Nella sua essenza, la Pressatura Isostatica a Caldo (HIP) è un processo di ingegneria dei materiali che utilizza una combinazione di alta temperatura e gas ad alta pressione uniforme per migliorare le proprietà di un materiale. Funziona applicando questa pressione in modo uguale da tutte le direzioni (isostaticamente) per collassare ed eliminare i vuoti interni, la porosità e i difetti microscopici all'interno di un pezzo solido o di una polvere compattata.
L'intuizione cruciale è che l'HIP non è semplicemente un processo di formatura; è un processo di "guarigione". Riprogetta fondamentalmente un materiale dall'interno verso l'esterno, rimuovendo i difetti nascosti per raggiungere un livello di densità e integrità strutturale spesso irraggiungibile con altri metodi di produzione.

Come funziona fondamentalmente il processo HIP
Per comprendere il valore dell'HIP, è essenziale cogliere i principi alla base del suo funzionamento. Il processo si svolge interamente all'interno di un recipiente sigillato ad alta pressione contenente una fornace specializzata.
Il Principio della Pressione Isostatica
La parte "isostatica" è fondamentale. A differenza di una pressa meccanica che applica forza da una o due direzioni, l'HIP utilizza un gas inerte pressurizzato, tipicamente argon, per esercitare una pressione uniforme sul componente da ogni angolo concepibile.
Pensala come l'immersione di un oggetto in profondità nell'oceano. La pressione dell'acqua è uguale su tutte le superfici. Ciò assicura che i vuoti interni si chiudano senza distorcere la forma complessiva del pezzo.
Il Ruolo dell'Alta Temperatura
La pressione da sola non è sufficiente. L'alta temperatura, controllata dalla fornace interna, porta il materiale a uno stato in cui diventa morbido e malleabile, ben al di sotto del suo punto di fusione.
Questa temperatura elevata consente agli atomi all'interno del materiale di muoversi, un processo noto come diffusione. Rende il materiale sufficientemente plastico affinché l'immensa pressione esterna possa collassare efficacemente eventuali spazi vuoti interni.
Il Ciclo Passo-Passo
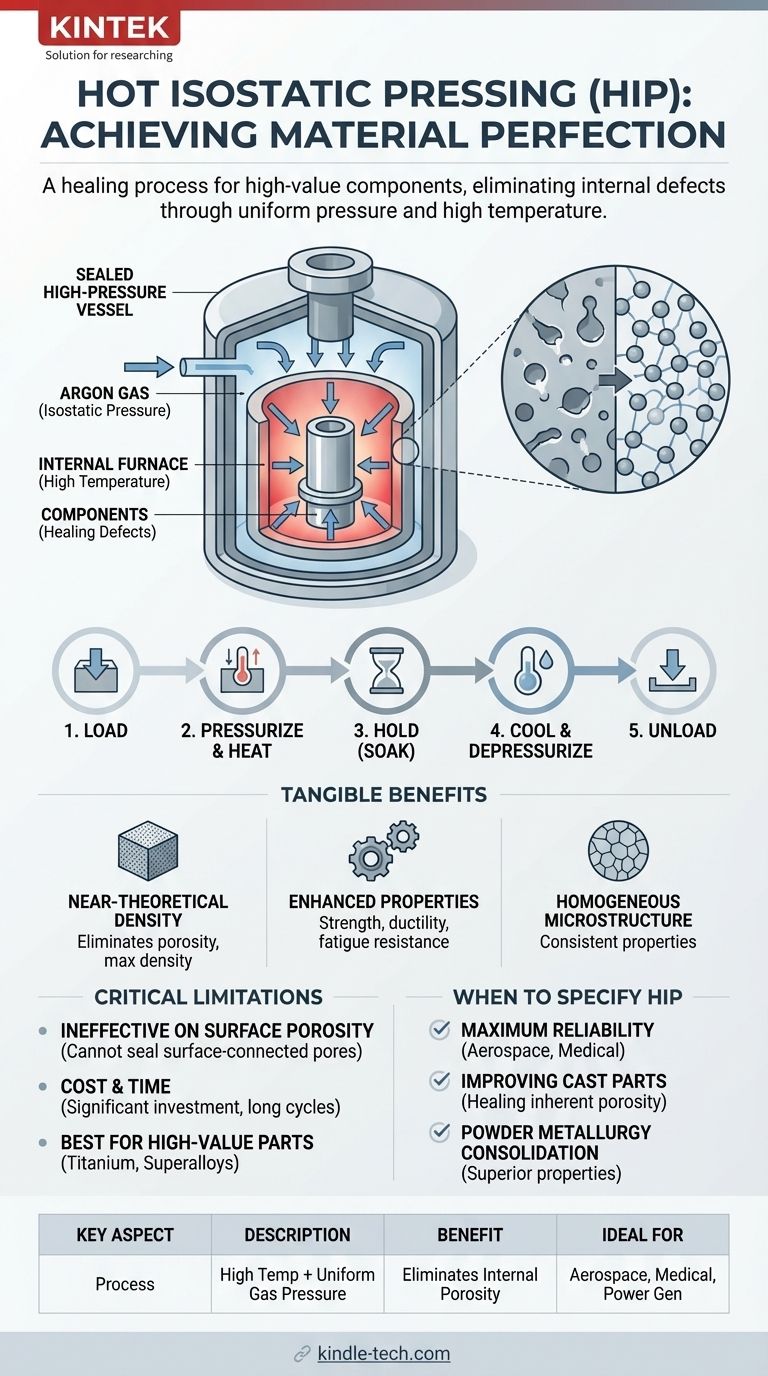
Un tipico ciclo HIP segue una sequenza precisa e controllata:
- Caricamento: I componenti vengono caricati nella fornace, che viene poi posizionata all'interno del recipiente a pressione.
- Pressurizzazione e Riscaldamento: Il recipiente viene sigillato e il gas inerte viene pompato all'interno mentre la fornace si riscalda. Pressione e temperatura aumentano simultaneamente.
- Mantenimento (Ammollo): Il recipiente viene mantenuto a una temperatura e pressione target specifiche per una durata prestabilita, spesso della durata di diverse ore. Durante questa fase, i vuoti interni collassano e le superfici diffondono il legame, sanando i difetti.
- Raffreddamento e Decompressione: I componenti vengono raffreddati all'interno del recipiente. Questa può talvolta essere una fase di raffreddamento rapido per fungere da trattamento termico di tempra. Successivamente, il gas viene rilasciato, spesso per essere pulito e riciclato.
- Scarico: La fornace viene rimossa dal recipiente e i componenti densificati e rinforzati vengono scaricati.
I Benefici Tangibili del Trattamento HIP
L'applicazione di questo processo produce miglioramenti significativi e misurabili nella qualità del materiale, influenzando direttamente le prestazioni e l'affidabilità.
Raggiungere la Densità Quasi Teorica
L'obiettivo principale e il risultato dell'HIP è l'eliminazione della porosità interna. Ciò consente al materiale di raggiungere quasi il 100% della sua massima densità teorica, il che è fondamentale per le applicazioni ad alte prestazioni.
Proprietà Meccaniche Migliorate
Rimuovendo i difetti microscopici che agiscono come punti di concentrazione delle sollecitazioni, l'HIP migliora drasticamente le proprietà meccaniche di un materiale. Ciò include aumenti di resistenza, duttilità, resistenza alla fatica e durata complessiva.
Creazione di Microstrutture Omogenee
Il processo è particolarmente efficace nella metallurgia delle polveri, dove trasforma polveri metalliche compattate in un solido completamente denso. Crea una microstruttura a grana fine e uniforme (omogenea), garantendo che le proprietà del materiale siano coerenti e prevedibili in tutto il pezzo.
Comprendere i Limiti Critici
Sebbene potente, l'HIP non è una soluzione universale. Comprendere i suoi compromessi è fondamentale per prendere decisioni ingegneristiche informate.
Inefficacia sulla Porosità Superficiale
L'HIP può eliminare solo vuoti interni, sigillati. Non può riparare la porosità che è connessa alla superficie del pezzo.
La ragione è semplice: il gas pressurizzato riempie il poro connesso alla superficie, creando una pressione uguale all'interno e all'esterno del difetto. Senza un differenziale di pressione, non c'è forza per farlo collassare.
Idoneità del Materiale e dell'Applicazione
Sebbene il processo possa essere applicato a quasi tutti i materiali, il suo costo e i lunghi tempi di ciclo (spesso 8-12 ore) lo rendono più adatto per componenti di alto valore. È comunemente utilizzato per materiali difficili da fondere senza difetti, come leghe di titanio, superleghe e acciai inossidabili.
Costo del Processo
Le apparecchiature HIP rappresentano un investimento di capitale significativo e i lunghi tempi di ciclo lo rendono un processo a lotti relativamente costoso. Pertanto, è riservato ad applicazioni in cui le prestazioni e l'affidabilità migliorate giustificano il costo aggiuntivo.
Quando Specificare la Pressatura Isostatica a Caldo
La decisione di utilizzare l'HIP dovrebbe essere direttamente collegata ai requisiti di prestazione finali del componente.
- Se il tuo obiettivo principale è la massima affidabilità in componenti critici: Utilizza l'HIP per eliminare i difetti interni nascosti in pezzi per l'aerospaziale, gli impianti medici o la produzione di energia dove il cedimento non è un'opzione.
- Se il tuo obiettivo principale è migliorare le proprietà dei pezzi fusi: Applica l'HIP come fase secondaria per sanare la porosità intrinseca nelle fusioni complesse, aumentandone drasticamente la resistenza e la vita a fatica.
- Se il tuo obiettivo principale è creare pezzi completamente densi da polveri metalliche: Specifica l'HIP come metodo di consolidamento nel tuo processo di metallurgia delle polveri per ottenere proprietà superiori a quelle ottenute per fusione o forgiatura.
In definitiva, la Pressatura Isostatica a Caldo è lo strumento definitivo per raggiungere la perfezione del materiale quando le prestazioni e l'affidabilità non possono essere compromesse.
Tabella Riassuntiva:
| Aspetto Chiave | Descrizione |
|---|---|
| Processo | Alta temperatura + pressione del gas uniforme applicata da tutte le direzioni. |
| Beneficio Principale | Elimina la porosità interna, raggiungendo una densità quasi teorica. |
| Miglioramenti Chiave | Resistenza, duttilità, resistenza alla fatica e durata migliorate. |
| Ideale Per | Componenti di alto valore nell'aerospaziale, nel medicale e nella produzione di energia. |
| Limitazione | Non può riparare la porosità connessa alla superficie. |
Pronto a eliminare i difetti interni e a raggiungere la perfezione del materiale nei tuoi componenti?
KINTEK è specializzata in soluzioni avanzate di trattamento termico, inclusa la Pressatura Isostatica a Caldo (HIP), per aiutarti a migliorare l'affidabilità e le prestazioni dei tuoi componenti critici. Sia che tu stia lavorando con leghe di titanio, superleghe o fusioni complesse, la nostra esperienza assicura che i tuoi materiali soddisfino gli standard più elevati per applicazioni esigenti nei settori aerospaziale, medicale ed energetico.
Contatta oggi i nostri esperti per discutere come l'HIP può trasformare le proprietà dei tuoi materiali e garantire che il cedimento non sia un'opzione per i tuoi componenti.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Stampi per pressatura isostatica per laboratorio
Domande frequenti
- A cosa serve una pressa isostatica? Ottenere densità uniforme ed eliminare i difetti
- Perché le presse isostatiche a caldo (WIP) sono necessarie per le batterie a stato solido? Raggiungere un contatto a livello atomico
- Qual è il processo di pressatura isostatica? Ottenere densità uniforme e forme complesse
- Qual è la temperatura di una pressa isostatica a caldo? Ottieni una densificazione ottimale per i tuoi materiali
- Quanto dura la pressatura isostatica a caldo? Svelare le variabili che controllano il tempo ciclo

















