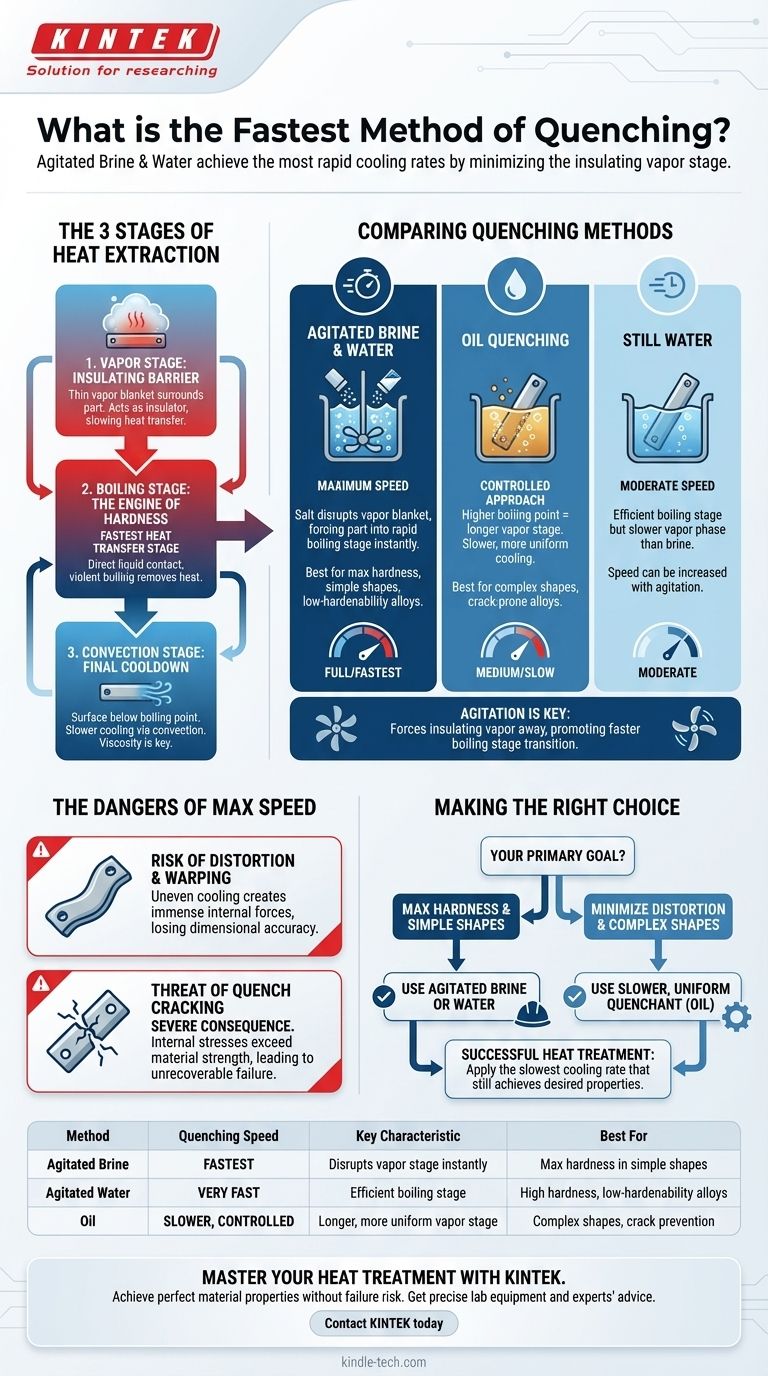
In pratica, il metodo di tempra più veloce è tipicamente la salamoia agitata (acqua salata), seguita da vicino dall'acqua agitata. Questi metodi sono progettati per estrarre il calore alla velocità più rapida possibile interrompendo aggressivamente lo stadio di vapore iniziale, a raffreddamento lento, che isola il componente caldo.
La vera misura della velocità di tempra non è il mezzo temprante stesso, ma la sua capacità di far passare un componente attraverso lo stadio di vapore lento e isolante e nello stadio di ebollizione estremamente rapido il più velocemente possibile. I metodi più veloci sono semplicemente i più efficaci nel raggiungere questa transizione.

I Tre Stadi di Estrazione del Calore
Per comprendere la velocità di tempra, è necessario prima comprendere le tre distinte fasi di trasferimento del calore che si verificano quando una parte calda incontra un liquido freddo. La durata e l'intensità di ogni stadio determinano il risultato finale.
Lo Stadio di Vapore: Una Barriera Isolante
Quando il componente caldo viene immerso per la prima volta, il liquido che tocca la sua superficie vaporizza istantaneamente.
Questo crea una sottile, stabile coperta di vapore che circonda completamente la parte. Questa coperta di vapore agisce come un isolante, rallentando drasticamente il trasferimento di calore e il raffreddamento.
Lo Stadio di Ebollizione: Il Motore della Durezza
Quando la temperatura superficiale scende leggermente, la coperta di vapore diventa instabile e collassa.
Questo avvia lo stadio di ebollizione nucleata, dove il liquido entra in contatto diretto con il componente, bolle violentemente e viene allontanato, permettendo al liquido più freddo di affluire. Questo è di gran lunga lo stadio più veloce di trasferimento del calore.
Lo Stadio di Convezione: Il Raffreddamento Finale
Una volta che la temperatura superficiale del componente scende al di sotto del punto di ebollizione del mezzo temprante, l'ebollizione si ferma.
Il raffreddamento continua a una velocità molto più lenta attraverso la convezione, dove il calore si sposta semplicemente dalla parte più calda al liquido più freddo. La viscosità del mezzo temprante è il fattore primario che controlla la velocità in questo stadio finale.
Confronto tra i Comuni Metodi di Tempra
Diversi mezzi e tecniche di tempra sono progettati per manipolare questi tre stadi al fine di ottenere una velocità di raffreddamento desiderata. I metodi "più veloci" sono quelli che accorciano o eliminano lo stadio di vapore isolante.
Acqua e Salamoia: Massima Velocità
L'acqua fornisce una tempra molto rapida perché il suo stadio di ebollizione è estremamente efficiente nel rimuovere il calore.
L'aggiunta di sale per creare la salamoia rende la tempra ancora più veloce. I cristalli di sale si nucleano sulla superficie calda, interrompendo la formazione della coperta di vapore e costringendo la parte a entrare nello stadio di ebollizione rapida quasi immediatamente.
Olio: Un Approccio Più Controllato
Gli oli hanno un punto di ebollizione molto più alto dell'acqua. Ciò si traduce in uno stadio di vapore iniziale più lungo e stabile.
Sebbene la velocità di raffreddamento complessiva sia più lenta e meno severa dell'acqua, è anche più uniforme. Questo rende l'olio una scelta migliore per forme complesse o leghe soggette a fessurazione.
Il Ruolo dell'Agitazione: Rompere la Barriera
Agitare il mezzo temprante – sia mescolando, pompando o muovendo la parte – è una tecnica critica per aumentare la velocità di raffreddamento.
L'agitazione allontana fisicamente la coperta di vapore isolante dalla superficie del componente, promuovendo una transizione più rapida nello stadio di ebollizione altamente efficiente. Un olio agitato può essere più veloce dell'acqua ferma in alcune circostanze.
I Pericoli della Massima Velocità
Perseguire la tempra più veloce possibile senza comprenderne le conseguenze è un errore comune e costoso. Il raffreddamento più rapido è anche il più severo, introducendo rischi significativi.
Il Rischio di Distorsione e Deformazione
Quando un componente si raffredda a una velocità estrema, sezioni diverse si raffreddano in modo non uniforme. La superficie si raffredda molto più velocemente del nucleo.
Questa differenza di temperatura crea immense forze interne che possono causare la deformazione, la piegatura o la perdita della necessaria precisione dimensionale della parte.
La Minaccia della Criccatura da Tempra
La criccatura da tempra è la conseguenza più grave di una velocità di raffreddamento eccessiva.
Se le sollecitazioni interne causate da un raffreddamento non uniforme superano la resistenza ultima del materiale (specialmente nel suo stato appena indurito e fragile), il componente si creperà. Questo è un fallimento irrecuperabile.
Scegliere la Scelta Giusta per il Tuo Obiettivo
Il metodo di tempra ottimale non è il più veloce, ma quello che raggiunge le proprietà metallurgiche desiderate senza causare guasti. Deve essere abbinato alla temprabilità del materiale e alla geometria della parte.
- Se il tuo obiettivo principale è ottenere la massima durezza in una forma semplice o in una lega a bassa temprabilità: La salamoia o l'acqua agitata sono la scelta più efficace.
- Se il tuo obiettivo principale è minimizzare la distorsione ed evitare crepe in una forma complessa o in una lega ad alta temprabilità: Un mezzo temprante più lento e meno severo come l'olio è il percorso più sicuro e appropriato.
In definitiva, un trattamento termico di successo dipende dall'applicazione della velocità di raffreddamento più lenta che consentirà comunque di ottenere le proprietà del materiale necessarie per la tua specifica applicazione.
Tabella Riepilogativa:
| Metodo | Velocità di Tempra | Caratteristica Chiave | Ideale Per |
|---|---|---|---|
| Salamoia Agitata | Più Veloce | Interrompe istantaneamente lo stadio di vapore | Massima durezza in forme semplici |
| Acqua Agitata | Molto Veloce | Stadio di ebollizione efficiente | Alta durezza, leghe a bassa temprabilità |
| Olio | Più Lento, Controllato | Stadio di vapore più lungo e uniforme | Forme complesse, prevenzione delle crepe |
Ottieni proprietà del materiale perfette senza il rischio di guasti.
Scegliere il giusto metodo di tempra è fondamentale per il successo del tuo processo di trattamento termico. La scelta sbagliata può portare a componenti incrinati, deformati e a costosi ritardi di produzione.
KINTEK è specializzata nella fornitura delle precise attrezzature da laboratorio e dei materiali di consumo di cui hai bisogno per padroneggiare i tuoi processi di trattamento termico. La nostra esperienza ti assicura di poter raggiungere la durezza e l'integrità del materiale desiderate per la tua specifica applicazione, sia che tu stia lavorando con geometrie semplici o complesse.
Lascia che i nostri esperti ti aiutino a ottimizzare il tuo processo di tempra. Contatta KINTEK oggi per una consulenza su misura per le esigenze del tuo laboratorio.
Guida Visiva