
Il Difetto Nascosto in Quasi Tutto
La maggior parte delle cose fallisce nel suo punto più debole.
Questa non è un'affermazione profonda. È una semplice verità. Ma nella scienza dei materiali, il punto più debole è spesso invisibile. È una sottile variazione di densità, un vuoto nascosto lasciato da una pressione non uniforme durante la produzione.
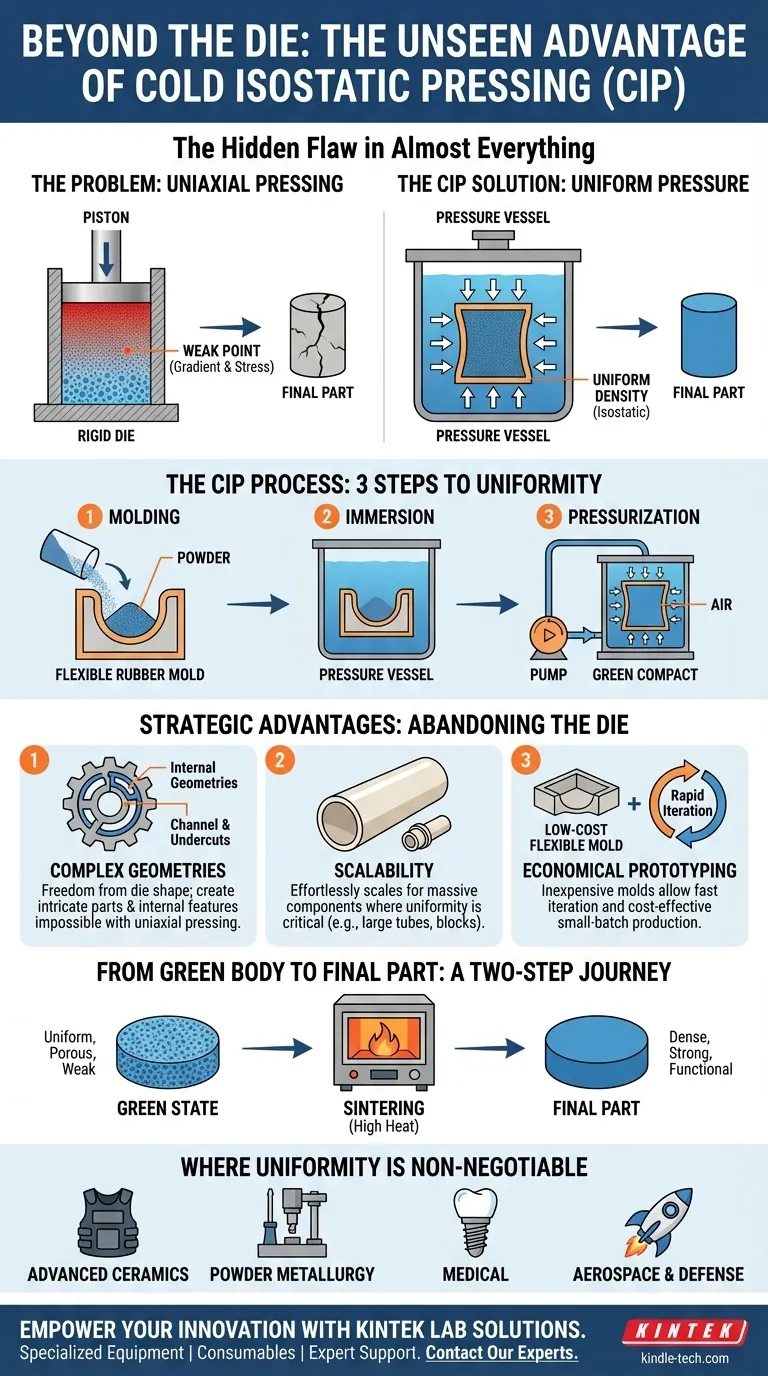
Quando si pressa una polvere da una sola direzione – il metodo assiale standard – si crea un gradiente. La parte superiore è densa, quella inferiore meno. Questo stress interno è un conto alla rovescia, un punto di cedimento intrinseco.
La Pressatura Isostatica a Freddo (CIP) è stata sviluppata per risolvere questo problema fondamentale. Non si limita a pressare un materiale; lo circonda e lo consolida, eliminando i punti deboli prima ancora che vengano creati.
La Fisica dell'Uniformità: Una Lezione dall'Oceano Profondo
Il principio alla base della CIP è disarmante nella sua semplicità. Scambia la forza bruta di un pistone con l'elegante e ineludibile pressione di un liquido.
Immagina un oggetto che affonda nell'oceano. La pressione non proviene solo dall'alto; proviene da ogni direzione in egual misura. Questa è l'essenza della pressione "isostatica".
Il Processo in Pratica
L'esecuzione è altrettanto elegante.
- Stampaggio: Una polvere grezza – che si tratti di ceramica avanzata, metallo o un composito – viene caricata in uno stampo flessibile sigillato, realizzato in gomma o uretano.
- Immersione: Questo stampo viene immerso in un recipiente a pressione riempito di liquido, tipicamente acqua o olio.
- Pressurizzazione: Una pompa aumenta la pressione del liquido, che viene trasmessa perfettamente e uniformemente a ogni superficie dello stampo flessibile. Le particelle di polvere vengono forzate insieme, espellendo aria e formando una massa solida.
Il risultato è un compattato "verde". Non è il prodotto finale, ma è un intermedio perfetto: un oggetto solido con densità virtualmente uniforme in tutta la sua struttura.
I Compromessi Strategici: Quando Abbandonare lo Stampo
La scelta di un processo produttivo è un esercizio di gestione dei vincoli. La pressatura tradizionale con stampo è veloce e precisa per la produzione ad alto volume di forme semplici. Ma la sua rigidità crea tre distinti problemi che la CIP risolve elegantemente.
1. La Tirannia della Semplicità Geometrica
Uno stampo in acciaio duro può creare solo ciò che la sua forma consente. Fatica con sottosquadri, cavità interne o geometrie altamente complesse.
La CIP utilizza uno stampo flessibile. Questa libertà consente la formazione di parti intricate – come componenti con canali di raffreddamento interni o design asimmetrici – che sono fisicamente impossibili da produrre con la pressatura assiale.
2. La Barriera della Scala
Le forze richieste per la pressatura assiale crescono esponenzialmente con le dimensioni della parte. La produzione di componenti molto grandi richiede presse impossibilmente grandi e potenti.
Poiché la CIP applica pressione tramite un liquido, scala senza sforzo. È il metodo di riferimento per la produzione di grandi tubi ceramici, blocchi refrattari e altri componenti massicci dove l'uniformità è critica.
3. L'Economia della Prototipazione
La lavorazione di uno stampo in acciaio temprato è costosa e richiede tempo. Questo costo è giustificabile solo con enormi tirature produttive.
Per la prototipazione, la ricerca e sviluppo o la produzione in piccoli lotti, la CIP è enormemente più conveniente. Gli stampi flessibili sono economici da creare, consentendo a ingegneri e scienziati di iterare rapidamente senza un investimento iniziale proibitivo.
Dal Corpo Verde al Pezzo Finito: Un Viaggio in Due Fasi
È fondamentale comprendere che la CIP non è la fine della storia. Il compattato "verde" che produce ha resistenza alla manipolazione, ma non ha ancora raggiunto le sue proprietà finali del materiale.
- Lo Stato "Verde": Questa parte intermedia è una disposizione uniformemente densa di particelle di polvere. È ancora porosa e manca della durezza o della resistenza per la sua applicazione finale.
- L'Imperativo della Sinterizzazione: Per ottenere la densità e la resistenza finali, il compattato verde deve essere sinterizzato – un trattamento termico ad alta temperatura che fonde le particelle insieme.
Questo processo in due fasi significa che la tolleranza dimensionale finale deve tenere conto del restringimento durante la sinterizzazione. Il dono della CIP non è la precisione perfetta della forma finale; è un punto di partenza perfetto per creare una parte finale impeccabile.
Dove l'Uniformità è Non Negoziabile
Le applicazioni per la CIP esistono dove l'integrità del materiale non può essere compromessa.
| Verticale Industriale | Esempio di Applicazione | Perché la CIP è Essenziale |
|---|---|---|
| Ceramiche Avanzate | Parti di usura in carburo di silicio, giubbotti antiproiettile | Elimina i vuoti di densità che potrebbero portare a un cedimento catastrofico sotto stress. |
| Metallurgia delle Polveri | Semilavorati in acciaio per utensili, utensili di formatura in carburo | Garantisce un'usura uniforme e una maggiore durata dell'utensile rimuovendo i punti deboli. |
| Medico | Impianti dentali in zirconia, articolazioni artificiali in ceramica | Garantisce la biocompatibilità e l'integrità strutturale richieste per l'uso all'interno del corpo. |
| Aerospaziale e Difesa | Grafite isotropa, componenti in metallo refrattario | Produce parti grandi e complesse con proprietà termiche/meccaniche prevedibili e uniformi. |
Lo Strumento Giusto per il Problema Giusto
La Pressatura Isostatica a Freddo non è un sostituto di tutti gli altri metodi di compattazione. È uno strumento specializzato per risolvere problemi specifici, spesso difficili.
La scegli quando l'uniformità è più importante della velocità pura. La scegli quando la complessità geometrica o la grande scala rendono gli stampi tradizionali impraticabili. E la scegli quando l'economia della produzione a basso volume richiede un approccio più intelligente.
Per i laboratori di ricerca e i team di sviluppo che spingono i confini della scienza dei materiali, padroneggiare questi processi è fondamentale. Che tu stia creando prototipi da nuove polveri ceramiche o sviluppando componenti ad alte prestazioni in piccoli lotti, avere l'attrezzatura di laboratorio giusta è cruciale. Noi di KINTEK forniamo le attrezzature di laboratorio specializzate e i materiali di consumo che potenziano questa innovazione.
Se stai affrontando sfide con l'uniformità dei materiali, geometrie complesse o prototipazione conveniente, possiamo aiutarti a trovare la soluzione giusta. Contatta i Nostri Esperti
Guida Visiva
Prodotti correlati
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Pressa Isostatica a Freddo Elettrica da Laboratorio CIP per Pressatura Isostatica a Freddo
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
Articoli correlati
- Il Prezzo dell'Uniformità: Una Guida Strategica ai Costi delle Presse Isostatiche a Freddo
- Informazioni sulla pressatura isostatica a freddo della ceramica di zirconio
- Capire la pressatura isostatica: Tecniche a freddo e a caldo
- Aspetti tecnici della pressatura isostatica a freddo
- La pressatura isostatica a freddo: una svolta nella scienza dei materiali












