Il rapporto di compressione di una matrice per pellettatrice è un calcolo critico che definisce la relazione tra la lunghezza effettiva del foro della matrice e il suo diametro. Questo rapporto non è un singolo numero per la macchina stessa, ma una proprietà specifica della piastra matrice intercambiabile. Determina la quantità di pressione, attrito e tempo a cui un materiale grezzo è sottoposto durante la compressione, il che controlla direttamente la qualità e la densità dei pellet finali.
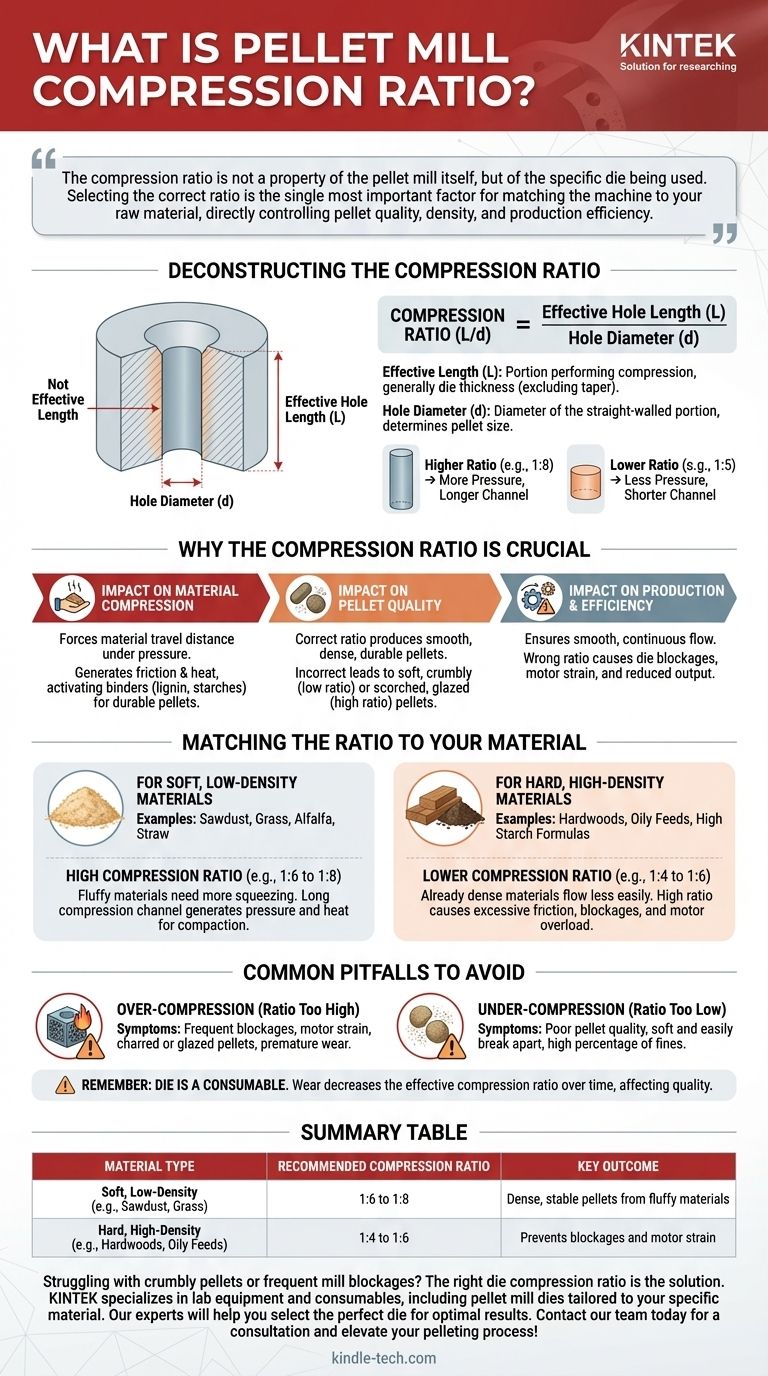
Il rapporto di compressione non è una proprietà della pellettatrice stessa, ma della specifica matrice utilizzata. La selezione del rapporto corretto è il fattore più importante per abbinare la macchina al tuo materiale grezzo, controllando direttamente la qualità, la densità e l'efficienza di produzione dei pellet.
Decostruire il rapporto di compressione
Per utilizzare efficacemente una pellettatrice, devi prima comprendere i due componenti che costituiscono la sua specifica più importante.
La formula fondamentale
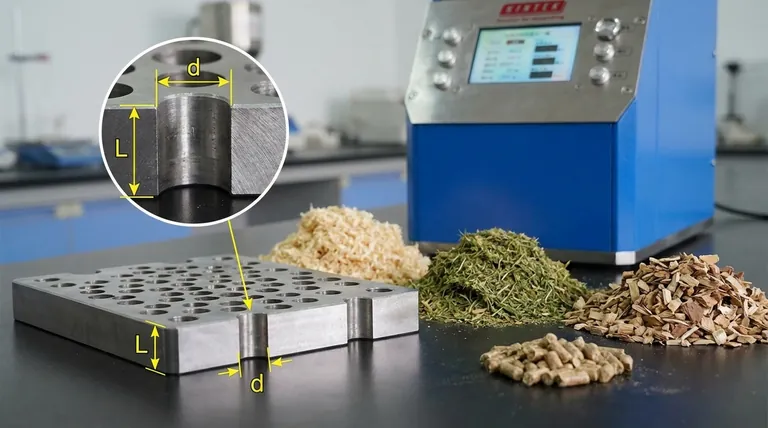
Il rapporto di compressione è calcolato con una semplice formula: Rapporto di Compressione (L/d) = Lunghezza Effettiva del Foro (L) / Diametro del Foro (d).
Un rapporto più alto (ad esempio, 1:8) significa che il canale di compressione è lungo rispetto alla sua larghezza, creando maggiore pressione. Un rapporto più basso (ad esempio, 1:5) indica un canale più corto, con conseguente minore pressione.
Cos'è la 'Lunghezza Effettiva' (L)?
La lunghezza effettiva è la porzione del foro della matrice che esegue la compressione vera e propria. Generalmente è lo spessore della matrice piana.
Alcune matrici hanno una svasatura o una conicità all'ingresso del foro per aiutare a guidare il materiale. La lunghezza effettiva non include questa porzione conica.
Cos'è il 'Diametro del Foro' (d)?
Questo è il diametro diretto della porzione a parete dritta del foro della matrice.
Questa misura corrisponde direttamente al diametro finale del pellet che intendi produrre. Come notato, una singola macchina può utilizzare più matrici per creare pellet di varie dimensioni.
Perché il rapporto di compressione è cruciale
L'intero successo dell'operazione di pellettizzazione dipende dalla scelta di una matrice con il rapporto di compressione corretto per il materiale specifico da lavorare.
Impatto sulla compressione del materiale
Un elevato rapporto di compressione costringe il materiale a percorrere una distanza maggiore sotto immensa pressione. Ciò genera un attrito e un calore significativi.
Questo calore è essenziale per attivare leganti naturali come la lignina nel legno o gelatinizzare gli amidi nei mangimi animali, il che aiuta a formare un pellet durevole e denso.
Impatto sulla qualità del pellet
Il rapporto corretto produce pellet lisci, densi e durevoli.
Un rapporto errato si traduce in una scarsa qualità. Se il rapporto è troppo basso, i pellet saranno morbidi, friabili e polverosi. Se è troppo alto, i pellet potrebbero essere bruciati o "vetrificati" a causa di calore e attrito eccessivi.
Impatto sulla produzione e sull'efficienza
L'abbinamento del rapporto al materiale garantisce un flusso regolare e continuo.
L'uso di un rapporto sbagliato porta a problemi operativi. Un rapporto troppo alto per un materiale causerà blocchi nella matrice, metterà a dura prova il motore e ridurrà drasticamente la produzione.
Abbinare il rapporto al tuo materiale
Diversi tipi di materia prima richiedono rapporti di compressione molto diversi per una pellettizzazione di successo. Il principio fondamentale è semplice: i materiali soffici necessitano di maggiore compressione, mentre i materiali densi ne necessitano di meno.
Per materiali morbidi e a bassa densità
Materiali come segatura, erba, erba medica e paglia sono soffici e resistono alla compressione. Richiedono un elevato rapporto di compressione (ad esempio, da 1:6 a 1:8).
Il lungo canale di compressione è necessario per generare sufficiente pressione e calore per compattare il materiale in un pellet denso e stabile.
Per materiali duri e ad alta densità
Materiali come i legni duri o formule con alto contenuto di olio o amido sono già densi e scorrono meno facilmente. Richiedono un rapporto di compressione inferiore (ad esempio, da 1:4 a 1:6).
L'uso di un rapporto elevato su questi materiali creerebbe un attrito eccessivo, portando a blocchi, sovraccarico del motore e potenziali danni alla matrice e ai rulli.
Errori comuni da evitare
Gli errori nella scelta di una matrice sono comuni e portano a frustrazione e scarsi risultati. Comprendere questi errori è fondamentale per risolvere i problemi del tuo processo.
Sovra-compressione: un errore frequente
Ciò si verifica quando il rapporto di compressione è troppo alto per il materiale.
I sintomi includono frequenti blocchi della matrice, il motore che si sforza o si spegne, e i pellet che emergono carbonizzati o con una superficie lucida e vetrificata. Ciò causa anche un'usura prematura della matrice e dei rulli.
Sotto-compressione: la causa della scarsa qualità
Ciò si verifica quando il rapporto di compressione è troppo basso per il materiale.
Il sintomo principale è la scarsa qualità del pellet. I pellet saranno morbidi, si romperanno facilmente e la produzione finale conterrà un'alta percentuale di polvere non pellettizzata o "fini".
Dimenticare che la matrice è un consumabile
La matrice è una parte soggetta ad usura. Nel tempo, l'interno dei fori si consumerà, aumentando leggermente il loro diametro.
Questa usura graduale diminuisce lentamente il rapporto di compressione effettivo, il che può portare a un calo della qualità del pellet durante la vita della matrice.
Selezione della matrice giusta per la tua applicazione
La scelta della matrice dovrebbe sempre essere guidata dalle caratteristiche specifiche della tua materia prima. Spesso è necessario testare piccole quantità con diverse matrici per trovare il rapporto ottimale.
- Se il tuo obiettivo principale è la lavorazione di legni teneri, erbe o paglia agricola: Avrai bisogno di una matrice con un elevato rapporto di compressione (ad esempio, da 1:6 a 1:8) per ottenere la densità adeguata.
- Se il tuo obiettivo principale è la lavorazione di legni duri densi o materiali difficili: Dovresti selezionare una matrice con un rapporto di compressione inferiore (ad esempio, da 1:4 a 1:6) per prevenire blocchi e ridurre lo sforzo della macchina.
- Se stai riscontrando alti livelli di polvere o pellet friabili: Il tuo attuale rapporto di compressione è probabilmente troppo basso per il tuo materiale e non sta generando abbastanza pressione.
- Se la tua pellettatrice si blocca frequentemente o il motore si sovraccarica: Il tuo rapporto di compressione è quasi certamente troppo alto, creando attrito e resistenza eccessivi.
Comprendere e padroneggiare il rapporto di compressione trasforma la pellettizzazione da un processo di tentativi ed errori in un'operazione prevedibile ed efficiente.
Tabella riassuntiva:
| Tipo di Materiale | Rapporto di Compressione Raccomandato | Risultato Chiave |
|---|---|---|
| Morbido, a Bassa Densità (es. Segatura, Erba) | da 1:6 a 1:8 | Pellet densi e stabili da materiali soffici |
| Duro, ad Alta Densità (es. Legni Duri, Mangimi Oleosi) | da 1:4 a 1:6 | Previene blocchi e sforzo del motore |
Stai lottando con pellet friabili o frequenti blocchi della macchina? Il giusto rapporto di compressione della matrice è la soluzione. KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, comprese le matrici per pellettatrici su misura per il tuo materiale specifico, dalla biomassa e mangimi ai prodotti farmaceutici. I nostri esperti ti aiuteranno a selezionare la matrice perfetta per ottenere densità, durata ed efficienza di produzione ottimali dei pellet. Contatta il nostro team oggi stesso per una consulenza e migliora il tuo processo di pellettizzazione!
Guida Visiva
Prodotti correlati
- Pressa per pastiglie di polvere per anello in plastica per laboratorio XRF & KBR per FTIR
- Pressa da banco per anelli in acciaio XRF & KBR per pellet di polvere per FTIR
- Pressa ad Anello per Applicazioni di Laboratorio
- Pressa Idraulica Automatica per Pellet da Laboratorio per Uso Scientifico
- pressa per pellet kbr 2t
Domande frequenti
- Qual è il metodo di campionamento XRF? Ottenere un'analisi elementare accurata con una corretta preparazione del campione
- Qual è lo scopo dell'utilizzo di uno stampo per la pressatura di pellet nella preparazione di campioni di prova per catalizzatori? Garantire la coerenza dei dati
- Cos'è il metodo della pastiglia pressata XRF? Una guida rapida ed economica alla preparazione dei campioni
- Perché si utilizza una pressa per pastiglie da laboratorio prima della pirolisi? Ottimizza il trasferimento di calore e la consistenza nella sintesi del carbonio poroso
- Qual è lo scopo dell'uso del bromuro di potassio KBr nella misurazione FTIR? Ottenere un'analisi chiara e accurata di campioni solidi






