
Il Fascino della Densità Assoluta
Immaginate un ingegnere incaricato di creare un componente ceramico perfettamente denso. Non solo resistente, ma teoricamente perfetto. Un materiale senza vuoti, senza punti deboli, il tipo di componente che potrebbe definire le prestazioni di un satellite di prossima generazione o di un impianto medico critico.
Per questa ricerca della perfezione, la pressatura a caldo è spesso la strada scelta. Promette di comprimere la materia nel suo stato ideale attraverso un immenso calore e pressione.
Ma questo focus esclusivo sulla densità è una trappola psicologica. Risolvendo una variabile, se ne introducono una cascata di altri problemi, spesso più difficili. La pressatura a caldo non è una semplice fase di produzione; è una negoziazione con le leggi della fisica e dell'economia.
La Tirannia dell'Orologio e del Bilancio
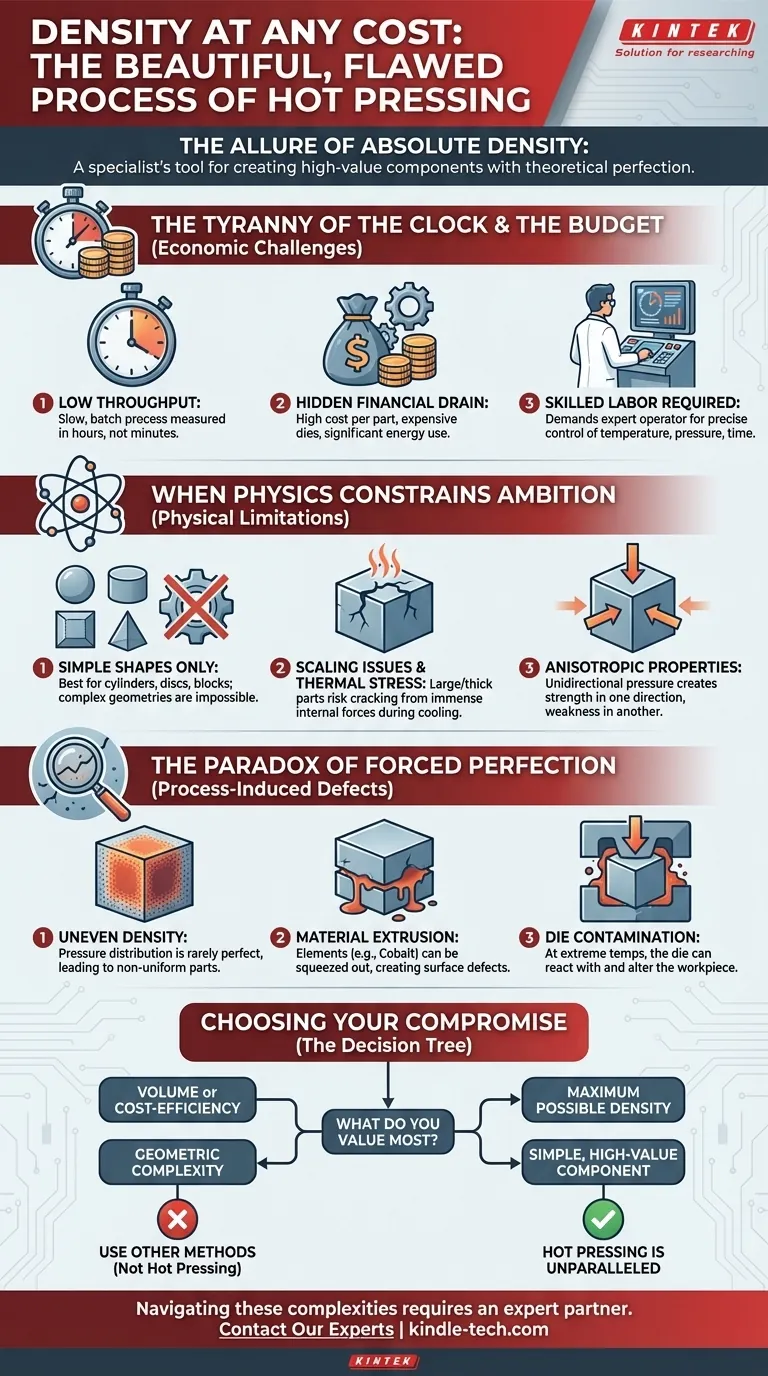
Le sfide più immediate della pressatura a caldo non si trovano nella scienza dei materiali, ma nel bilancio e nel calendario. Ci costringe a confrontarci con la scomoda realtà che anche i processi più avanzati sono vincolati da vincoli pratici.
Un Processo Misurato in Ore, Non in Minuti
A differenza dei metodi di produzione di massa, la pressatura a caldo è intrinsecamente lenta. Ogni pezzo, o un lotto molto piccolo, viene meticolosamente riscaldato e compresso all'interno di un unico stampo. Questo ritmo deliberato si traduce in una produttività estremamente bassa. È un processo per creare un capolavoro, non per rifornire un magazzino.
Il Drenaggio Finanziario Nascosto
I costi si accumulano silenziosamente ma inesorabilmente. Gli stampi e le matrici specializzati, sottoposti a uno stress termico e meccanico estremo, hanno una vita utile brutalmente breve. La loro fabbricazione è costosa. L'esecuzione del processo consuma energia significativa. È un metodo in cui il costo per pezzo è elevato, e intenzionalmente così.
L'Artigiano nel Camice da Laboratorio
La pressatura a caldo non è un'operazione "imposta e dimentica". Richiede un operatore con una profonda e intuitiva sensibilità per l'interazione tra temperatura, pressione e tempo. Un leggero errore di calcolo nei tassi di riscaldamento o raffreddamento può introdurre uno stress catastrofico, trasformando un componente di alto valore in rottame. Questa dipendenza dall'abilità umana rende la coerenza una sfida e sottolinea la necessità di attrezzature eccezionalmente stabili e affidabili che possano eseguire i comandi di un operatore con precisione impeccabile.
Quando la Fisica Limita l'Ambizione
Oltre all'economia, la pressatura a caldo impone limiti fisici fondamentali che possono frustrare anche i progetti più ambiziosi. Il processo detta la forma, non viceversa.
Intrappolati in una Forma Semplice
Lo stampo è il padrone. Il processo è più adatto alla produzione di geometrie semplici come cilindri, dischi o blocchi. Forme complesse e asimmetriche con caratteristiche intricate sono spesso impossibili. Si è limitati alle forme che si possono pressare efficacemente da una singola direzione.
Il Peso Schiacciante della Scala
Sebbene possa produrre pezzi di grande diametro, la creazione di componenti sia grandi che spessi è una sfida monumentale. Durante il lento ciclo di raffreddamento, enormi stress termici si accumulano all'interno del materiale. In un grande semilavorato, queste forze possono facilmente causare la fessurazione del pezzo stesso, richiedendo attrezzature con un'uniformità di temperatura senza pari.
Forza in una Direzione, Debolezza in un'Altra
La pressione unidirezionale utilizzata nella pressatura a caldo può allineare la struttura granulare del materiale, creando una microstruttura anisotropa. Ciò significa che il pezzo finito potrebbe essere incredibilmente resistente lungo un asse ma sorprendentemente debole lungo un altro. Si ottiene un pezzo ad alta densità, ma le sue prestazioni diventano condizionali e dipendenti dalla direzione, un difetto pericoloso in molte applicazioni ad alte prestazioni.
Il Paradosso della Perfezione Forzata
Le limitazioni più affascinanti sono quelle nate dal processo stesso. L'atto stesso di forzare il materiale in uno stato denso può introdurre imperfezioni nuove e più sottili.
Un Compromesso Ineguale
La pressione è raramente distribuita perfettamente. Il materiale direttamente sotto il pistone di pressatura diventa più denso del materiale vicino ai bordi dello stampo. Il prodotto finale è denso in media, ma non uniformemente denso. La ricerca dell'omogeneità finisce in uno stato di incoerenza strutturata.
La Ribellione del Materiale Stesso
A volte, il materiale si ribella. Sotto intenso calore e pressione, alcuni elementi possono essere letteralmente estrusi. In alcune leghe, ad esempio, il cobalto può essere estruso in superficie, impoverendo il materiale e creando una finitura ruvida e butterata, difficile da lavorare in seguito.
Contaminazione dal Recipiente
A temperature estreme, lo stampo stesso può diventare una fonte di contaminazione, reagendo e alterando il pezzo. Per materiali sensibili come i target di sputtering ITO, il processo può anche creare una distribuzione non uniforme di ossigeno, compromettendo direttamente le prestazioni del film sottile finale. Il successo dipende in gran parte dall'uso di stampi e materiali di consumo di alta purezza e non reattivi.
Scegliere il Proprio Compromesso
La pressatura a caldo non è un processo difettoso; è uno strumento specialistico definito dai suoi compromessi. La decisione di utilizzarlo si basa su una singola domanda: cosa apprezzi di più?
- Se il tuo obiettivo è il volume o l'efficienza dei costi, altri metodi sono molto superiori.
- Se il tuo progetto richiede complessità geometrica, la pressatura a caldo è un vicolo cieco.
- Ma se il tuo obiettivo è raggiungere la massima densità possibile in un componente semplice e di alto valore — e sei preparato a investire nella padronanza operativa e nelle attrezzature per gestire le sue sfide — allora rimane una scelta impareggiabile.
Navigare queste complessità richiede più di semplici schede tecniche; richiede un partner che comprenda le sfumature del processo. Se stai valutando questi compromessi per il tuo prossimo progetto, il nostro team è qui per aiutarti. Contatta i Nostri Esperti
Guida Visiva
Prodotti correlati
- Pressa Idraulica Riscaldata Automatica con Piastre Riscaldate per Pressa a Caldo da Laboratorio 25T 30T 50T
- Pressa Idraulica Manuale Riscaldata ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa termica automatica sottovuoto con touchscreen
- Pressa Idraulica Automatica Riscaldata Divisa da 30T 40T con Piastre Riscaldate per Pressa a Caldo da Laboratorio
- Macchina per forni a pressa a caldo sottovuoto Pressa sottovuoto riscaldata
Articoli correlati
- Guida completa alla pressa idraulica a caldo: Funzione, caratteristiche e applicazioni
- Guida completa alle macchine per la stampa a caldo
- Guida completa alla macchina per la stampa a caldo e ai materiali di consumo essenziali
- La Fisica Inosservata della Perfezione: Padroneggiare Calore, Pressione e Tempo
- Pressa idraulica a caldo: Principi, componenti, caratteristiche, vantaggi e applicazioni


















