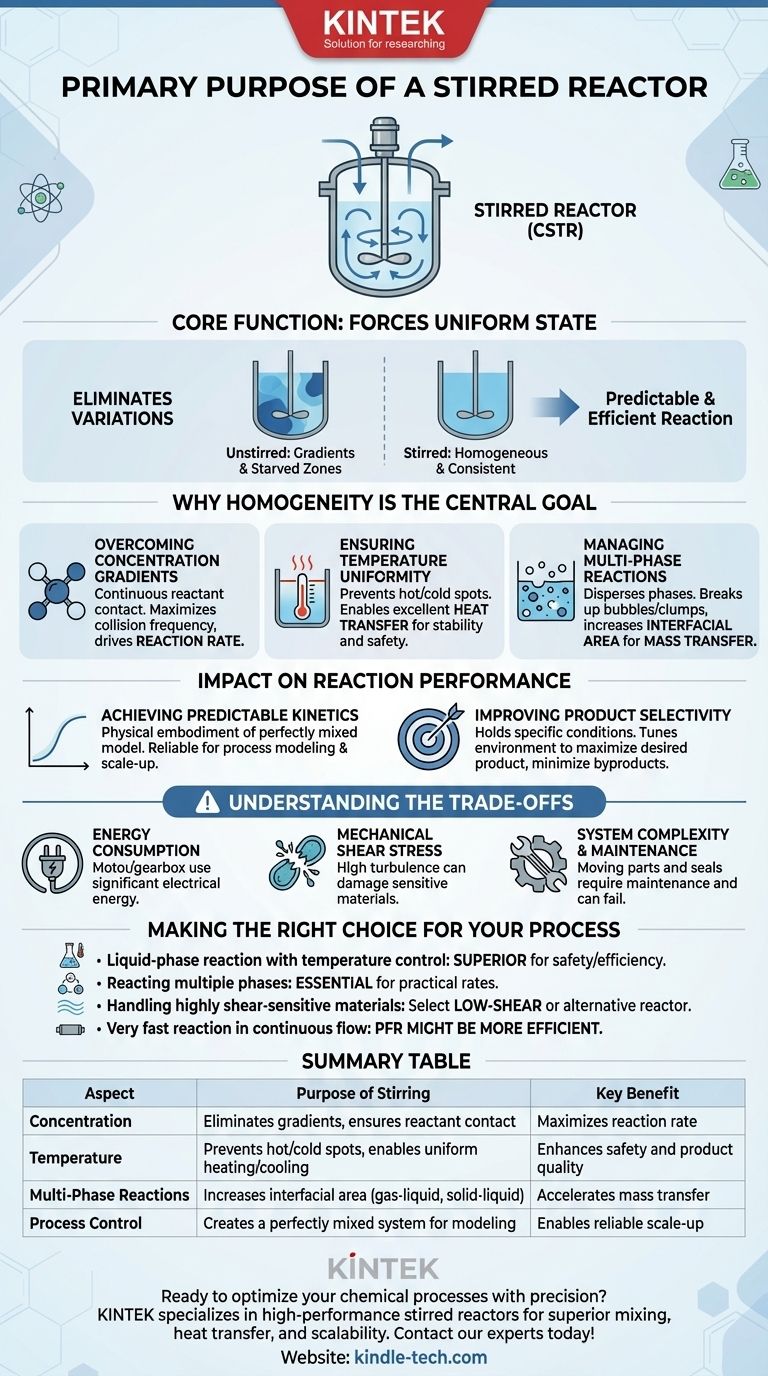
Al suo interno, lo scopo primario di un reattore agitato non è solo quello di contenere sostanze chimiche, ma di forzarle in uno stato uniforme. Utilizzando un agitatore meccanico, elimina attivamente le variazioni di concentrazione e temperatura in tutto il volume di reazione. Questo crea un ambiente altamente controllato e coerente, consentendo alla reazione chimica di procedere nel modo più prevedibile ed efficiente possibile.
Mentre qualsiasi recipiente può contenere una reazione, un reattore agitato è progettato per padroneggiarla. La sua vera funzione è superare le barriere fisiche del trasferimento di calore e massa, assicurando che la cinetica chimica—la velocità della reazione stessa—sia l'unico fattore che limita il risultato.

Perché l'omogeneità è l'obiettivo centrale
Il successo di una reazione chimica è spesso dettato dall'ambiente fisico in cui si verifica. Un reattore agitato, spesso chiamato Reattore a Serbatoio Agitato Continuo (CSTR) in contesti industriali, è progettato per controllare tale ambiente attraverso la miscelazione.
Superare i gradienti di concentrazione
In un recipiente non agitato, i reagenti vengono consumati localmente. Questo crea zone dove la concentrazione del reagente è bassa, "affamando" efficacemente la reazione, e altre zone dove rimane alta.
L'agitazione, o miscelazione, muove con forza il fluido in massa. Questo assicura che i reagenti freschi siano continuamente portati a contatto, massimizzando la frequenza di collisione tra le molecole e quindi guidando la velocità di reazione.
Garantire l'uniformità della temperatura
Le reazioni chimiche possono essere esotermiche (rilasciano calore) o endotermiche (assorbono calore). Senza miscelazione, possono svilupparsi pericolosi "punti caldi" o inefficienti "punti freddi".
I punti caldi possono degradare il prodotto, causare reazioni secondarie indesiderate o persino portare a una pericolosa fuga termica. Un reattore agitato fa circolare costantemente il fluido attraverso una camicia di riscaldamento o raffreddamento sulla parete del recipiente, fornendo un eccellente trasferimento di calore e mantenendo una singola, stabile temperatura.
Gestire reazioni multifase
Molte reazioni critiche coinvolgono più fasi, come il gorgogliamento di un gas attraverso un liquido o la dissoluzione di un catalizzatore solido. La reazione può avvenire solo all'interfaccia tra queste fasi.
L'agitazione è essenziale per disperdere una fase nell'altra. Rompe grandi bolle di gas o grumi solidi in particelle fini, aumentando drasticamente la superficie interfacciale e accelerando la velocità di trasferimento di massa tra le fasi.
L'impatto sulle prestazioni della reazione
Il controllo dell'ambiente fisico ha un impatto diretto e profondo sul risultato chimico. Questa è la ragione ultima per l'utilizzo di un reattore agitato.
Ottenere cinetiche prevedibili
Gli ingegneri chimici si affidano a modelli matematici per prevedere e controllare i risultati delle reazioni. Questi modelli assumono quasi sempre un sistema perfettamente miscelato dove le proprietà sono uniformi.
Un reattore agitato ben progettato è l'incarnazione fisica di questa assunzione ideale. Questo rende la modellazione del processo, il controllo e l'ampliamento dalla scala di laboratorio a quella di produzione molto più affidabili.
Migliorare la selettività del prodotto
Per le reazioni che possono produrre più prodotti, la temperatura e la concentrazione dei reagenti sono spesso i fattori decisivi per quale prodotto è favorito.
Eliminando i gradienti, un reattore agitato mantiene l'intero sistema a una specifica serie di condizioni. Ciò consente di "sintonizzare" l'ambiente per massimizzare la formazione del prodotto desiderato e minimizzare la creazione di sottoprodotti indesiderati, un concetto noto come miglioramento della selettività.
Comprendere i compromessi
Sebbene potente, un reattore agitato non è una soluzione universale. Il suo design introduce sfide specifiche che devono essere gestite.
Consumo energetico
Il motore e il riduttore necessari per azionare l'agitatore consumano quantità significative di energia elettrica. Questo è un costo operativo primario, specialmente per reattori di grandi dimensioni o quando si miscelano fluidi altamente viscosi.
Sforzo di taglio meccanico
Il rapido movimento della girante crea elevate velocità del fluido e turbolenza. Sebbene ciò sia positivo per la miscelazione, le risultanti forze di taglio possono danneggiare o distruggere materiali sensibili. Questo è un problema importante nella bioprocessazione, dove cellule delicate o grandi molecole proteiche possono essere facilmente danneggiate.
Complessità del sistema e manutenzione
Rispetto a un semplice serbatoio o a un reattore a tubo (Reattore a Flusso a Pistone), un reattore agitato ha parti in movimento: un motore, un albero, cuscinetti e, soprattutto, una tenuta. La tenuta impedisce le perdite nel punto in cui l'albero entra nel recipiente ed è un comune punto di guasto e manutenzione.
Fare la scelta giusta per il tuo processo
La decisione di utilizzare un reattore agitato dipende interamente dalle esigenze specifiche del tuo sistema chimico.
- Se il tuo obiettivo principale è una reazione in fase liquida con controllo della temperatura: L'eccellente trasferimento di calore e massa di un reattore agitato lo rende la scelta predefinita e superiore per sicurezza ed efficienza.
- Se il tuo obiettivo principale è far reagire più fasi (gas-liquido, solido-liquido): L'agitazione è quasi sempre necessaria per creare l'area interfacciale richiesta affinché la reazione proceda a una velocità pratica.
- Se il tuo obiettivo principale è la manipolazione di materiali altamente sensibili al taglio: Devi selezionare attentamente una girante a basso taglio o considerare tipi di reattori alternativi come una colonna a bolle o un reattore airlift.
- Se il tuo obiettivo principale è una reazione molto veloce in un flusso continuo: Un reattore a flusso a pistone (PFR) potrebbe essere più efficiente, poiché evita il riflusso intrinseco in un serbatoio agitato.
In definitiva, comprendere il ruolo della miscelazione trasforma il reattore da un semplice contenitore a uno strumento di precisione per la sintesi chimica.
Tabella riassuntiva:
| Aspetto | Scopo dell'agitazione | Beneficio chiave |
|---|---|---|
| Concentrazione | Elimina i gradienti, assicura il contatto dei reagenti | Massimizza la velocità di reazione |
| Temperatura | Previene punti caldi/freddi, consente riscaldamento/raffreddamento uniforme | Migliora la sicurezza e la qualità del prodotto |
| Reazioni multifase | Aumenta l'area interfacciale (gas-liquido, solido-liquido) | Accelera il trasferimento di massa |
| Controllo del processo | Crea un sistema perfettamente miscelato per la modellazione | Consente un'affidabile scalabilità |
Pronto a ottimizzare i tuoi processi chimici con precisione? KINTEK è specializzata in attrezzature da laboratorio ad alte prestazioni, inclusi reattori agitati progettati per miscelazione, trasferimento di calore e scalabilità superiori. Che tu stia sviluppando nuove reazioni o aumentando la produzione, le nostre soluzioni garantiscono risultati coerenti e affidabili. Contatta i nostri esperti oggi stesso per trovare il reattore perfetto per le tue esigenze di laboratorio!
Guida Visiva
Prodotti correlati
- Agitatore magnetico riscaldato a temperatura costante per piccoli laboratori e agitatore
- Agitatori da Laboratorio ad Alte Prestazioni per Diverse Applicazioni
- Reattori da laboratorio personalizzabili ad alta temperatura e alta pressione per diverse applicazioni scientifiche
- Reattore Autoclave da Laboratorio ad Alta Pressione per Sintesi Idrotermale
- Mini reattore autoclave ad alta pressione in acciaio inossidabile per uso di laboratorio
Domande frequenti
- Qual è il ruolo di un agitatore magnetico riscaldante nella preparazione del precursore della nanopolverina di ZnS? Ottenere la purezza di fase
- Quale ruolo svolge un agitatore magnetico con riscaldamento nella sintesi di nanoparticelle di ZnO? Controllo di precisione per risultati di qualità
- Che ruolo svolge un agitatore magnetico da laboratorio nella preparazione di sol di TiO2 e TiO2-Ag? Padroneggia la cinetica chimica
- Perché un agitatore magnetico riscaldante è essenziale per la sintesi di nanoparticelle di ZnO? Ottieni precisione nell'ingegneria dei materiali
- Come fa un dispositivo di riscaldamento e agitazione a temperatura costante a garantire la qualità della sintesi di nanoparticelle sferiche d'argento (Ag)?







