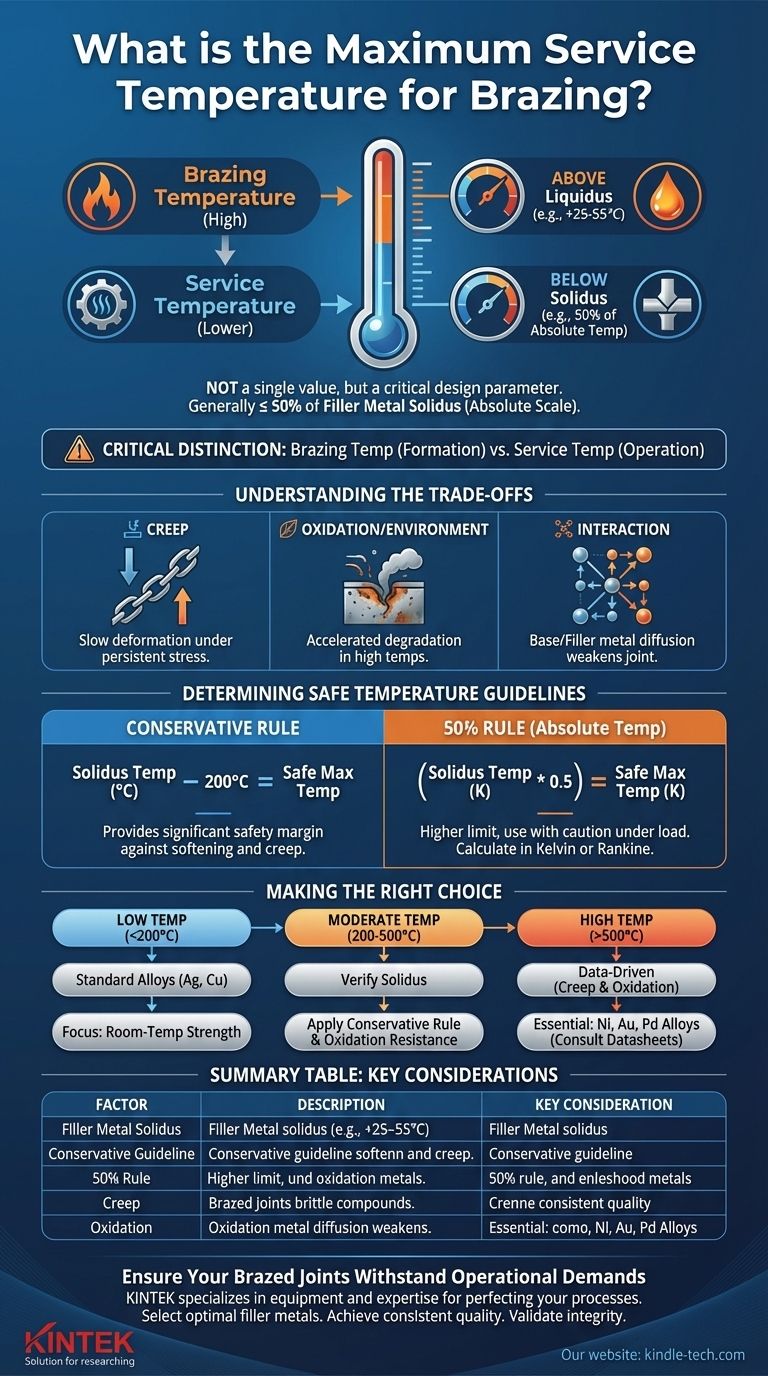
La temperatura massima di servizio di un giunto brasato non è un valore singolo, ma un parametro di progettazione critico determinato principalmente dal metallo d'apporto per brasatura (BFM) utilizzato. Come regola generale, la temperatura di servizio non dovrebbe superare il 50% della temperatura di solidus (fusione) del metallo d'apporto, misurata su scala assoluta, e spesso deve essere mantenuta ancora più bassa a seconda del carico e dell'ambiente.
L'affidabilità di un giunto brasato ad alte temperature dipende da più del semplice punto di fusione della lega d'apporto. È necessario tenere conto del degrado della resistenza della lega, della resistenza allo scorrimento e del comportamento all'ossidazione man mano che si avvicina alla sua temperatura di solidus.

La distinzione critica: temperatura di brasatura vs. temperatura di servizio
Per garantire l'integrità di un giunto, è necessario comprendere la differenza tra la temperatura richiesta per creare il giunto e la temperatura che può sopportare nella sua applicazione finale.
Definizione di temperatura di brasatura
La temperatura di brasatura è la temperatura a cui l'assemblaggio viene riscaldato per fondere il metallo d'apporto e formare il giunto. Questa temperatura deve essere superiore al liquidus del metallo d'apporto, il punto in cui è completamente fuso. Una pratica comune è riscaldare l'assemblaggio di almeno 25-55°C (50-100°F) al di sopra del liquidus per garantire un flusso e una bagnatura adeguati.
Definizione di temperatura di servizio
La temperatura massima di servizio è la temperatura più alta che il giunto completato può sopportare durante il funzionamento senza una perdita critica di resistenza meccanica o guasto. Questa è fondamentalmente limitata dalla temperatura di solidus del metallo d'apporto, il punto in cui inizia a fondere. Man mano che la temperatura di servizio si avvicina al solidus, il metallo d'apporto si ammorbidisce e perde rapidamente la sua resistenza.
Come determinare una temperatura di servizio sicura
Sebbene i test specifici per l'applicazione siano sempre i migliori, esistono linee guida ingegneristiche consolidate per stimare una temperatura di servizio massima sicura.
La linea guida "Solidus Meno" (Regola Conservativa)
Una regola pratica ampiamente utilizzata e conservativa è quella di mantenere la temperatura massima di servizio almeno 200°C (circa 390°F) al di sotto della temperatura di solidus del metallo d'apporto per brasatura. Ciò fornisce un significativo margine di sicurezza contro l'ammorbidimento e lo scorrimento.
Ad esempio, il comune metallo d'apporto a base d'argento BAg-7 ha un solidus di 652°C (1205°F). Applicando questa regola si suggerisce una temperatura massima di servizio di circa 452°C (815°F).
La Regola del 50% (Temperatura Assoluta)
Un'altra linea guida afferma che la temperatura di servizio non dovrebbe superare il 50% della temperatura di solidus se misurata su scala assoluta (Kelvin o Rankine).
- Per calcolare usando Kelvin:
Max Service Temp (°C) = [ (Solidus Temp °C + 273.15) * 0.5 ] - 273.15 - Per calcolare usando Rankine:
Max Service Temp (°F) = [ (Solidus Temp °F + 459.67) * 0.5 ] - 459.67
Questa regola spesso produce un limite di temperatura più elevato rispetto alla linea guida conservativa e dovrebbe essere usata con cautela, specialmente sotto carico meccanico elevato.
Comprendere i compromessi: oltre le semplici regole di temperatura
Affidarsi esclusivamente a un calcolo del punto di fusione è insufficiente per applicazioni critiche. La vera prestazione di un giunto brasato ad alte temperature è un equilibrio di diversi fattori.
La minaccia dello scorrimento (Creep)
Lo scorrimento (creep) è la tendenza di un materiale solido a deformarsi permanentemente sotto l'influenza di uno stress meccanico persistente, anche al di sotto della sua resistenza allo snervamento. Questo fenomeno è altamente dipendente dalla temperatura. All'aumentare della temperatura di servizio, la resistenza allo scorrimento del metallo d'apporto diminuisce, e un giunto sotto carico costante può lentamente cedere nel tempo.
L'impatto dell'ossidazione e dell'ambiente
Le alte temperature accelerano drasticamente l'ossidazione e la corrosione. L'ambiente di servizio (ad esempio, aria, gas di scarico, vuoto) determina quale metallo d'apporto è adatto. Un BFM che è forte in un'atmosfera inerte può degradarsi rapidamente e fallire in aria ossidante alla stessa temperatura. Questo è il motivo per cui le leghe a base di nichel e a base di metalli preziosi sono specificate per applicazioni aerospaziali e industriali ad alta temperatura.
Interazione con il metallo base
Per lunghi periodi a temperature elevate, gli atomi del metallo d'apporto e del metallo base possono diffondersi l'uno nell'altro. Ciò può formare composti intermetallici fragili all'interno del giunto, riducendone la duttilità e la resistenza alla fatica da cicli termici.
Fare la scelta giusta per il tuo obiettivo
La selezione del metallo d'apporto per brasatura corretto richiede l'abbinamento delle sue proprietà alle tue esigenze operative.
- Se il tuo obiettivo principale è il servizio a bassa temperatura (< 200°C / 400°F): Le leghe standard a base di argento o rame sono tipicamente sufficienti, poiché la resistenza meccanica a temperatura ambiente è la preoccupazione dominante.
- Se il tuo obiettivo principale è il servizio a temperatura moderata (200-500°C / 400-930°F): Devi verificare attentamente la temperatura di solidus del BFM e applicare la regola conservativa "Solidus meno 200°C", considerando anche la resistenza all'ossidazione.
- Se il tuo obiettivo principale è il servizio ad alta temperatura (> 500°C / 930°F): La tua decisione deve essere guidata dai dati sulla resistenza allo scorrimento e alla resistenza all'ossidazione, non da semplici punti di fusione. I metalli d'apporto a base di nichel, a base d'oro o a base di palladio sono essenziali, e la consultazione delle loro schede tecniche è obbligatoria.
In definitiva, la progettazione di un giunto brasato durevole consiste nel comprendere che l'ambiente di servizio determina la scelta del materiale.
Tabella riassuntiva:
| Fattore | Descrizione | Considerazione chiave |
|---|---|---|
| Solidus del metallo d'apporto | Temperatura alla quale inizia la fusione. | La temperatura di servizio deve essere significativamente inferiore al solidus. |
| Linea guida conservativa | Temp. di servizio ≤ Temp. di solidus - 200°C (~390°F). | Fornisce un margine di sicurezza contro l'ammorbidimento. |
| Regola del 50% (Temp. assoluta) | Temp. di servizio ≤ 50% della temp. di solidus (in Kelvin/Rankine). | Spesso produce un limite più elevato; usare con cautela sotto carico. |
| Scorrimento (Creep) | Lenta deformazione sotto stress ad alte temperature. | Critico per giunti sotto carico meccanico costante. |
| Ossidazione/Ambiente | Degradazione da aria, gas o vuoto. | Determina la scelta della lega di metallo d'apporto adatta. |
Assicurati che i tuoi giunti brasati resistano alle esigenze operative
La progettazione di un assemblaggio brasato affidabile per il servizio ad alta temperatura richiede una conoscenza esperta della scienza dei materiali e delle sfide specifiche dell'applicazione. La scelta errata del metallo d'apporto può portare a guasti prematuri del giunto, costosi tempi di inattività e rischi per la sicurezza.
KINTEK è specializzata nella fornitura delle attrezzature e dei materiali di consumo da laboratorio necessari per perfezionare i tuoi processi di brasatura. Sia che tu stia sviluppando prototipi o ottimizzando la produzione, forniamo gli strumenti e le competenze per aiutarti a:
- Selezionare il metallo d'apporto per brasatura ottimale per le tue esigenze di temperatura, carico e ambientali.
- Ottenere giunti coerenti e di alta qualità con un controllo preciso della temperatura.
- Convalidare l'integrità del giunto per applicazioni critiche.
Non lasciare al caso le prestazioni del tuo giunto. Contatta i nostri esperti oggi stesso per discutere le tue specifiche sfide di brasatura e come KINTEK può supportare il successo del tuo laboratorio.
Guida Visiva