in gioco la pressatura a caldo. Il principio è elegantemente semplice: applicare contemporaneamente alta temperatura e immensa pressione.
Il calore ammorbidisce il materiale, rendendolo malleabile. La pressione collassa i vuoti interni, costringendo gli atomi del materiale in una struttura densa e compatta. Il risultato è un componente notevolmente più resistente, meno poroso e più affidabile di uno realizzato con altri metodi.
Ma il modo in cui si applica quella pressione crea due risultati fondamentalmente diversi. Questa scelta è un bivio critico, che definisce il costo, la complessità e le prestazioni finali del pezzo.
Due filosofie di pressione
La decisione si riduce a una singola domanda: la pressione viene applicata da una direzione o da tutte le direzioni contemporaneamente?
Pressatura a caldo uniassiale (HP): il martello del pragmatico
Questo è il cavallo di battaglia della densificazione. La polvere viene posta in uno stampo e la pressione viene applicata verticalmente, come un martello potente e preciso.
È un approccio diretto ed efficiente, che lo rende una scelta eccellente per applicazioni specifiche.
- Costo inferiore dell'attrezzatura: I macchinari sono meno complessi rispetto alla controparte isostatica, rendendola una tecnologia più accessibile per molti laboratori e produttori.
- Ideale per geometrie semplici: Eccelle nella produzione di pezzi con sezioni trasversali costanti, come i grandi target di sputtering, le piastre e i dischi comuni nella ricerca e nell'industria.
- Controllo preciso: Le moderne presse uniassiali, come quelle di KINTEK, offrono un controllo finemente regolato sui cicli di riscaldamento e pressione, consentendo agli ingegneri di ottimizzare il processo di densificazione per materiali specifici.
Ma la sua direttezza è anche la sua limitazione. Come stringere una manciata di neve, la pressione non è mai perfettamente uniforme. L'attrito contro le pareti dello stampo può creare lievi gradienti di densità: il centro potrebbe essere più denso dei bordi. Per molte applicazioni, questo è accettabile. Per quelle critiche, non lo è.
Pressatura isostatica a caldo (HIP): l'arte dell'uniformità
HIP è un processo più profondo. Un componente viene posto all'interno di un recipiente ad alta pressione e riscaldato. Quindi, un gas inerte come l'argon viene utilizzato per applicare una pressione immensa e perfettamente uniforme da tutte le direzioni contemporaneamente.
È come inviare il pezzo sul fondo dell'oceano più profondo. Non c'è né "su" né "giù"—solo una forza incessante e livellatrice.
Questa uniformità sblocca un nuovo livello di perfezione del materiale.
- Raggiungimento della densità teorica: HIP può eliminare quasi tutta la porosità interna, portando un pezzo a quasi il 100% della sua densità massima teorica.
- Riparazione di difetti interni: È in grado in modo univoco di riparare difetti microscopici all'interno di pezzi fusi o realizzati con produzione additiva (stampa 3D), fondendo nuovamente il materiale a livello atomico. Questo trasforma un pezzo con potenziali debolezze in un componente uniformemente robusto.
- Un balzo nelle proprietà meccaniche: Cancellando i difetti interni, HIP può aumentare la vita a fatica di un componente da 10 a 100 volte. La resistenza all'usura, la duttilità e l'affidabilità subiscono miglioramenti drastici.
La matrice decisionale: quando la perfezione è un imperativo
Scegliere tra questi due metodi è una questione di comprensione della tolleranza al guasto della propria applicazione.
- Per componenti critici dove il guasto non è un'opzione (aerospaziale, medicale, difesa), la pressatura isostatica a caldo (HIP) è la scelta definitiva. È il processo che si utilizza per infondere la massima fiducia nel materiale.
- Per la produzione economicamente vantaggiosa di forme semplici e di alta qualità come consumabili da laboratorio o piastre industriali, la pressatura a caldo uniassiale (HP) offre una soluzione potente ed equilibrata.
- Per sbloccare il potenziale di pezzi stampati in 3D o fusi, HIP è un passaggio di post-elaborazione essenziale che ripara la porosità intrinseca di questi metodi, elevando le loro prestazioni a quelle dei materiali forgiati.
Un riepilogo dei compromessi
| Metodo di pressatura a caldo | Vantaggio principale | Ideale per | Limitazione chiave |
|---|---|---|---|
| Pressatura a caldo uniassiale (HP) | Costo inferiore dell'attrezzatura, efficiente per forme semplici | Produzione economica di dischi, piastre, cilindri | Gradienti di densità, limitato a geometrie semplici |
| Pressatura isostatica a caldo (HIP) | Densità quasi perfetta, ripara difetti interni | Componenti critici in aerospaziale, medicale, pezzi AM/fusi | Costo dell'attrezzatura e operativo più elevato |
La ricerca della perfezione dei materiali è una missione per eliminare l'incertezza. Sia che richiediate l'efficienza pragmatica della pressatura uniassiale o l'affidabilità assoluta offerta da HIP, disporre dell'attrezzatura di laboratorio giusta è il primo passo per raggiungere i vostri obiettivi. In KINTEK, forniamo le attrezzature specializzate per affrontare queste complesse sfide della scienza dei materiali.
Per trovare la soluzione ottimale per le vostre esigenze di ricerca e sviluppo e di produzione, Contatta i nostri esperti.
Guida Visiva
Prodotti correlati
- Pressa Idraulica Riscaldata Automatica con Piastre Riscaldate per Pressa a Caldo da Laboratorio 25T 30T 50T
- Pressa Idraulica Manuale Riscaldata ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa termica automatica sottovuoto con touchscreen
- Pressa Idraulica Automatica Riscaldata Divisa da 30T 40T con Piastre Riscaldate per Pressa a Caldo da Laboratorio
- Macchina per forni a pressa a caldo sottovuoto Pressa sottovuoto riscaldata
Articoli correlati
- Operazioni e precauzioni della termopressa
- Guida completa alla macchina per la stampa a caldo e ai materiali di consumo essenziali
- Perché i tuoi componenti compositi e polimerici continuano a fallire: il segreto è calore e pressione simultanei
- Scelta della macchina da stampa giusta per le vostre esigenze di laboratorio
- Guida completa alla pressa idraulica a caldo: Funzione, caratteristiche e applicazioni


















