
Il Fascino della Capacità
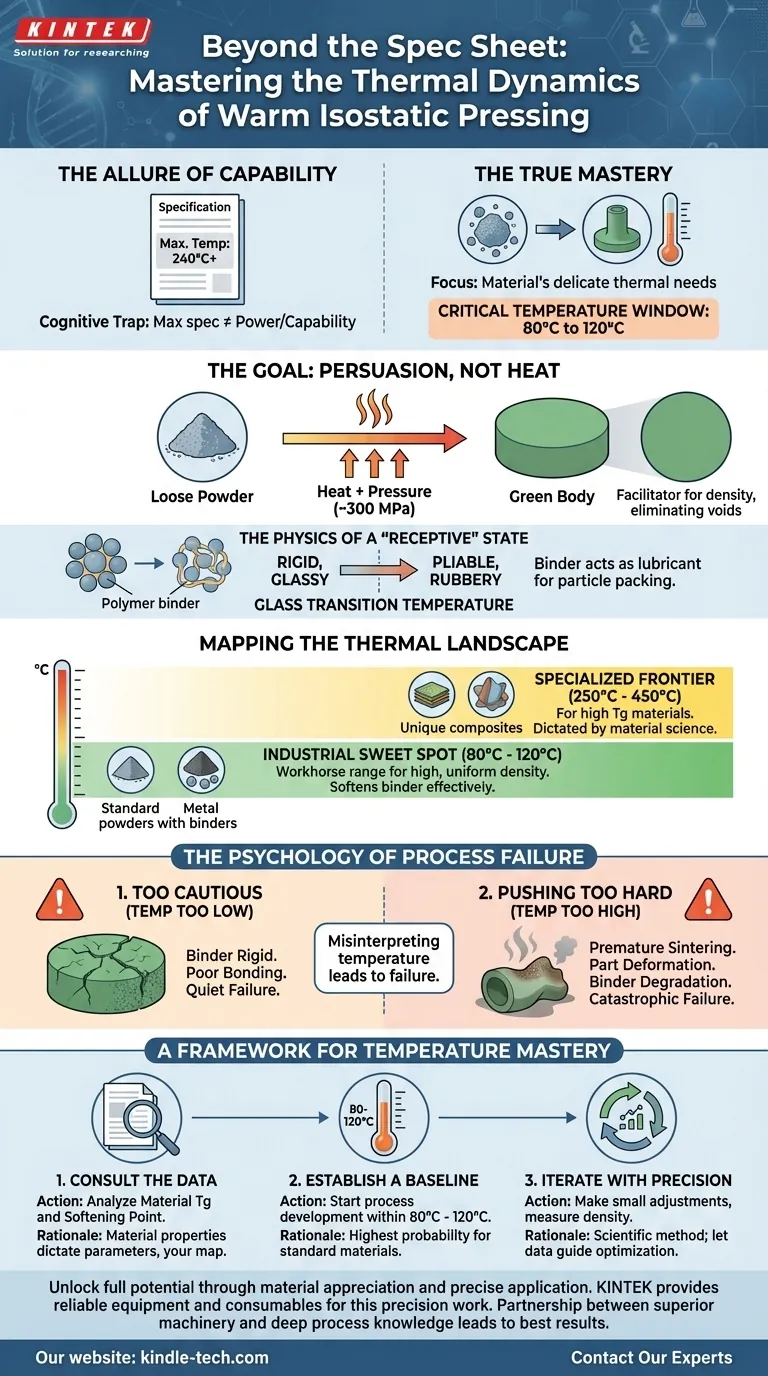
Quando gli ingegneri valutano una nuova attrezzatura, spesso si concentrano sulla scheda delle specifiche. Una pressa isostatica a caldo (WIP) potrebbe vantare una temperatura massima di 240°C o superiore, e l'impulso psicologico immediato è vederlo come una misura di potenza o capacità.
Questa è una sottile trappola cognitiva.
La vera maestria della pressatura isostatica a caldo non risiede nell'utilizzare l'intera gamma della macchina, ma nel comprendere le delicate esigenze termiche della polvere che si sta formando. La finestra di temperatura più critica è spesso una banda stretta e poco appariscente: dagli 80°C ai 120°C.
L'Obiettivo Non È il Calore, Ma la Persuasione
Lo scopo della temperatura in una WIP non è cuocere o sciogliere nulla. È persuadere.
L'obiettivo primario è creare un "corpo verde", ovvero una parte densa, uniforme e non cotta, da una polvere sciolta. La sola pressione può fare solo una parte del lavoro. Il calore è il facilitatore cruciale, che rende le particelle di polvere più plastiche e ricettive all'immensa pressione uniforme (spesso intorno ai 300 MPa).
Pensala come convincere le particelle a trovare la loro disposizione più efficiente, eliminando gli spazi vuoti tra di esse.
La Fisica di uno Stato "Ricettivo"
Per la maggior parte dei materiali, in particolare ceramiche o polveri metalliche mescolate con un legante polimerico, questo stato di ricettività si ottiene appena sopra la loro temperatura di transizione vetrosa.
Questo è il punto in cui il materiale, in particolare il legante, passa da uno stato rigido e vetroso a uno più morbido e gommoso. Non si scioglie; diventa semplicemente abbastanza malleabile da fluire e deformarsi, agendo come un lubrificante che consente alle particelle di polvere primarie di scivolare l'una sull'altra e compattarsi in una configurazione incredibilmente densa.
Questo processo è il fondamento per una parte più resistente e coerente dopo la fase finale di sinterizzazione.
Mappare il Paesaggio Termico
La temperatura corretta non è un'impostazione; è una destinazione determinata interamente dal tuo materiale. Comprendere la mappa termica è la chiave per navigare con successo nel processo.
Il Punto Ideale Industriale: 80°C - 120°C
Questa gamma è il cavallo di battaglia del settore. È il clima ideale per la stragrande maggioranza delle polveri ceramiche e metalliche che si basano su leganti polimerici. Fornisce sufficiente energia termica per ammorbidire efficacemente il legante senza rischiare il degrado del materiale. Operare all'interno di questa finestra è la via più breve per ottenere un'alta densità uniforme per la maggior parte delle applicazioni standard.
La Frontiera Specializzata: 250°C - 450°C
Temperature più elevate non sono un "aggiornamento"; sono un territorio diverso per materiali specifici. Alcuni polimeri specializzati o compositi unici hanno una temperatura di transizione vetrosa molto più alta e richiedono più energia termica per diventare malleabili. Avventurarsi in questo intervallo è una scelta deliberata dettata dalla scienza dei materiali, non dal desiderio di "aumentare la potenza".
La Psicologia del Fallimento del Processo
Le due modalità di guasto più comuni nella pressatura isostatica a caldo sono conseguenze dirette di un'interpretazione errata del ruolo della temperatura.
1. Il Costo dell'Essere Troppo Cauti (Temperatura Troppo Bassa)
Se la temperatura è insufficiente, il legante rimane troppo rigido. Le particelle resistono alla densificazione. Il risultato è un corpo verde con densità bassa o non uniforme, scarsa adesione tra le particelle e debolezze intrinseche. È un fallimento silenzioso: la parte potrebbe sembrare a posto, ma non funzionerà. Questo spesso deriva dalla paura di "surriscaldare", portando a un processo inefficace e dispendioso.
2. Il Pericolo di Spingere Troppo Forte (Temperatura Troppo Alta)
Al contrario, il calore eccessivo è un fallimento catastrofico. Se la temperatura sale troppo, si supera il confine tra persuasione e coercizione.
- Sinterizzazione Prematura: Le particelle di polvere iniziano a fondersi, un processo che dovrebbe avvenire solo in un forno di sinterizzazione dedicato.
- Deformazione della Parte: Il materiale diventa troppo morbido e può deformarsi sotto pressione.
- Degrado del Legante: I leganti organici possono bruciare o degradarsi, compromettendo l'integrità strutturale dell'intera parte.
Questo è un classico caso di "di più non è meglio". È un tentativo di risolvere un problema di precisione con la forza bruta, e quasi sempre finisce con un fallimento.
Un Quadro per la Padronanza della Temperatura
Ottenere risultati coerenti e di alta qualità dalla tua WIP è una questione di disciplina sistematica, non di tentativi casuali. Richiede di trattare la temperatura come la variabile di controllo critica che è.
| Passo | Azione | Motivazione |
|---|---|---|
| 1. Consultare i Dati | Analizzare la scheda tecnica del materiale per la sua temperatura di transizione vetrosa (Tg) e il punto di rammollimento. | Questa è la tua mappa. Senza di essa, stai navigando alla cieca. Le proprietà del materiale dettano i parametri del processo, non viceversa. |
| 2. Stabilire una Base di Riferimento | Per ceramiche o metalli standard con leganti, iniziare lo sviluppo del processo nell'intervallo 80°C - 120°C. | Questo è il punto di partenza con la più alta probabilità di successo, basato su decenni di pratica industriale. |
| 3. Iterare con Precisione | Effettuare piccole modifiche incrementali alla temperatura e misurare meticolosamente la densità e l'integrità di ogni parte risultante. | Questo è il metodo scientifico applicato alla produzione. Documenta tutto. Lascia che i dati ti guidino verso l'impostazione ottimale per la tua specifica miscela di polveri. |
In definitiva, sbloccare il pieno potenziale della pressatura isostatica a caldo deriva dall'apprezzamento di un ingegnere per il materiale stesso. L'attrezzatura è uno strumento potente, ma la vera competenza risiede nel sapere precisamente come applicarlo. In KINTEK, forniamo le attrezzature di laboratorio e i materiali di consumo affidabili che costituiscono la base di questo lavoro di precisione. Crediamo che i migliori risultati provengano da una partnership tra macchinari superiori e una profonda conoscenza del processo.
Se sei pronto a superare la scheda tecnica e raggiungere la vera maestria sul tuo processo di densificazione, Contatta i Nostri Esperti.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Pressa Isostatica a Freddo Elettrica da Laboratorio CIP per Pressatura Isostatica a Freddo
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Articoli correlati
- Esplorazione delle capacità e delle applicazioni della pressatura isostatica a caldo (WIP)
- WIP - Apparecchiature per presse isostatiche a caldo: Design, caratteristiche e vantaggi
- Scegliere la giusta pressa isostatica a caldo: Fattori chiave da considerare
- Panoramica completa della pressa isostatica a caldo e delle sue applicazioni
- Guida alla scelta della giusta temperatura per la stampa isostatica a caldo

















