
Il difetto nascosto
Immagina la pala di una turbina in un motore a reazione, che gira migliaia di volte al minuto a temperature che fonderebbero l'acciaio. O un impianto chirurgico progettato per supportare un'articolazione umana per decenni.
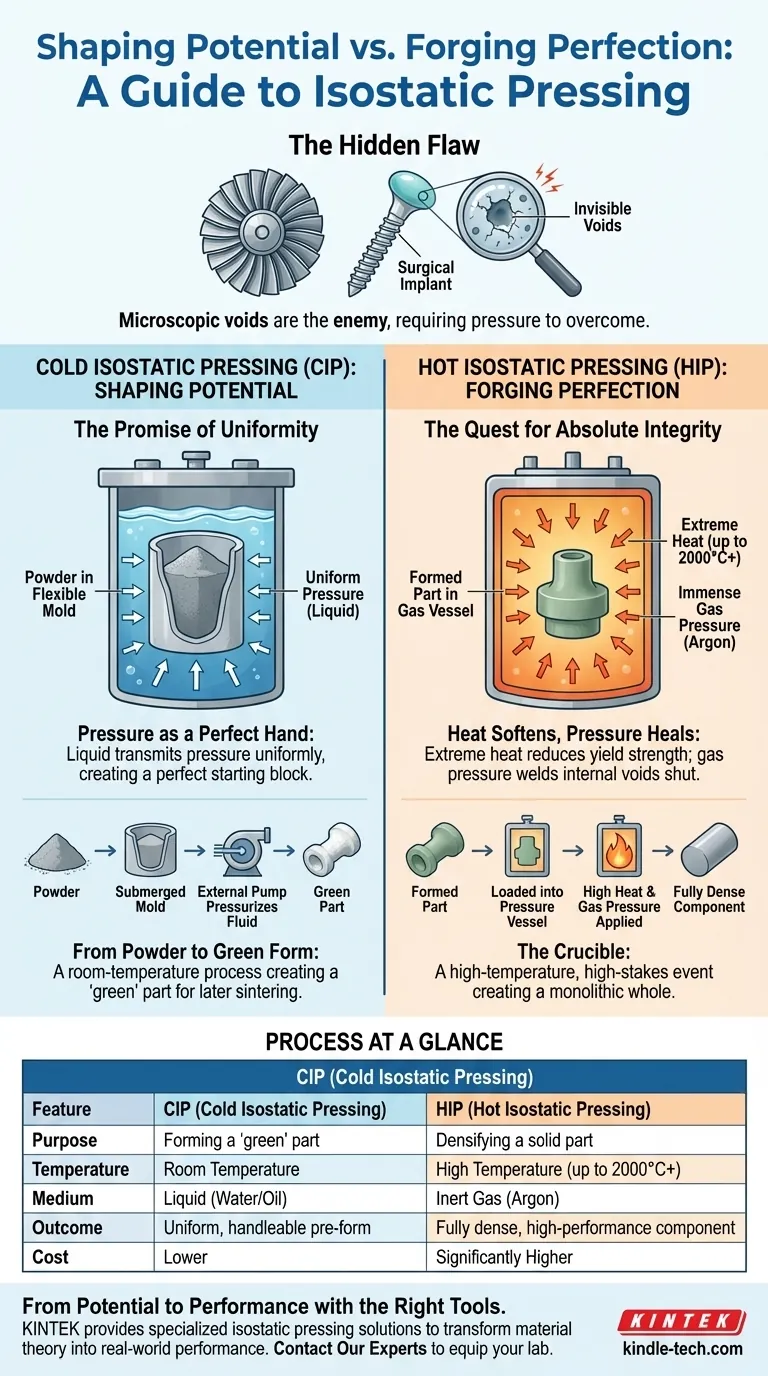
In questi mondi, il fallimento non è un'opzione. Il più grande nemico non è una crepa visibile, ma un vuoto microscopico: una tasca invisibile di nulla sepolta nel profondo del materiale, in attesa che lo stress la trovi.
La ricerca della perfezione materiale è una storia di lotta contro questi difetti invisibili. Questa battaglia viene spesso combattuta con una pressione immensa e le due strategie principali sono la pressatura isostatica a freddo (CIP) e la pressatura isostatica a caldo (HIP). Non sono intercambiabili; rappresentano due filosofie fondamentalmente diverse. Una riguarda la modellazione del potenziale, l'altra la forgiatura della perfezione.
La promessa di uniformità: pressatura isostatica a freddo (CIP)
La pressatura isostatica a freddo è un atto di creazione. Il suo obiettivo non è produrre un pezzo finito, ma creare il blocco di partenza perfetto: un pezzo "verde" in cui ogni particella è compattata con uguaglianza democratica.
Il principio: la pressione come mano perfetta
La CIP funziona grazie a una legge fisica semplice ed elegante: un liquido trasmette la pressione uniformemente in tutte le direzioni.
Quando uno stampo flessibile riempito di polvere viene immerso in un fluido, la pressione lo comprime dolcemente e uniformemente da ogni angolo concepibile. Non ci sono matrici, punzoni, né forze direzionali che creano punti deboli. È il modo più uniforme per compattare una polvere in una forma solida.
Il rito: dalla polvere alla forma "verde"
Il processo è un'operazione pulita a temperatura ambiente.
- Una polvere viene sigillata in uno stampo flessibile e impermeabile.
- Lo stampo viene immerso in un recipiente a pressione riempito di acqua o olio.
- Una pompa esterna pressurizza il fluido, comprimendo la polvere in un solido.
Il risultato è un pezzo "verde". Ha la consistenza del gesso: abbastanza solido da poter essere maneggiato e persino lavorato, ma le sue particelle sono solo interconnesse meccanicamente. Conserva la promessa di resistenza, ma questa promessa deve essere mantenuta da un processo successivo ad alta temperatura, come la sinterizzazione.
La ricerca dell'integrità assoluta: pressatura isostatica a caldo (HIP)
La pressatura isostatica a caldo non riguarda la creazione, ma il perfezionamento. Prende un pezzo già formato e lo sottopone a condizioni che mimano quelle profonde del nucleo di un pianeta, chiudendo le lacune finali nella sua struttura atomica.
Il principio: il calore ammorbidisce, la pressione guarisce
La HIP combina due forze potenti. Il calore estremo riduce il limite elastico del materiale, rendendolo momentaneamente morbido e malleabile a livello microscopico.
Contemporaneamente, viene applicata un'immensa pressione di gas (utilizzando un gas inerte come l'argon per prevenire reazioni chimiche). Questa pressione trova ogni vuoto interno, poro o microfessura e li comprime, saldando permanentemente il materiale in un unico, monolitico insieme.
Il crogiolo: forgiare nel fuoco e nella forza
Il processo HIP è un evento termico ad alto rischio. I pezzi vengono caricati in un recipiente a pressione specializzato, che viene poi riscaldato a temperature che possono superare i 2.000°C. Mentre il calore penetra, la pressione del gas viene aumentata a livelli centinaia di volte superiori alla nostra atmosfera.
Il pezzo viene mantenuto a questa temperatura e pressione di picco per una durata precisa, consentendo alla sua struttura interna di essere riformata e perfezionata. Il risultato è un componente con una densità il più vicino possibile al 100% di quella teorica.
Il dilemma dell'ingegnere: scegliere la filosofia giusta
La decisione tra CIP e HIP non riguarda quale sia "migliore", ma comprendere cosa si sta cercando di ottenere. È una scelta strategica tra la formazione di un inizio e il perfezionamento di una fine.
Lo scopo definisce il processo
La differenza fondamentale risiede nella fase di produzione.
- CIP è un processo di formatura. Il suo scopo è creare una preforma complessa e uniformemente densa dalla polvere, preparando il terreno per la sinterizzazione.
- HIP è un processo di densificazione. Il suo scopo è prendere un pezzo solido (come una fusione o un componente sinterizzato) ed eliminare la sua porosità interna per massimizzare le sue proprietà meccaniche.
A volte, questi processi lavorano anche in sequenza: un pezzo viene formato con CIP, rinforzato con la sinterizzazione, e poi perfezionato con HIP per soddisfare le specifiche più esigenti.
L'economia della perfezione
La semplicità della CIP, che utilizza liquidi a temperatura ambiente, rende l'attrezzatura e il processo relativamente economici e veloci. È il cavallo di battaglia della metallurgia delle polveri.
La HIP, che richiede un recipiente in grado di resistere sia al calore estremo che alla pressione del gas, è un'impresa molto più complessa e costosa. È riservata ad applicazioni in cui il costo del fallimento è astronomicamente elevato e l'integrità assoluta del materiale è l'unico standard accettabile.
Processo a colpo d'occhio
| Caratteristica | Pressatura Isostatica a Freddo (CIP) | Pressatura Isostatica a Caldo (HIP) |
|---|---|---|
| Scopo | Formatura di un pezzo "verde" dalla polvere | Densificazione di un pezzo solido per eliminare i difetti |
| Temperatura | Temperatura ambiente | Alta temperatura (fino a 2000°C+) |
| Mezzo | Liquido (Acqua/Olio) | Gas inerte (Argon) |
| Risultato | Preforma uniforme e maneggiabile per la sinterizzazione | Componente finale completamente denso e ad alte prestazioni |
| Costo | Inferiore | Significativamente più alto |
Dal potenziale alle prestazioni con gli strumenti giusti
Comprendere se il tuo obiettivo è modellare il potenziale o forgiare la perfezione è la chiave per il successo nella scienza dei materiali. La scelta tra CIP e HIP determina non solo il tuo processo, ma anche l'affidabilità finale del tuo componente.
Sia che tu stia creando complesse preforme ceramiche o eliminando le ultime porosità microscopiche in una lega aerospaziale critica, questo viaggio richiede attrezzature di precisione. KINTEK fornisce soluzioni specializzate di pressatura isostatica che trasformano la teoria dei materiali in prestazioni reali. Per equipaggiare il tuo laboratorio con gli strumenti per modellare o perfezionare i tuoi materiali, Contatta i nostri esperti.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa Isostatica a Freddo Elettrica da Laboratorio CIP per Pressatura Isostatica a Freddo
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
Articoli correlati
- Pressatura isostatica a caldo: una panoramica del processo e dell'attrezzatura
- Esplorazione delle capacità e delle applicazioni della pressatura isostatica a caldo (WIP)
- Scegliere la giusta pressa isostatica a caldo: Fattori chiave da considerare
- Oltre la Scheda Tecnica: Padroneggiare le Dinamiche Termiche della Pressatura Isostatica a Caldo
- Pressatura isostatica a caldo: Una tecnologia di produzione avanzata

















