La frequenza migliore per il riscaldamento a induzione non è un valore unico; è determinata interamente dal tuo obiettivo specifico per il materiale. Il principio fondamentale è che la frequenza controlla quanto in profondità il calore penetra un pezzo da lavorare. Le alte frequenze creano calore superficiale poco profondo, mentre le basse frequenze penetrano molto più in profondità.
La decisione centrale nel riscaldamento a induzione ruota attorno a un unico compromesso: frequenze più elevate concentrano il calore sulla superficie per attività come la tempra superficiale, mentre frequenze più basse spingono il calore più in profondità nel pezzo per processi come la forgiatura o la tempra profonda di componenti di grandi dimensioni.

Il principio fondamentale: frequenza e profondità del calore
Per selezionare la frequenza corretta, devi prima capire come essa detta il comportamento del processo di riscaldamento. Questo è governato da un fenomeno noto come "effetto pelle".
Come funziona il riscaldamento a induzione
Il riscaldamento a induzione utilizza un potente campo magnetico alternato per indurre correnti elettriche, chiamate correnti parassite (o correnti di Foucault), all'interno di un pezzo conduttivo. La resistenza naturale del materiale al flusso di queste correnti genera calore preciso e rapido senza alcun contatto fisico.
L'"Effetto Pelle": perché la frequenza è importante
La frequenza della corrente alternata è la variabile critica. All'aumentare della frequenza, le correnti parassite indotte sono costrette a fluire in uno strato più sottile vicino alla superficie del pezzo. Questo è chiamato effetto pelle.
Questa relazione ti dà un controllo diretto sul profilo di riscaldamento. Selezionando una frequenza, stai anche selezionando la profondità di penetrazione del calore.
Alta frequenza per il riscaldamento superficiale
Il riscaldamento a induzione ad alta frequenza opera tipicamente nell'intervallo da 100 kHz a 500 kHz. A causa del forte effetto pelle a queste frequenze, il calore viene generato in uno strato molto sottile sulla superficie del materiale.
Ciò lo rende ideale per applicazioni che richiedono una superficie dura e resistente all'usura, lasciando il nucleo del componente morbido e duttile.
Frequenza media per una penetrazione più profonda
Il riscaldamento a frequenza media opera in un intervallo inferiore, generalmente tra 1 kHz e 10 kHz. La frequenza più bassa consente alle correnti indotte di viaggiare più in profondità nel pezzo da lavorare.
Ciò si traduce in una profondità di tempra effettiva di 2-10 mm o più, rendendolo adatto per il trattamento di pezzi più grandi come ingranaggi e alberi che richiedono uno strato temprato sostanziale, non solo un trattamento superficiale.
Fattori chiave che influenzano la tua scelta
Sebbene la profondità di riscaldamento desiderata sia il motore principale, è necessario considerare altri fattori per ottimizzare il processo.
Profondità di riscaldamento desiderata
Questa è la domanda più importante a cui rispondere. Stai eseguendo una tempra superficiale poco profonda su un albero piccolo, o hai bisogno di riscaldare un intero billetta per la forgiatura? La risposta ti indirizzerà immediatamente verso una frequenza alta o bassa.
Dimensioni e materiale del pezzo
La dimensione del pezzo da lavorare è cruciale. I pezzi grandi e spessi richiedono frequenze più basse per consentire all'energia di penetrare efficacemente fino al nucleo. Le proprietà elettriche e magnetiche specifiche del materiale influenzano anche l'efficienza con cui si accoppia con il campo magnetico a una data frequenza.
Requisiti di processo
Considera l'obiettivo di produzione generale. La velocità è la priorità? La tempra superficiale ad alta frequenza può essere estremamente veloce. L'uniformità è la priorità? Potrebbe essere necessario un calore di "messa in temperatura" a frequenza più bassa per garantire che un pezzo grande venga riscaldato uniformemente.
Comprendere i compromessi
La scelta di una frequenza comporta il bilanciamento di fattori in competizione. Una scelta errata può portare a un riscaldamento inefficiente o a pezzi danneggiati.
Efficienza vs. Controllo
Le frequenze più alte spesso trasferiscono energia nel pezzo più rapidamente, portando a tempi ciclo più rapidi. Tuttavia, questo rapido riscaldamento superficiale può essere difficile da controllare e potrebbe non essere adatto quando è richiesto un calore graduale e profondo.
Surriscaldamento della superficie
Una trappola comune è utilizzare una frequenza troppo alta per la profondità desiderata. Ciò farà sì che la superficie si riscaldi troppo rapidamente, potenzialmente fondendosi o compromettendosi ben prima che il nucleo abbia raggiunto la temperatura target.
Costo dell'attrezzatura
È necessario considerare anche il costo dell'attrezzatura di riscaldamento a induzione. Come notato nelle analisi dei processi, a volte è possibile che una macchina a media frequenza e maggiore potenza ottenga un risultato simile a una macchina ad alta frequenza e minore potenza, il che può influire sull'investimento iniziale.
Abbinare la frequenza al tuo obiettivo
La tua applicazione detta la frequenza ottimale. Non esiste un'opzione universalmente "migliore", solo lo strumento giusto per il lavoro.
- Se la tua attenzione principale è la tempra superficiale a strato sottile: Una frequenza elevata (oltre 100 kHz) è la scelta corretta per concentrare l'energia sulla superficie.
- Se la tua attenzione principale è la tempra profonda su pezzi grandi: Una frequenza media (1-10 kHz) fornirà la penetrazione di calore necessaria per uno strato temprato spesso e robusto.
- Se la tua attenzione principale è il riscaldamento completo per la forgiatura o la formatura: È necessaria una frequenza da bassa a media per garantire che l'intera sezione trasversale del pezzo raggiunga una temperatura uniforme.
Comprendendo la relazione diretta tra frequenza e profondità del calore, puoi selezionare con sicurezza il processo giusto per la tua applicazione specifica.
Tabella riassuntiva:
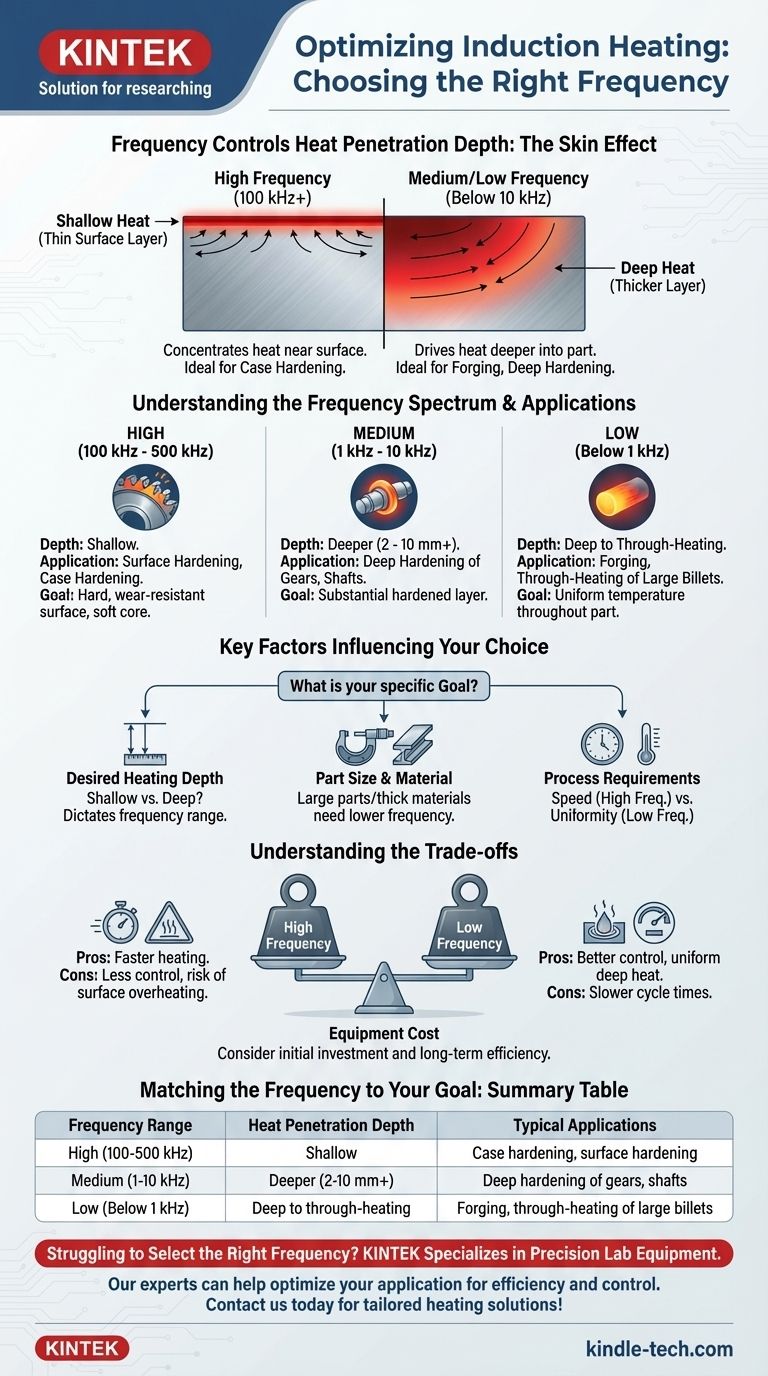
| Intervallo di frequenza | Profondità di penetrazione del calore | Applicazioni tipiche |
|---|---|---|
| Alta (100 kHz - 500 kHz) | Superficiale (strato superficiale sottile) | Tempra superficiale, tempra di superficie |
| Media (1 kHz - 10 kHz) | Più profonda (2 mm - 10 mm+) | Tempra profonda di ingranaggi, alberi |
| Bassa (sotto 1 kHz) | Profonda o riscaldamento completo | Forgiatura, riscaldamento completo di billette grandi |
Hai difficoltà a selezionare la frequenza giusta per il tuo processo di riscaldamento a induzione? KINTEK è specializzata in apparecchiature di laboratorio di precisione e materiali di consumo, fornendo soluzioni personalizzate per le sfide di riscaldamento del tuo laboratorio. I nostri esperti possono aiutarti a ottimizzare la tua applicazione per efficienza e controllo. Contattaci oggi per discutere le tue esigenze specifiche e ottenere risultati superiori con l'attrezzatura giusta!
Guida Visiva
Prodotti correlati
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Fornace a Induzione Sottovuoto su Scala di Laboratorio
- Pressa piana riscaldata a infrarossi
- Fornace a Idrogeno Inertee Controllato all'Azoto
- Pressa Idraulica Riscaldata da 24T 30T 60T con Piastre Riscaldanti per Pressa a Caldo da Laboratorio
Domande frequenti
- Quale ruolo svolge l'ambiente ad alto vuoto nella sinterizzazione di compositi grafite/alluminio? Ottimizza la tua adesione
- Qual è il valore applicativo di un forno a pressa calda sottovuoto? Sblocca ceramiche di carburo complesse ad alta densità
- Quali vantaggi offre un forno a pressa a caldo sottovuoto per gli elettroliti ceramici LSLBO? Raggiunge il 94% di densità relativa
- Quale ruolo gioca la pressione meccanica durante la brasatura per diffusione sotto vuoto di tungsteno e rame? Chiavi per un legame solido
- In che modo un forno a pressa calda sottovuoto contribuisce al processo di stampaggio dei compositi UHMWPE/nano-HAP?



















