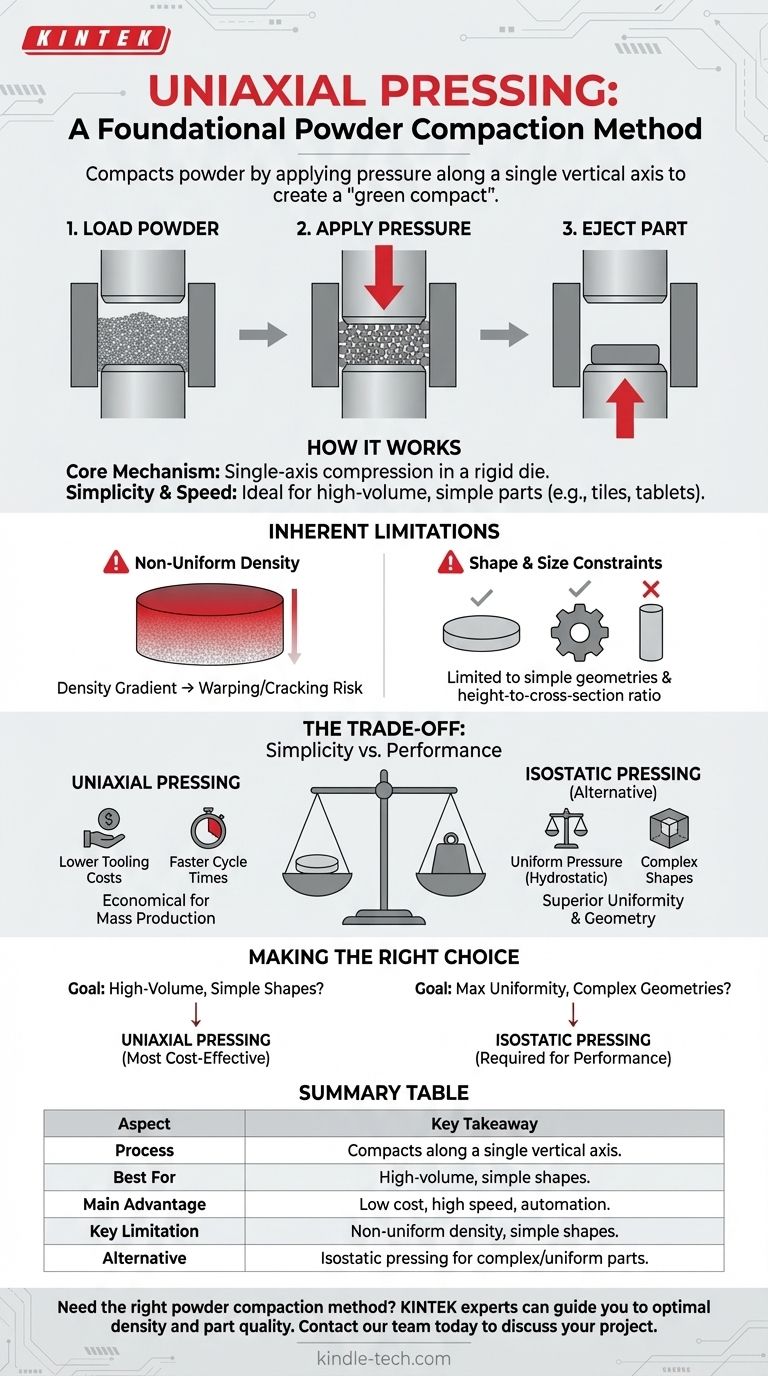
In termini molto semplici, la pressatura uniassiale è un processo di produzione che compatta una polvere applicando una pressione lungo un singolo asse verticale. Ciò viene tipicamente fatto confinando la polvere all'interno di uno stampo rigido e quindi comprimendola con uno o più punzoni mobili. Il risultato è un oggetto solido preformato, spesso chiamato "compatto verde", che viene poi espulso dallo stampo per ulteriori lavorazioni come la sinterizzazione.
La pressatura uniassiale è un metodo fondamentale di compattazione delle polveri apprezzato per la sua velocità e il basso costo. La sua caratteristica distintiva — applicare la forza in una direzione — è sia la sua più grande forza per la produzione semplice e ad alto volume sia il suo limite principale, portando a sfide relative all'uniformità della densità e alla complessità della forma.

Come Funziona la Pressatura Uniassiale
Il Meccanismo Centrale
La pressatura uniassiale comporta una semplice azione meccanica. Una quantità precisa di polvere viene caricata nella cavità dello stampo, che definisce le dimensioni laterali del pezzo.
Uno o due punzoni rigidi si muovono quindi lungo un unico asse per comprimere la polvere. L'altezza finale del pezzo è determinata dalla distanza percorsa dai punzoni.
Semplicità e Velocità
Il movimento su un singolo asse rende questo processo altamente adatto all'automazione e ai cicli rapidi. Questa semplicità è una ragione chiave del suo ampio utilizzo nella produzione di grandi volumi di pezzi relativamente semplici come piastrelle ceramiche, compresse farmaceutiche e componenti meccanici di base.
I Limiti Intrinseci della Pressione su Asse Singolo
Gli svantaggi principali della pressatura uniassiale derivano direttamente dalla sua natura monoassiale. Il modo in cui la forza viene trasmessa attraverso una polvere crea sfide prevedibili.
Densità Non Uniforme
Quando il punzone applica pressione, l'attrito tra le particelle di polvere e le pareti dello stampo impedisce che la forza venga distribuita uniformemente in tutto il compatto.
Le particelle più vicine al punzone mobile vengono compattate più densamente di quelle più lontane. Questo crea un gradiente di densità all'interno del pezzo, che può portare a deformazioni o crepe durante le successive fasi di riscaldamento (sinterizzazione).
Vincoli di Forma e Dimensione
La pressatura uniassiale è limitata a forme che possono essere facilmente estratte dallo stampo. Ciò significa che le geometrie complesse con sottosquadri o fori trasversali non sono possibili.
Inoltre, esiste un limite pratico al rapporto sezione trasversale/altezza di un pezzo. I pezzi molto alti e sottili sono difficili da produrre perché l'attrito della parete dello stampo diventa troppo significativo, portando a una densità molto scarsa al centro del pezzo.
Comprendere i Compromessi: Semplicità vs. Prestazioni
La scelta di un metodo di compattazione comporta il bilanciamento dell'efficienza produttiva con le prestazioni richieste del componente finale. La pressatura uniassiale presenta una chiara serie di compromessi rispetto a metodi più avanzati.
Il Vantaggio: Costi Inferiori e Minore Complessità
Rispetto ad alternative come la pressatura isostatica (che applica la pressione uniformemente da tutte le direzioni), la pressatura uniassiale ha costi di attrezzaggio significativamente inferiori e minore complessità di processo.
I macchinari sono più semplici e i tempi ciclo sono più rapidi, rendendola la scelta più economica per la produzione di massa di pezzi adatti.
Lo Svantaggio: Uniformità Compromessa
I vantaggi di costo e velocità hanno il prezzo dell'uniformità. La pressatura isostatica supera i limiti chiave della pressatura uniassiale applicando la pressione idrostaticamente, risultando in una compattazione molto più uniforme.
Questa pressione uniforme consente la creazione di forme più complesse ed elimina i limiti del rapporto altezza/diametro inerenti al processo uniassiale.
Fare la Scelta Giusta per il Tuo Obiettivo
I requisiti specifici della tua applicazione determineranno se la pressatura uniassiale è il metodo appropriato.
- Se la tua attenzione principale è la produzione ad alto volume di forme semplici e piatte: La pressatura uniassiale è il metodo più economico ed efficiente disponibile.
- Se la tua attenzione principale è ottenere la massima uniformità di densità o produrre geometrie complesse: Devi rivolgerti ad alternative come la pressatura isostatica per soddisfare i tuoi requisiti di prestazione.
In definitiva, comprendere la pressatura uniassiale significa riconoscere il compromesso fondamentale tra efficienza produttiva e complessità geometrica del pezzo finale.
Tabella Riassuntiva:
| Aspetto | Concetto Chiave |
|---|---|
| Processo | Compatta la polvere lungo un singolo asse verticale in uno stampo rigido. |
| Ideale Per | Produzione ad alto volume di forme semplici (es. piastrelle, compresse). |
| Vantaggio Principale | Basso costo, alta velocità e idoneità all'automazione. |
| Limite Chiave | Densità non uniforme a causa dell'attrito della parete dello stampo, che limita la complessità del pezzo. |
| Alternativa | Pressatura isostatica per forme complesse e densità uniforme. |
Hai bisogno di scegliere il metodo di compattazione delle polveri giusto per i materiali del tuo laboratorio?
In KINTEK, siamo specializzati in attrezzature e materiali di consumo per laboratorio, aiutandoti a selezionare la soluzione di pressatura perfetta per la tua specifica applicazione, che sia per la produzione ad alto volume o per geometrie complesse. I nostri esperti possono guidarti per ottenere la densità ottimale e la qualità del pezzo.
Contatta il nostro team oggi stesso per discutere i requisiti del tuo progetto e scoprire come KINTEK può migliorare l'efficienza e i risultati del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Macchina per compresse elettrica a punzone singolo Laboratorio pressa per compresse TDP
- Pressa per pellet da laboratorio idraulica divisa elettrica
- Macchina automatica per pressa a caldo da laboratorio
- Macchina per compresse rotativa a pugno singolo su scala di laboratorio Macchina per punzonatura di compresse TDP
- Pressa Idraulica Manuale per Pellet da Laboratorio per Uso in Laboratorio
Domande frequenti
- Quali sono i diversi tipi di comprimitrici per pillole? Scegliere la macchina giusta per il tuo laboratorio o la tua scala di produzione
- Cos'è la compressione delle compresse nell'industria farmaceutica? Il processo fondamentale per la produzione di forme di dosaggio orale solide
- Quali sono le due classificazioni delle macchine comprimitrici? Spiegazione delle comprimitrici a punzone singolo rispetto a quelle rotative
- Cos'è una macchina comprimitrice a pugno singolo? Compressione di precisione per R&S e piccoli lotti
- Quali sono le diverse parti di una macchina comprimitrice a colpo singolo? Spiegazione dei componenti principali



















