Al suo centro, il ciclo di pressatura isostatica a caldo (HIP) è un processo di produzione controllato che sottopone un componente a temperatura elevata e alta pressione uniforme contemporaneamente. All'interno di una camera sigillata, un gas inerte come l'argon viene utilizzato per applicare questa pressione uniformemente da tutte le direzioni, mentre la temperatura viene innalzata fino al punto in cui il materiale diventa plastico. Questa combinazione chiude ed elimina efficacemente i vuoti interni, i pori o i difetti presenti nel materiale.
Lo scopo centrale del ciclo HIP non è formare una parte, ma perfezionarla. È un processo di "guarigione" che utilizza calore simultaneo e pressione uniforme per eliminare la porosità interna, migliorando così drasticamente le proprietà meccaniche, la densità e l'affidabilità di un componente.

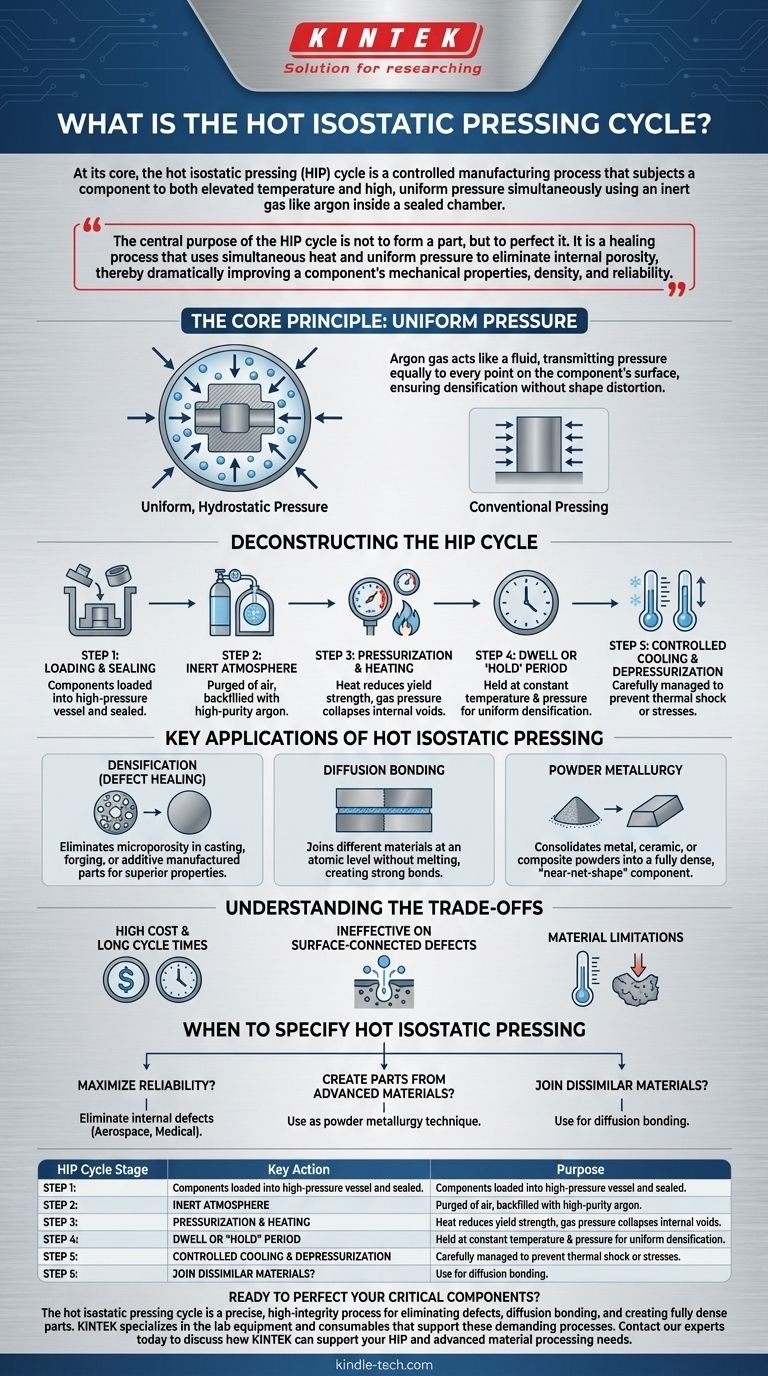
Scomposizione del Ciclo HIP
Il processo è meticolosamente controllato da computer per garantire risultati precisi e ripetibili. Sebbene i parametri varino in base al materiale e al risultato desiderato, le fasi fondamentali rimangono coerenti.
Fase 1: Caricamento e Sigillatura
I componenti vengono caricati nel recipiente ad alta pressione dell'unità HIP. Una volta che le parti sono al loro posto, il recipiente viene sigillato per creare un ambiente confinato.
Fase 2: Creazione di un'Atmosfera Inerte
La camera viene spurgata dall'aria e riempita con un gas inerte di elevata purezza, quasi sempre argon. Ciò impedisce al materiale di ossidarsi o reagire chimicamente alle alte temperature di processo.
Fase 3: Pressurizzazione e Riscaldamento Simultanei
Il cuore del processo inizia quando la temperatura e la pressione vengono aumentate in modo controllato. Il calore riduce la resistenza allo snervamento del materiale, rendendolo morbido e malleabile, mentre l'immensa pressione del gas collassa i vuoti interni.
Fase 4: Periodo di Mantenimento o "Dwell"
Una volta raggiunte la temperatura e la pressione target, queste vengono mantenute costanti per una durata specifica. Questo "tempo di permanenza" assicura che la temperatura sia uniforme in tutto il componente e consente la completa densificazione e la saldatura per diffusione delle superfici interne.
Fase 5: Raffreddamento Controllato e Decompressione
Dopo il tempo di permanenza, il recipiente viene raffreddato e la pressione viene rilasciata. Questa fase finale è gestita con attenzione per prevenire shock termici o l'introduzione di nuove sollecitazioni interne nella parte ormai densificata.
Il Principio Fondamentale: Pressione Uniforme
L'efficacia della pressatura isostatica risiede nel suo utilizzo di una pressione idrostatica uniforme. Il gas argon agisce come un fluido, trasmettendo la pressione in modo uguale a ogni punto sulla superficie del componente.
Questo è fondamentalmente diverso dalla pressatura convenzionale, che applica la forza da una o due direzioni. La pressione su tutti i lati assicura che una parte diventi più densa senza distorcere la sua forma, chiudendo i pori uniformemente in tutto il suo volume.
Applicazioni Chiave della Pressatura Isostatica a Caldo
Il processo HIP viene scelto in base all'esigenza specifica del prodotto. È ampiamente utilizzato per tre applicazioni principali.
Densificazione (Risanamento dei Difetti)
Questo è l'uso più comune. L'HIP viene applicato a componenti realizzati tramite fusione, forgiatura o produzione additiva (stampa 3D) per eliminare la micro-porosità. Ciò trasforma una parte standard in una con vita a fatica, resistenza e tenacità superiori.
Saldatura per Diffusione
L'HIP può essere utilizzato per unire due o più materiali diversi a livello atomico senza fusione. Il calore e la pressione fanno sì che gli atomi di ciascuna superficie diffondano nell'altro, creando un legame forte quanto i materiali di base stessi.
Metallurgia delle Polveri
Il processo può consolidare polveri metalliche, ceramiche o composite in una parte solida completamente densa. La polvere viene sigillata in uno stampo flessibile o in un contenitore, e il ciclo HIP la compatta in un componente "quasi a forma netta" con una microstruttura uniforme e a grana fine.
Comprendere i Compromessi
Sebbene potente, il processo HIP comporta considerazioni importanti che lo rendono adatto ad applicazioni specifiche e di alto valore.
Costo Elevato e Lunghi Tempi di Ciclo
Le unità HIP rappresentano investimenti di capitale significativi, e i cicli stessi possono durare molte ore. Ciò rende il processo più costoso dei trattamenti termici convenzionali.
Inefficace sui Difetti Connessi alla Superficie
Il processo si basa sulla pressione del gas per chiudere i vuoti interni. Se un poro è aperto alla superficie della parte, il gas entrerà semplicemente nel poro e lo pressurizzerà dall'interno, impedendone il collasso.
Limitazioni dei Materiali
Il materiale in lavorazione deve essere in grado di resistere alle alte temperature richieste per la densificazione senza fondere o degradarsi. Ciò richiede un'attenta selezione dei parametri di processo per ogni specifica lega o materiale.
Quando Specificare la Pressatura Isostatica a Caldo
La decisione di utilizzare l'HIP dovrebbe essere guidata dall'obiettivo finale del vostro componente.
- Se la vostra attenzione principale è massimizzare l'affidabilità nei componenti critici: Utilizzare l'HIP per eliminare i difetti interni nelle fusioni o nelle parti stampate in 3D, specialmente per applicazioni aerospaziali o mediche.
- Se la vostra attenzione principale è creare parti da materiali avanzati: Utilizzare l'HIP come tecnica di metallurgia delle polveri per formare componenti completamente densi da leghe o ceramiche specializzate che sono difficili da lavorare in altro modo.
- Se la vostra attenzione principale è unire materiali dissimili senza una giunzione saldata debole: Utilizzare l'HIP per la saldatura per diffusione al fine di creare componenti bimetallici o metallo-ceramici ad alta integrità.
In definitiva, la pressatura isostatica a caldo è uno strumento potente per raggiungere la massima integrità del materiale possibile quando le prestazioni non possono essere compromesse.
Tabella Riassuntiva:
| Fase del Ciclo HIP | Azione Chiave | Scopo |
|---|---|---|
| Caricamento e Sigillatura | Inserire le parti nel recipiente e sigillare | Creare un ambiente confinato |
| Atmosfera Inerte | Spurgare l'aria, riempire con argon | Prevenire l'ossidazione ad alte temperature |
| Pressurizzazione e Riscaldamento | Aumentare la pressione del gas e la temperatura | Rendere il materiale malleabile, collassare i vuoti |
| Periodo di Mantenimento | Mantenere temperatura e pressione target | Garantire densificazione e unione uniformi |
| Raffreddamento e Decompressione | Raffreddamento controllato e rilascio della pressione | Prevenire shock termico e nuove sollecitazioni |
Pronto a perfezionare i tuoi componenti critici?
Il ciclo di pressatura isostatica a caldo è un processo preciso e ad alta integrità per eliminare i difetti interni, unire per diffusione materiali dissimili e creare parti completamente dense a partire da polveri. Per i laboratori e i produttori nei settori aerospaziale, medico e dei materiali avanzati, raggiungere questo livello di prestazione è irrinunciabile.
KINTEK è specializzata nelle apparecchiature di laboratorio e nei materiali di consumo che supportano questi processi esigenti. Sia che stiate ricercando il comportamento dei materiali o aumentando la produzione, forniamo le soluzioni affidabili di cui avete bisogno.
Contatta oggi i nostri esperti per discutere come KINTEK può supportare le tue esigenze di HIP e di lavorazione di materiali avanzati.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Stampi per pressatura isostatica per laboratorio
Domande frequenti
- Qual è il processo di pressatura isostatica? Ottenere densità uniforme e forme complesse
- Quanto dura la pressatura isostatica a caldo? Svelare le variabili che controllano il tempo ciclo
- Perché l'uso di una pressa isostatica per i corpi verdi LSGM porta a una riduzione della temperatura di sinterizzazione? Aumenta la densità
- Quali vantaggi offre una pressa isostatica a caldo rispetto a una pressa uniassiale tradizionale per i fogli di elettrolita Li6PS5Cl?
- A cosa serve una pressa isostatica? Ottenere densità uniforme ed eliminare i difetti

















