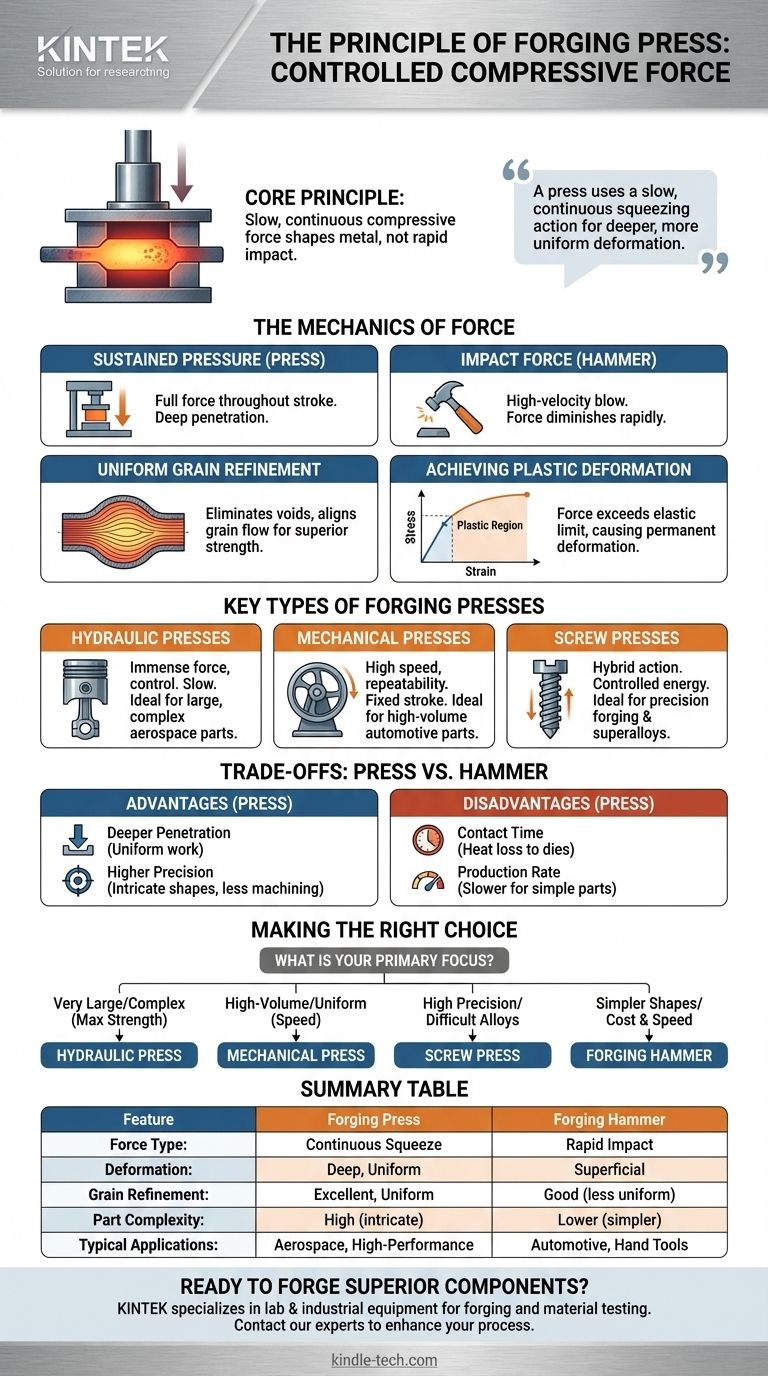
Al suo centro, il principio di una pressa per forgiatura è l'applicazione controllata di una forza compressiva lenta e continua per modellare il metallo. A differenza degli impatti rapidi e netti di un maglio da forgiatura, una pressa utilizza un pistone meccanico o idraulico per spremere gradualmente un pezzo di metallo riscaldato tra due stampi. Questa pressione sostenuta costringe il metallo a subire una deformazione plastica, riempiendo la cavità dello stampo e raffinando la sua struttura interna del grano per una resistenza e un'integrità superiori.
La differenza fondamentale tra una pressa per forgiatura e altri metodi risiede nel suo metodo di applicazione della forza. Una pressa utilizza un'azione di spremitura lenta e continua, che consente una deformazione più profonda e uniforme in tutto il volume del metallo, con conseguente miglioramento delle proprietà meccaniche e capacità di creare parti altamente complesse.

La meccanica della forza: come una pressa ottiene la deformazione
Pressione sostenuta contro forza d'impatto
L'energia di un maglio da forgiatura è cinetica, erogata in un singolo colpo ad alta velocità. La sua forza è massima al momento dell'impatto e diminuisce rapidamente.
Una pressa per forgiatura, al contrario, applica la sua forza nominale completa durante l'intera lunghezza della sua corsa. Questa spremitura lenta e controllata assicura che la forza di deformazione penetri in profondità nel centro del pezzo.
Raffinamento uniforme del grano
La lenta applicazione della pressione consente alla struttura cristallina interna del metallo (il suo "grano") di deformarsi e ricristallizzarsi in modo altamente uniforme.
Questo processo elimina i vuoti interni e allinea il flusso del grano con la forma della parte, che è la fonte primaria dell'eccezionale resistenza, duttilità e resistenza alla fatica di un componente forgiato.
Ottenere la deformazione plastica
Ogni metallo ha un limite elastico. La forza applicata al di sotto di questo limite lo farà deformare temporaneamente e poi tornare alla sua forma originale.
Una pressa per forgiatura è progettata per applicare una forza che supera di gran lunga il limite elastico del metallo, facendolo deformare permanentemente—o plasticamente—nella nuova forma dettata dagli stampi.
Tipi chiave di presse per forgiatura
Presse idrauliche
Alimentate da fluido idraulico ad alta pressione e grandi pistoni, queste presse sono i titani del mondo della forgiatura.
Sono più lente rispetto ad altri tipi ma offrono una forza immensa e un controllo senza pari. La velocità e la pressione del pistone possono essere variate in qualsiasi punto durante la corsa, rendendole ideali per componenti massicci e altamente complessi, come quelli utilizzati nell'aerospaziale.
Presse meccaniche
Queste presse utilizzano un volano per immagazzinare energia, che viene poi trasferita al pistone tramite un meccanismo a manovella (un albero eccentrico).
Le presse meccaniche sono più veloci delle presse idrauliche e offrono un'elevata ripetibilità, rendendole perfette per la produzione ad alto volume di parti di piccole e medie dimensioni come i componenti automobilistici. Tuttavia, la loro lunghezza di corsa e il profilo di forza sono fissati dal loro design meccanico.
Presse a vite
Una pressa a vite è un ibrido, che combina caratteristiche sia dei magli che delle presse. Un motore elettrico fa girare una grande vite per accelerare il pistone.
Eroga una quantità controllata di energia in una singola corsa, in modo simile a un maglio, ma con l'azione a piena pressione di una pressa. Ciò le rende molto adatte per la forgiatura di precisione e la formatura di superleghe ad alta temperatura che richiedono input energetici specifici.
Comprendere i compromessi: pressa contro maglio
Vantaggio: maggiore penetrazione del materiale
La lenta spremitura di una pressa assicura che l'intero volume del metallo venga lavorato in modo uniforme. L'impatto di un maglio può talvolta avere un effetto più superficiale, specialmente su parti con grandi sezioni trasversali, lasciando potenzialmente il nucleo meno raffinato.
Vantaggio: maggiore precisione e complessità
Poiché la forza viene applicata lentamente e in modo controllato, le presse possono creare parti con forme più intricate, pareti più sottili e tolleranze dimensionali più strette. Ciò spesso riduce la necessità di una lavorazione post-forgiatura estesa e costosa.
Svantaggio: tempo di contatto e perdita di calore
Gli stampi in una pressa rimangono a contatto con il pezzo caldo per una durata maggiore rispetto a un colpo di maglio. Questo contatto prolungato consente a più calore di trasferirsi dal pezzo agli stampi più freddi, il che a volte può richiedere temperature di riscaldamento iniziali più elevate o persino il riscaldamento tra le fasi di forgiatura.
Svantaggio: velocità di produzione e costo
Per parti semplici e standardizzate, il tempo ciclo più rapido di un maglio da forgiatura o di una pressa meccanica può renderli più convenienti. L'azione più lenta e deliberata di una grande pressa idraulica è più adatta per parti in cui le prestazioni finali giustificano il tempo ciclo.
Fare la scelta giusta per la tua applicazione
La selezione del metodo di forgiatura corretto è fondamentale per ottenere il giusto equilibrio tra prestazioni, precisione e costo per il tuo componente.
- Se la tua priorità principale è la produzione di componenti molto grandi o complessi con la massima resistenza interna (ad esempio, carrelli di atterraggio di aeromobili, dischi turbina): Una pressa idraulica è l'unica scelta grazie alla sua forza immensa e controllabile.
- Se la tua priorità principale è la produzione ad alto volume di parti uniformi in cui la velocità è fondamentale (ad esempio, bielle automobilistiche, utensili manuali): Una pressa meccanica fornisce la velocità e la ripetibilità necessarie.
- Se la tua priorità principale è ottenere alta precisione su leghe difficili da formare o parti che richiedono un input energetico esatto: Una pressa a vite offre un equilibrio unico tra energia d'impatto e controllo simile a quello di una pressa.
- Se la tua priorità principale è creare forme più semplici in cui la massima raffinatezza interna è secondaria rispetto al costo e alla velocità: Un maglio da forgiatura tradizionale rimane una soluzione praticabile ed economica.
Comprendere questi principi ti consente di specificare il processo di produzione corretto, assicurando che il tuo componente possieda le proprietà meccaniche precise richieste per la sua funzione.
Tabella riassuntiva:
| Caratteristica | Pressa per forgiatura | Maglio da forgiatura |
|---|---|---|
| Tipo di forza | Spremitura continua, compressiva | Colpo rapido ad alto impatto |
| Deformazione | Profonda, uniforme in tutta la parte | Può essere più superficiale |
| Raffinamento del grano | Eccellente, altamente uniforme | Buono, ma meno uniforme nelle sezioni spesse |
| Complessità della parte | Alta (forme intricate, pareti sottili) | Inferiore (forme più semplici) |
| Applicazioni tipiche | Componenti aerospaziali, parti ad alte prestazioni | Componenti automobilistici, utensili manuali |
Pronto a forgiare componenti superiori con precisione e forza?
In KINTEK, siamo specializzati nel fornire le attrezzature da laboratorio e industriali giuste per soddisfare le tue esigenze di forgiatura e prova dei materiali. Che tu stia sviluppando parti aerospaziali ad alte prestazioni o producendo componenti automobilistici ad alto volume, la nostra esperienza nella tecnologia di forgiatura può aiutarti a ottenere le proprietà meccaniche e la precisione richieste dalla tua applicazione.
Lascia che ti aiutiamo a selezionare l'attrezzatura perfetta per il tuo progetto. Contatta oggi i nostri esperti per discutere le tue esigenze specifiche e scoprire come KINTEK può migliorare il tuo processo di produzione.
Guida Visiva
Prodotti correlati
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Presse a Forma Speciale per Laboratorio
- Pressa ad Anello per Applicazioni di Laboratorio
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Domande frequenti
- Che ruolo svolge una pressa idraulica riscaldata nella sinterizzazione a freddo (CSP)? Miglioramento della densificazione di LATP-alogenuri
- Perché viene utilizzata una pressa idraulica riscaldata per la pressatura a caldo dei nastri verdi NASICON? Ottimizza la densità del tuo elettrolita solido
- Perché la funzione di riscaldamento di una pressa idraulica da laboratorio è essenziale per l'assemblaggio dell'MEA nelle DEFC? Ottimizza il Legame Cellulare
- Qual è la funzione principale di una pressa idraulica riscaldata da laboratorio nel CSP? Rivoluzionare la sinterizzazione di ceramiche a bassa temperatura
- Come viene utilizzata una pressa idraulica riscaldata per le batterie Li-LLZO? Ottimizzare il legame interfaciale con pressione termica

















