In sostanza, il principio della pressatura isostatica a caldo (HIP) è un processo di produzione che sottopone un componente sia ad alta temperatura che a pressione estrema e uniforme da tutti i lati. Utilizzando un gas inerte come l'argon come mezzo di pressione, questa combinazione di calore e pressione migliora fondamentalmente il materiale eliminando la porosità interna e creando una microstruttura uniforme e completamente densa.
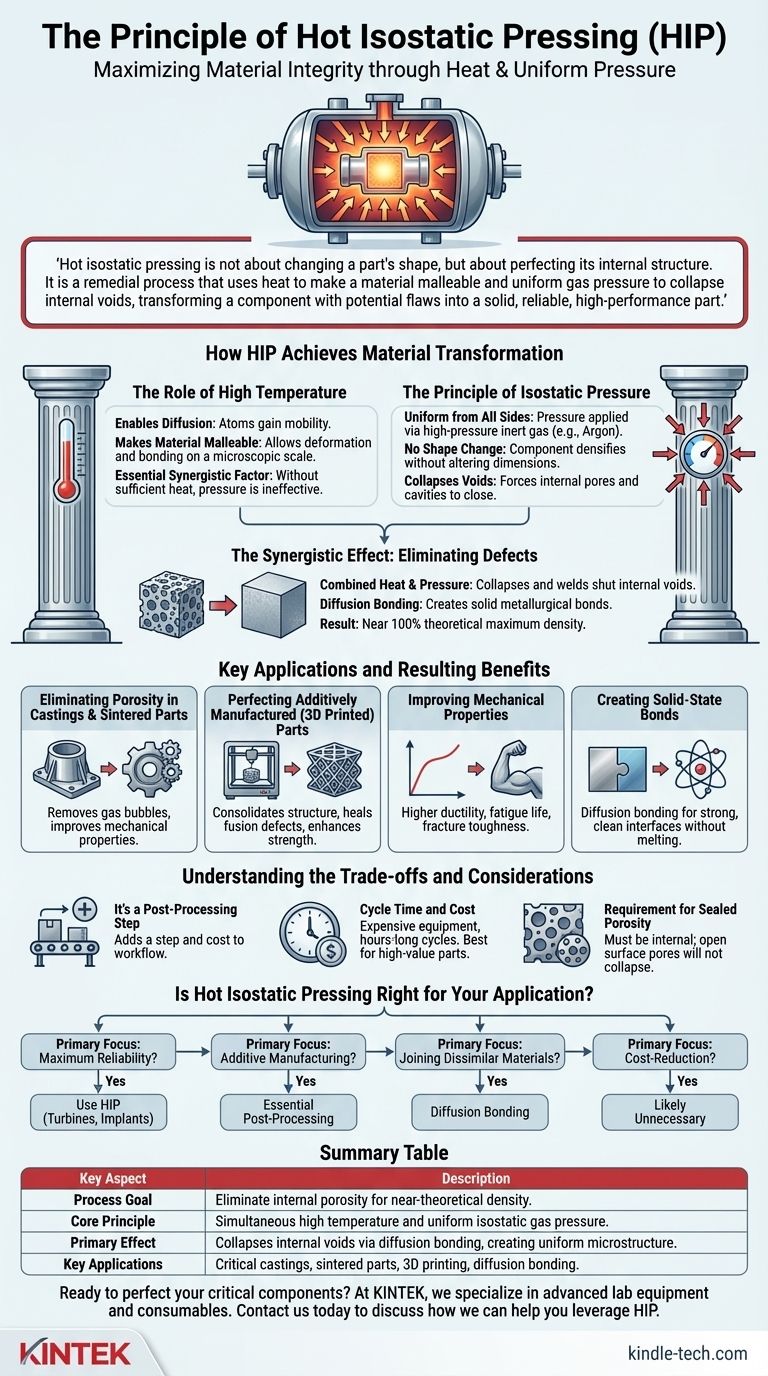
La pressatura isostatica a caldo non riguarda la modifica della forma di una parte, ma il perfezionamento della sua struttura interna. È un processo correttivo che utilizza il calore per rendere un materiale malleabile e la pressione uniforme del gas per far collassare i vuoti interni, trasformando un componente con potenziali difetti in una parte solida, affidabile e ad alte prestazioni.

Come l'HIP Ottiene la Trasformazione del Materiale
L'efficacia dell'HIP risiede nell'applicazione precisa e simultanea di calore e pressione. Ognuno svolge un ruolo distinto e critico nella trasformazione del materiale a livello microscopico.
Il Ruolo dell'Alta Temperatura
Il termine "Caldo" in HIP è il fattore abilitante per il cambiamento. Il riscaldamento di un componente a una temperatura elevata (tipicamente inferiore al suo punto di fusione) fornisce agli atomi all'interno del materiale energia sufficiente per muoversi.
Questa maggiore mobilità atomica, nota come diffusione, rende il materiale sufficientemente morbido e malleabile da deformarsi e legarsi su scala microscopica. Senza calore sufficiente, la pressione da sola sarebbe inefficace.
Il Principio della Pressione Isostatica
"Isostatico" significa che la pressione viene applicata uniformemente da tutte le direzioni. Ciò si ottiene posizionando il componente all'interno di un recipiente a pressione sigillato e introducendo un gas inerte ad alta pressione.
A differenza della pressatura meccanica, che applica forza da una o due direzioni, il gas avvolge la parte ed esercita una pressione uguale su ogni punto della sua superficie. Ciò assicura che il componente si densifichi senza alterare la sua forma o le sue dimensioni complessive.
L'Effetto Sinergico: Eliminazione dei Difetti
La combinazione di calore e pressione agisce per far collassare e saldare i vuoti interni. Il calore rende il materiale malleabile, mentre l'immensa pressione esterna crea una differenza che schiaccia e chiude eventuali pori o cavità interne.
Una volta che le pareti di questi vuoti sono forzate a contatto, l'alta temperatura facilita la saldatura per diffusione, creando un legame metallurgico solido e continuo dove prima c'era il difetto. Il risultato è una parte che si avvicina al 100% della sua massima densità teorica.
Applicazioni Chiave e Benefici Risultanti
L'HIP viene utilizzato non come metodo di formatura primario, ma come fase critica di post-lavorazione per perfezionare i componenti realizzati con altri mezzi. I suoi benefici sono direttamente collegati all'eliminazione dei difetti interni.
Eliminazione della Porosità in Getto e Parti Sinterizzate
I processi tradizionali di fusione e metallurgia delle polveri possono lasciare bolle di gas microscopiche o vuoti. L'HIP rimuove efficacemente questa porosità, migliorando drasticamente le proprietà meccaniche del componente finito.
Perfezionamento delle Parti Prodotte con Manifattura Additiva (Stampa 3D)
La stampa 3D dei metalli soffre spesso di problemi come la fusione incompleta tra gli strati e la porosità intrappolata. L'HIP è un passaggio quasi essenziale per le parti stampate in 3D critiche, poiché consolida la struttura, ripara questi difetti e crea una microstruttura uniforme con resistenza superiore e resistenza alla fatica.
Miglioramento delle Proprietà Meccaniche
Creando un materiale completamente denso ed omogeneo, l'HIP migliora significativamente le caratteristiche chiave di prestazione. Le parti trattate con HIP mostrano maggiore duttilità, vita a fatica superiore e maggiore tenacità alla frattura, rendendole più affidabili in applicazioni esigenti.
Creazione di Legami allo Stato Solido
L'HIP può essere utilizzato per saldare per diffusione due o più parti separate, anche se sono realizzate con materiali diversi. Sotto calore e pressione, gli atomi all'interfaccia diffondono attraverso il confine, creando una giunzione continua allo stato solido senza alcuna fusione o fase liquida.
Comprendere i Compromessi e le Considerazioni
Sebbene potente, l'HIP è un processo specializzato con requisiti e limitazioni specifici che è importante comprendere.
È un Passaggio di Post-Lavorazione
L'HIP non crea una parte da zero; migliora una parte che è già stata formata nella sua forma quasi netta. Ciò aggiunge un passaggio extra e un costo associato al flusso di lavoro di produzione complessivo.
Tempo Ciclo e Costo
Le attrezzature necessarie per l'HIP sono costose e i cicli di processo—che comprendono riscaldamento controllato, pressurizzazione, tempo di mantenimento e raffreddamento—possono richiedere diverse ore. Ciò lo rende più adatto a componenti di alto valore dove prestazioni e affidabilità non sono negoziabili.
Requisito di Porosità Sigillata
Affinché l'HIP funzioni, qualsiasi porosità deve essere interna alla parte e non collegata alla superficie. Se un poro è aperto verso la superficie, il gas pressurizzante riempirà semplicemente il vuoto, equalizzando la pressione e impedendone il collasso.
La Pressatura Isostatica a Caldo è Adatta alla Tua Applicazione?
Scegliere di utilizzare l'HIP dipende interamente dai requisiti di prestazione e dal valore del componente finale.
- Se la tua attenzione principale è la massima affidabilità e prestazione: Utilizza l'HIP per eliminare i difetti interni in componenti critici come pale di turbine, impianti medici o parti strutturali sottoposte a forte stress per raggiungere la densità teorica e proprietà meccaniche superiori.
- Se la tua attenzione principale è la produzione di parti tramite manifattura additiva: Considera l'HIP un passaggio di post-lavorazione essenziale per superare la porosità intrinseca, migliorare la fusione degli strati e garantire l'integrità del materiale richiesta per le parti funzionali destinate all'uso finale.
- Se la tua attenzione principale è unire materiali diversi senza fusione: Sfrutta l'HIP per la saldatura per diffusione per creare interfacce forti e pulite impossibili da ottenere con le tecniche convenzionali di saldatura o brasatura.
- Se la tua attenzione principale è la riduzione dei costi su parti non critiche: L'HIP è probabilmente non necessario, poiché i suoi benefici potrebbero non giustificare il costo e il tempo aggiuntivi per componenti per i quali la microstruttura interna non è un fattore determinante delle prestazioni.
In definitiva, la comprensione del principio dell'HIP ti consente di specificarne l'uso precisamente dove aggiunge il massimo valore, trasformando buoni componenti in componenti eccezionali.
Tabella Riassuntiva:
| Aspetto Chiave | Descrizione |
|---|---|
| Obiettivo del Processo | Eliminare la porosità interna e i difetti per raggiungere una densità quasi teorica. |
| Principio Fondamentale | Applicazione simultanea di alta temperatura e pressione di gas isostatica uniforme. |
| Effetto Primario | Collassa i vuoti interni tramite saldatura per diffusione, creando una microstruttura uniforme. |
| Applicazioni Chiave | Getto critico, parti sinterizzate, manifattura additiva (stampa 3D), saldatura per diffusione. |
Pronto a perfezionare i tuoi componenti critici?
In KINTEK, siamo specializzati nel fornire apparecchiature da laboratorio avanzate e materiali di consumo per soddisfare le tue esigenze di laboratorio più esigenti. Se stai producendo parti di alto valore come pale di turbine, impianti medici o componenti stampati in 3D, la nostra esperienza può aiutarti a sfruttare la pressatura isostatica a caldo per ottenere un'integrità del materiale e prestazioni senza pari.
Contattaci oggi tramite il nostro modulo di contatto per discutere come le nostre soluzioni possono aiutarti a eliminare i difetti interni e garantire l'affidabilità delle tue parti più critiche.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Stampi per pressatura isostatica per laboratorio
Domande frequenti
- Quali vantaggi offre una pressa isostatica a caldo rispetto a una pressa uniassiale tradizionale per i fogli di elettrolita Li6PS5Cl?
- Come le presse isostatiche a caldo migliorano le prestazioni degli elettrodi a secco? Aumenta la conduttività ASSB con calore e pressione
- Quanto dura la pressatura isostatica a caldo? Svelare le variabili che controllano il tempo ciclo
- Qual è la temperatura di una pressa isostatica a caldo? Ottieni una densificazione ottimale per i tuoi materiali
- A cosa serve una pressa isostatica? Ottenere densità uniforme ed eliminare i difetti

















