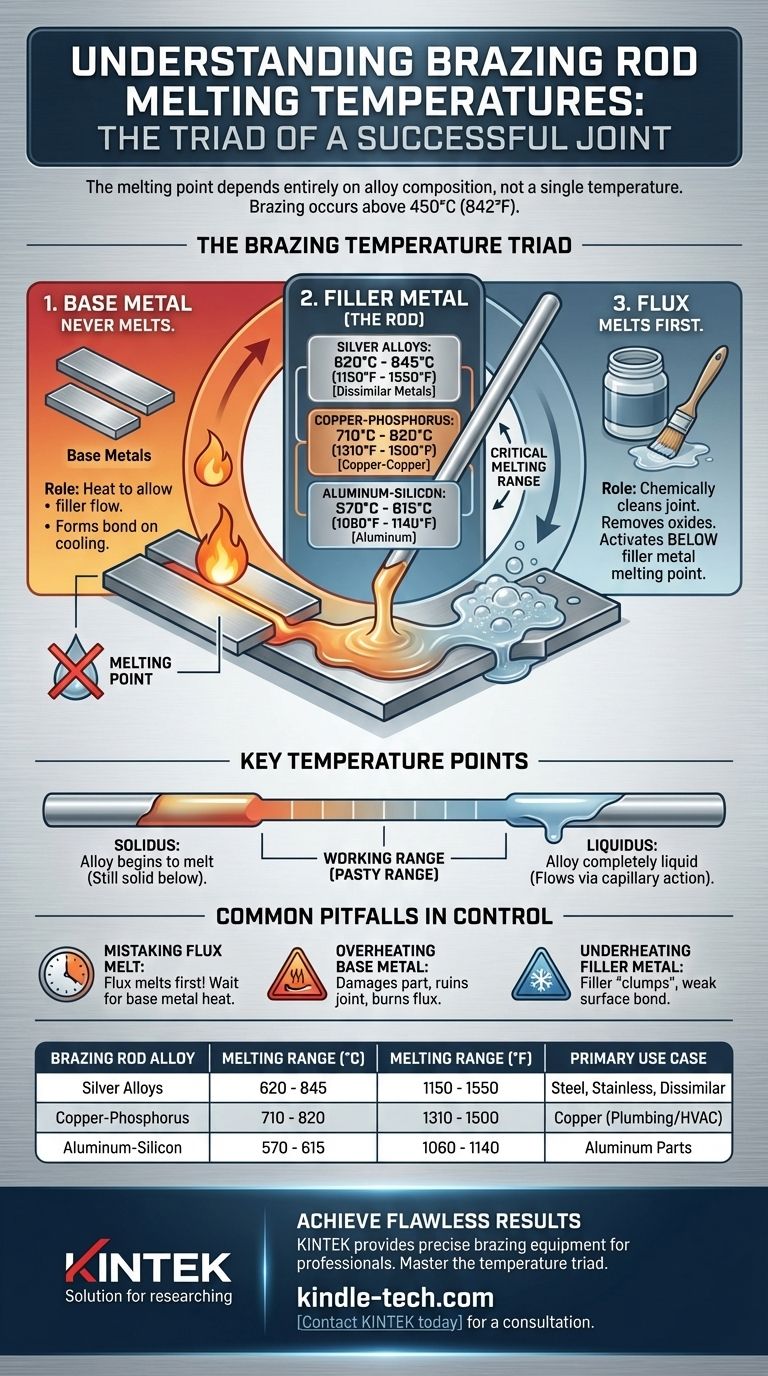
Il punto di fusione di una bacchetta per brasatura dipende interamente dalla sua specifica composizione in lega. Per definizione, il processo di brasatura utilizza un metallo d'apporto che fonde al di sopra di 450°C (842°F) ma al di sotto del punto di fusione dei metalli base da unire. Pertanto, non esiste una singola temperatura; una bacchetta a base d'argento fonderà a una temperatura diversa rispetto a una bacchetta in rame-fosforo o alluminio-silicio.
Il principio fondamentale della brasatura è una gerarchia di temperature controllata: il flusso deve fondere per primo per pulire la giunzione, seguito dal metallo d'apporto (bacchetta), il tutto mantenendo i metalli base solidi. Una brasatura riuscita dipende dalla comprensione di questa sequenza, non solo da un singolo punto di fusione.

La Triade della Temperatura di Brasatura
Una giunzione brasata forte è creata dall'interazione di tre elementi chiave, ciascuno con un ruolo distinto legato alla temperatura. Il processo è una sequenza, non un singolo evento.
Il Ruolo del Metallo Base
I metalli base sono i pezzi che intendi unire. Nella brasatura, i metalli base non dovrebbero mai raggiungere il loro punto di fusione.
Il loro ruolo è quello di diventare abbastanza caldi da permettere al metallo d'apporto fuso di fluire nella giunzione per azione capillare, formando un forte legame metallurgico al raffreddamento.
Il Metallo d'Apporto (La Bacchetta per Brasatura)
Questa è la bacchetta per brasatura stessa. Il suo intervallo di fusione è il fattore più critico e varia ampiamente a seconda del tipo.
- Leghe d'Argento: Una scelta comune per unire metalli dissimili come acciaio e rame. Gli intervalli di fusione sono tipicamente tra 620°C e 845°C (1150°F e 1550°F).
- Leghe Rame-Fosforo: Spesso utilizzate per unire rame a rame senza flussante. Fondono nell'intervallo di 710°C a 820°C (1310°F a 1500°F).
- Leghe Alluminio-Silicio: Specifiche per la brasatura dell'alluminio. Queste fondono a un intervallo inferiore, intorno a 570°C a 615°C (1060°F a 1140°F), che è appena al di sotto del punto di fusione dell'alluminio.
La Funzione del Flussante
Il flussante è un agente chimico di pulizia. Il suo compito è rimuovere gli ossidi dalla superficie dei metalli base in modo che il metallo d'apporto possa legarsi correttamente.
Fondamentale, il flussante è progettato per fondere e diventare attivo a una temperatura inferiore al punto di fusione del metallo d'apporto. La temperatura che hai citato, 565-572°C (1049-1062°F), è un intervallo di fusione tipico per un flussante per brasatura, non per la bacchetta per brasatura stessa.
Punti Chiave di Temperatura da Comprendere
Quando si consulta una scheda tecnica per una bacchetta per brasatura, si vedranno elencate due temperature. Comprendere entrambe è essenziale per una tecnica corretta.
La Temperatura 'Solidus'
Questa è la temperatura alla quale la lega inizia a fondere. Al di sotto di questo punto, il metallo d'apporto è completamente solido.
La Temperatura 'Liquidus'
Questa è la temperatura alla quale la lega diventa completamente liquida. Un flusso adeguato nella giunzione tramite azione capillare avverrà solo a questa temperatura o al di sopra.
Perché l'Intervallo di Lavoro è Importante
Il divario di temperatura tra il solidus e il liquidus è l'"intervallo di lavoro" o "intervallo pastoso" della lega. Le leghe con un piccolo divario passano rapidamente da solido a liquido, il che è ideale per giunzioni strette. Un divario più ampio consente più tempo per lavorare il metallo d'apporto in una giunzione più grande prima che si solidifichi completamente.
Errori Comuni nel Controllo della Temperatura
Raggiungere la temperatura corretta è la sfida più comune nella brasatura. La mancata comprensione del processo porta a giunzioni difettose.
Confondere la Fusione del Flussante con la Temperatura di Brasatura
L'errore più frequente è vedere il flussante fondere e bollire, e poi applicare immediatamente la bacchetta per brasatura. I metalli base non sono ancora abbastanza caldi perché il metallo d'apporto fluisca correttamente. La fusione del flussante è semplicemente un indicatore che la giunzione si sta avvicinando alla corretta temperatura di brasatura.
Surriscaldamento del Metallo Base
Applicare troppo calore per troppo tempo può danneggiare o distorcere i metalli base. In casi estremi, si può fondere il pezzo, il che rovina la giunzione e il componente. Può anche bruciare il flussante, lasciando la giunzione non protetta dall'ossidazione.
Sottoriscaldamento del Metallo d'Apporto
Se i metalli base non sono abbastanza caldi quando si introduce la bacchetta, il metallo d'apporto si "agglomererà" e non riuscirà a fluire nella giunzione. Ciò si traduce in un legame debole e inaffidabile che si trova sulla superficie anziché penetrare nel gap.
Abbinare la Tua Bacchetta al Tuo Obiettivo
La bacchetta e la temperatura corrette sono dettate dai materiali che stai unendo.
- Se il tuo obiettivo principale è unire tubi di rame per impianti idraulici o HVAC: Usa una bacchetta rame-fosforo. Queste sono economiche e autoflussanti sul rame, semplificando il processo.
- Se il tuo obiettivo principale è unire acciaio, acciaio inossidabile o metalli dissimili: Una lega per brasatura a base d'argento è la scelta più versatile e affidabile grazie alla sua resistenza e al punto di fusione più basso.
- Se il tuo obiettivo principale è unire parti in alluminio: Devi usare una lega d'apporto specializzata alluminio-silicio e il suo flussante corrispondente, poiché la finestra di temperatura è molto stretta.
In definitiva, una brasatura riuscita si ottiene riscaldando uniformemente il metallo base, permettendo al calore del pezzo – non della fiamma – di fondere la bacchetta d'apporto.
Tabella Riepilogativa:
| Lega della Bacchetta per Brasatura | Intervallo di Fusione Comune (°C) | Intervallo di Fusione Comune (°F) | Uso Primario |
|---|---|---|---|
| Leghe d'Argento | 620°C - 845°C | 1150°F - 1550°F | Unione di acciaio, acciaio inossidabile, metalli dissimili |
| Leghe Rame-Fosforo | 710°C - 820°C | 1310°F - 1500°F | Unione di rame a rame (comune in idraulica/HVAC) |
| Leghe Alluminio-Silicio | 570°C - 615°C | 1060°F - 1140°F | Unione di parti in alluminio |
Ottieni Risultati di Brasatura Impeccabili con l'Attrezzatura Giusta
Comprendere i precisi punti di fusione delle tue bacchette per brasatura è solo metà della battaglia. Giunzioni consistenti e di alta qualità richiedono attrezzature di riscaldamento affidabili e precise.
KINTEK è specializzata in attrezzature da laboratorio e officina, inclusi cannelli per brasatura e sistemi di controllo della temperatura progettati per professionisti che esigono precisione. Forniamo gli strumenti necessari per padroneggiare la triade della temperatura – assicurando che il tuo flussante, metallo d'apporto e metalli base interagiscano perfettamente per legami forti e durevoli ogni volta.
Lasciaci aiutarti a elevare il tuo processo di brasatura. Che tu stia lavorando in HVAC, idraulica o fabbricazione di metalli specializzata, la nostra esperienza ti assicura di avere l'attrezzatura giusta per le tue leghe e applicazioni specifiche.
Contatta KINTEL oggi per una consulenza sulle soluzioni di brasatura ideali per le tue esigenze di officina o laboratorio.
Guida Visiva
Prodotti correlati
- Porta wafer personalizzati in PTFE per laboratorio e lavorazione di semiconduttori
- Pressa termica speciale per uso di laboratorio
- Produttore personalizzato di parti in PTFE Teflon per pinzette in PTFE
- Piastre ceramiche sagomate su misura in allumina-zirconia per la lavorazione avanzata di ceramiche fini ingegnerizzate
- Separatore in polietilene per batteria al litio
Domande frequenti
- Qual è il materiale substrato della deposizione chimica da vapore? La Fondazione per i film sottili di alta qualità
- Quali ispezioni devono essere eseguite sul supporto per elettrodi in PTFE prima dell'uso? Garantire misurazioni elettrochimiche sicure e accurate
- Quali sono i requisiti di conservazione per il supporto per elettrodi in PTFE dopo la pulizia? Preservare la purezza e la longevità dell'attrezzatura
- Quali sono i metodi di pulizia raccomandati e proibiti per il supporto per elettrodi in PTFE? Proteggi la tua attrezzatura da laboratorio
- Qual è il modo corretto di posizionare gli oggetti in un cestello di pulizia in PTFE? Padroneggia l'arte di una pulizia perfetta e ripetibile