Sebbene sia un metodo robusto ed economico per determinate applicazioni, lo stampaggio a compressione non è una soluzione universale. I suoi limiti principali derivano da cicli di produzione più lenti, vincoli sulla complessità dei pezzi e un maggiore grado di manodopera manuale rispetto a processi come lo stampaggio a iniezione. Questi fattori lo rendono meno adatto per la produzione ad alto volume di componenti complessi.
Lo stampaggio a compressione eccelle nella produzione di pezzi grandi, robusti e relativamente semplici, in particolare da plastiche termoindurenti e compositi. Tuttavia, i suoi intrinseci compromessi in termini di velocità, precisione e capacità geometrica fanno sì che sia spesso superato da altri metodi per produzioni complesse e ad alto volume.

La sfida del tempo di ciclo e del volume
Uno dei vincoli più significativi dello stampaggio a compressione è la sua velocità. Il tempo totale richiesto per produrre un singolo pezzo, noto come tempo di ciclo, è considerevolmente più lungo rispetto a quello dei processi più automatizzati.
Cicli di polimerizzazione e raffreddamento più lenti
Il processo prevede il riscaldamento dell'intera massa dello stampo per polimerizzare il materiale e poi spesso il suo raffreddamento prima che il pezzo possa essere espulso. Questo riscaldamento e raffreddamento in massa richiede tempo, specialmente con gli stampi in acciaio grandi e pesanti necessari per produrre pezzi sostanziosi.
A differenza dello stampaggio a iniezione, dove il materiale viene riscaldato prima di entrare in uno stampo relativamente freddo, lo stampaggio a compressione si basa sul trasferimento termico attraverso lo stampo stesso, aggiungendo minuti a ogni ciclo.
Fasi di processo manuali
Lo stampaggio a compressione è spesso un processo semi-automatico o manuale. Un operatore deve misurare e posizionare accuratamente la carica di materiale (una preforma o polvere) nella cavità dello stampo prima di ogni ciclo.
Dopo la polimerizzazione, il pezzo viene rimosso e lo stampo deve essere pulito da qualsiasi materiale residuo o bava prima che possa iniziare il ciclo successivo. Queste fasi manuali introducono variabilità e aggiungono tempo significativo.
Impatto sulla produzione ad alto volume
La combinazione di lunghi tempi di polimerizzazione e intervento manuale rende lo stampaggio a compressione economicamente non redditizio per la produzione di massa, dove sono necessarie migliaia o milioni di pezzi rapidamente. Processi come lo stampaggio a iniezione sono progettati per operazioni ad alta velocità, continue e automatizzate, producendo un costo per pezzo molto più basso a volumi elevati.
Vincoli geometrici e di design
La natura fondamentale del processo — pressare il materiale in una forma — impone chiari limiti ai tipi di pezzi che possono essere fabbricati con successo.
Difficoltà con geometrie complesse
Lo stampaggio a compressione è più adatto per pezzi con geometrie relativamente semplici e aperte. Il flusso del materiale sotto pressione non è così controllato come nello stampaggio a iniezione.
Caratteristiche come sottosquadri, pareti sottili, piccoli fori o nervature intricate sono difficili o impossibili da formare in modo affidabile. Il materiale potrebbe non fluire in questi dettagli fini prima che inizi a polimerizzare, con conseguente formazione di pezzi incompleti o deboli.
Coerenza e tolleranze da pezzo a pezzo
Poiché la carica iniziale di materiale viene spesso posizionata a mano, leggere variazioni nella sua posizione o quantità possono portare a incongruenze da un pezzo all'altro.
Ciò rende difficile mantenere tolleranze dimensionali strette. Sebbene sufficiente per molte applicazioni come custodie elettriche o pannelli di carrozzeria automobilistici, non è adatto per componenti di precisione dove le tolleranze sono misurate in millesimi di pollice.
L'inevitabilità della bava
Quando lo stampo si chiude, il materiale in eccesso viene spremuto dalla cavità lungo la linea di giunzione. Questo eccesso, noto come bava, è un sottoprodotto naturale del processo.
La bava deve essere rimossa in un'operazione secondaria, tipicamente a mano o con matrici di rifilatura. Ciò aggiunge manodopera, costi e un'altra potenziale fonte di incoerenza al flusso di lavoro di produzione.
Comprendere i compromessi
La scelta di un processo di produzione riguarda sempre il bilanciamento di priorità contrastanti. I limiti dello stampaggio a compressione sono meglio compresi in contrasto con la sua principale alternativa, lo stampaggio a iniezione.
Stampaggio a compressione vs. stampaggio a iniezione
Lo stampaggio a iniezione eccelle dove lo stampaggio a compressione fallisce: può produrre pezzi altamente complessi e con tolleranze strette a velocità molto elevate. Tuttavia, richiede attrezzature estremamente costose e complesse.
Il vantaggio dello stampaggio a compressione risiede nella sua attrezzatura più semplice, robusta e significativamente più economica. Questo lo rende una scelta conveniente per la produzione a basso-medio volume di pezzi grandi dove l'ammortamento dell'attrezzatura è un fattore di costo importante.
Idoneità del materiale
Lo stampaggio a compressione è eccezionalmente adatto per materiali termoindurenti (come fenolici, epossidici e siliconi) e compositi rinforzati con fibre (come SMC e BMC). Il processo consente alle fibre lunghe di mantenere il loro orientamento e la loro lunghezza, producendo pezzi con resistenza e rigidità superiori difficili da ottenere con lo stampaggio a iniezione.
Lo stampaggio a compressione è adatto al tuo progetto?
Rispondere a questa domanda richiede di valutare gli obiettivi specifici del tuo progetto in termini di volume, complessità, proprietà dei materiali e costi.
- Se il tuo obiettivo principale è produrre pezzi grandi, semplici e ad alta resistenza: Lo stampaggio a compressione è una scelta eccellente, specialmente per termoindurenti, compositi e applicazioni nei settori automobilistico, aerospaziale o elettrico.
- Se il tuo obiettivo principale è la produzione ad alto volume di pezzi complessi con tolleranze strette: Lo stampaggio a iniezione è il processo chiaro e superiore per le tue esigenze.
- Se il tuo obiettivo principale è minimizzare l'investimento iniziale in attrezzature per volumi bassi-medi: Lo stampaggio a compressione offre un significativo vantaggio in termini di costi rispetto allo stampaggio a iniezione, a condizione che tu possa adattarti ai suoi tempi di ciclo più lenti e ai vincoli di progettazione.
In definitiva, i limiti dello stampaggio a compressione sono caratteristiche, non difetti; definiscono la nicchia industriale specifica in cui il processo offre un valore ineguagliabile.
Tabella riassuntiva:
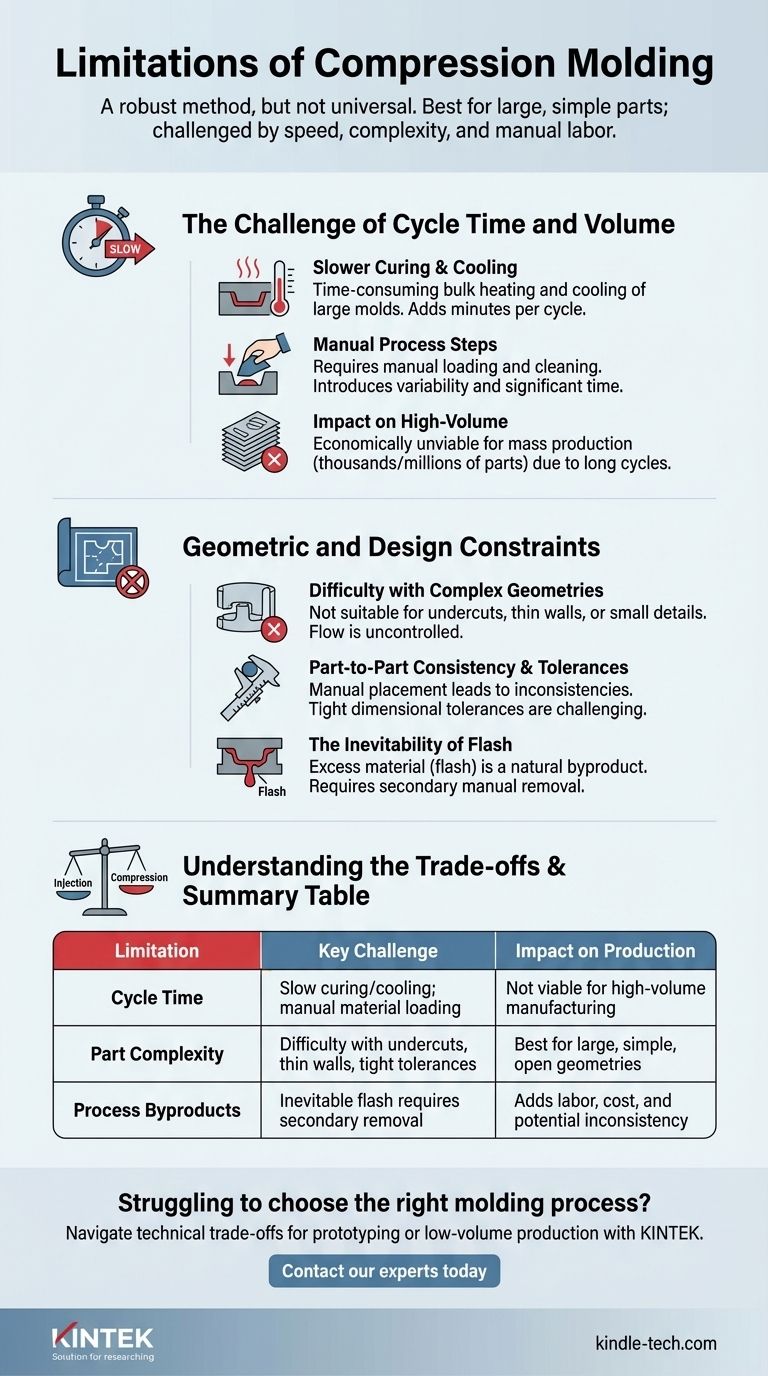
| Limitazione | Sfida chiave | Impatto sulla produzione |
|---|---|---|
| Tempo di ciclo | Polimerizzazione/raffreddamento lenti; caricamento manuale del materiale | Non fattibile per la produzione ad alto volume |
| Complessità del pezzo | Difficoltà con sottosquadri, pareti sottili, tolleranze strette | Ideale per geometrie grandi, semplici e aperte |
| Sottoprodotti del processo | La bava inevitabile richiede una rimozione secondaria | Aggiunge manodopera, costi e potenziale incoerenza |
Fai fatica a scegliere il giusto processo di stampaggio per le tue esigenze di laboratorio o produzione?
I limiti dello stampaggio a compressione evidenziano l'importanza di selezionare l'attrezzatura corretta per la tua applicazione specifica, sia per la prototipazione, la produzione a basso volume o la lavorazione con materiali specializzati come i compositi termoindurenti.
Presso KINTEK, siamo specializzati nella fornitura di robuste attrezzature da laboratorio e materiali di consumo per supportare i tuoi processi di ricerca e produzione. Possiamo aiutarti a navigare in questi compromessi tecnici per trovare la soluzione ottimale per le tue esigenze.
Ottimizziamo insieme il tuo flusso di lavoro. Contatta i nostri esperti oggi stesso per una consulenza personalizzata!
Guida Visiva
Prodotti correlati
- Stampi per pressatura isostatica per laboratorio
- Stampo per pressa a sfere per laboratorio
- Stampo a pressa bidirezionale rotondo per laboratorio
- Pressa per pastiglie di polvere per anello in plastica per laboratorio XRF & KBR per FTIR
- Stampo per pressatura di pellet di polvere di acido borico XRF per uso di laboratorio
Domande frequenti
- Cos'è la pressatura isostatica a caldo e a freddo? Formatura contro Finitura per Materiali Superiori
- A cosa serve una pressa isostatica? Ottenere densità uniforme ed eliminare i difetti
- Qual è la pressione per la pressatura isostatica? Sblocca la chiave per la densificazione uniforme dei materiali
- Qual è il processo di pressatura isostatica? Ottenere una densità uniforme per pezzi complessi
- Quali sono i vantaggi della pressatura isostatica? Ottenere un'integrità del materiale superiore e libertà di progettazione



















