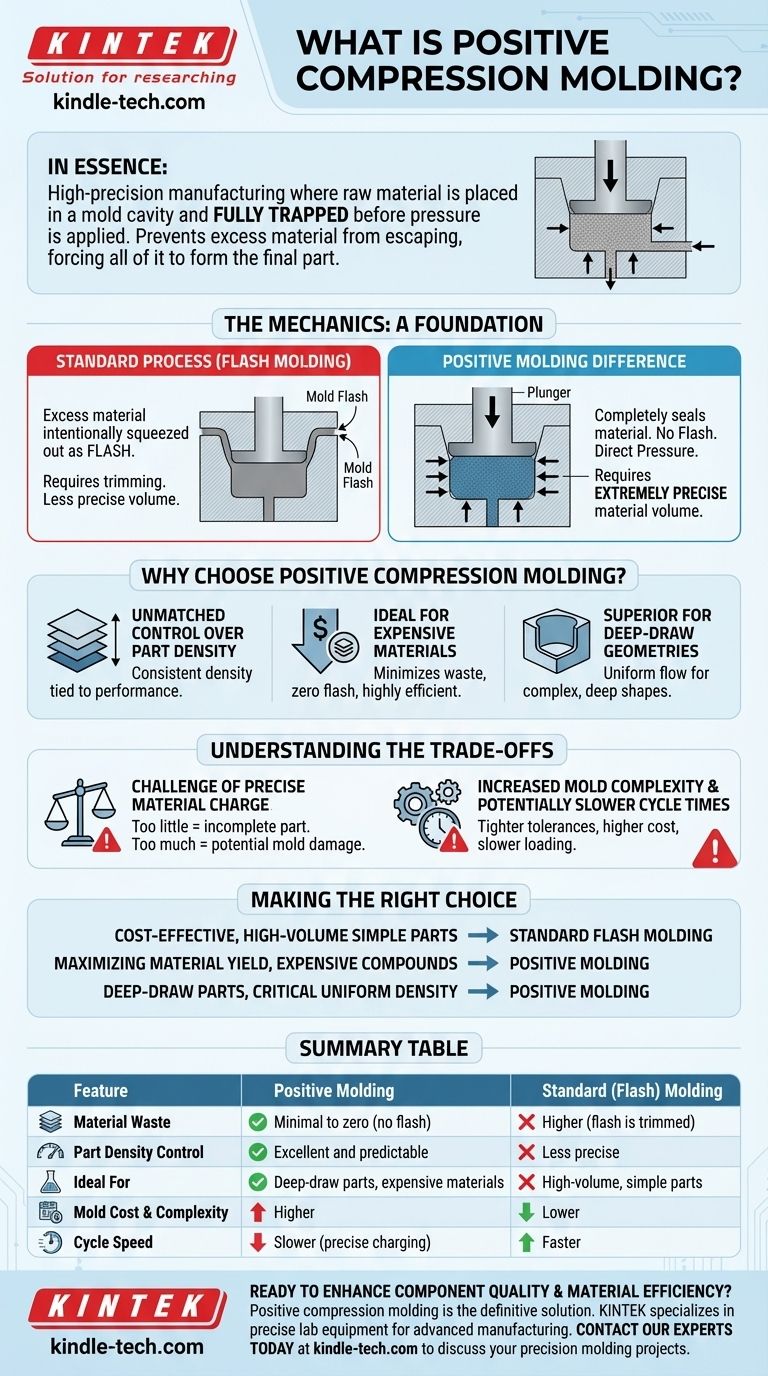
In sostanza, lo stampaggio a compressione positivo è un processo di produzione ad alta precisione in cui la materia prima viene posizionata in una cavità dello stampo e completamente intrappolata prima che venga applicata la pressione. A differenza dello stampaggio a compressione standard, questo design impedisce a qualsiasi materiale in eccesso di fuoriuscire, costringendolo a formare il pezzo finale sotto pressione diretta.
Lo stampaggio positivo è un compromesso: si scambia la semplicità e la tolleranza di uno stampo "a bava" standard con un controllo superiore sulla densità del pezzo, uno spreco minimo di materiale e la capacità di formare forme complesse. È una tecnica scelta per la precisione, non per la velocità.

La Meccanica dello Stampaggio a Compressione: Una Base
Per comprendere lo stampaggio positivo, è necessario prima comprendere il processo standard da cui si è evoluto. Entrambi i metodi utilizzano calore e pressione per modellare una carica di materiale, ma il modo in cui gestiscono volume e pressione è fondamentalmente diverso.
Il Processo Standard (Stampaggio a Bava)
Nello stampaggio a compressione tipico, una quantità pre-misurata di gomma o plastica, spesso leggermente superiore al necessario, viene posizionata nella metà inferiore di uno stampo riscaldato.
Quando lo stampo si chiude, pressione e calore fanno sì che il materiale fluisca e riempia la cavità.
Qualsiasi materiale in eccesso, noto come bava di stampaggio, viene intenzionalmente spremuto in piccole scanalature di troppo pieno progettate nello stampo sulla linea di giunzione. Questa bava viene successivamente rifilata dal pezzo finito.
La Differenza dello Stampaggio Positivo
Lo stampaggio a compressione positivo elimina la bava per design. Lo stampo è costituito da una cavità e da un pistone (o "punzone") corrispondente che si adatta perfettamente al suo interno, proprio come un pistone in un cilindro.
Quando lo stampo si chiude, il pistone entra nella cavità e sigilla completamente la carica di materiale al suo interno.
Tutta la pressione applicata agisce direttamente sul materiale, costringendolo a riempire ogni dettaglio dello stampo. Poiché nulla può fuoriuscire, il volume della carica di materiale iniziale deve essere estremamente preciso.
Perché Scegliere lo Stampaggio a Compressione Positivo?
Gli ingegneri specificano lo stampaggio positivo quando le prestazioni del pezzo e l'efficienza del materiale sono più critiche della velocità di produzione grezza. I vantaggi affrontano direttamente le limitazioni dello stampaggio standard.
Controllo Ineguagliabile sulla Densità del Pezzo
Poiché tutto il materiale è contenuto, la densità finale del pezzo è un risultato diretto e prevedibile del volume del materiale e della forza applicata. Questo è cruciale per componenti in cui una densità costante è legata alle prestazioni, come guarnizioni o smorzatori di vibrazioni.
Ideale per Materiali Costosi
Lo stampaggio positivo è eccezionalmente efficiente. Senza materiale perso a causa della bava, minimizza gli sprechi. Questo lo rende la scelta superiore quando si lavora con composti ad alto costo come elastomeri specializzati, siliconi o polimeri avanzati, dove ogni grammo risparmiato incide sul bilancio.
Superiore per Geometrie a Profonda Imbutitura
Un pezzo a profonda imbutitura è un pezzo la cui profondità è maggiore del suo diametro. Costringere il materiale a fluire in una tale forma con lo stampaggio standard è difficile e può portare a difetti.
La pressione diretta del pistone in uno stampo positivo agisce come un martinetto idraulico, assicurando che il materiale fluisca uniformemente e riempia completamente queste cavità profonde e complesse per un pezzo uniforme e privo di vuoti.
Comprendere i Compromessi
La precisione dello stampaggio positivo comporta specifiche sfide operative. Non è un metodo universalmente superiore e i suoi svantaggi devono essere attentamente considerati.
La Sfida della Carica di Materiale Precisa
Questa è la sfida più grande dello stampaggio positivo. Poiché non c'è troppo pieno per il materiale in eccesso, la carica iniziale deve essere misurata con estrema precisione.
Troppo poco materiale si traduce in un pezzo incompleto e inutilizzabile. Troppo materiale può generare una pressione immensa, potenzialmente danneggiando lo stampo o la pressa stessa.
Aumento della Complessità e del Costo dello Stampo
Il design a incastro stretto pistone-cavità richiede tolleranze di lavorazione molto più strette rispetto a un semplice stampo a bava. Questa ingegneria di precisione rende l'attrezzatura iniziale più complessa e quindi più costosa da produrre.
Tempi di Ciclo Potenzialmente Più Lenti
La necessità di pesare e caricare attentamente una carica di materiale precisa può rallentare il ciclo di produzione complessivo. Al contrario, lo stampaggio a bava consente un processo di caricamento più veloce e meno preciso, privilegiando il volume rispetto alla perfezione per pezzo.
Fare la Scelta Giusta per la Tua Applicazione
La decisione tra stampaggio a compressione positivo e standard è strategica e si basa sulle priorità uniche del tuo progetto.
- Se il tuo obiettivo principale è la produzione di grandi volumi di pezzi semplici a costi contenuti: Lo stampaggio a bava standard è quasi sempre la scelta più pratica ed economica.
- Se il tuo obiettivo principale è massimizzare la resa del materiale per composti costosi: La caratteristica "zero sprechi" dello stampaggio positivo offre un chiaro vantaggio finanziario e di risorse.
- Se il tuo obiettivo principale è creare pezzi a profonda imbutitura o componenti in cui una densità uniforme è fondamentale per le prestazioni: Lo stampaggio positivo è la tecnica essenziale per garantire l'integrità e la qualità del pezzo.
In definitiva, comprendere questa distinzione ti consente di allineare il tuo processo di produzione direttamente con le prestazioni critiche e i requisiti di costo del tuo pezzo.
Tabella Riepilogativa:
| Caratteristica | Stampaggio Positivo | Stampaggio Standard (a Bava) |
|---|---|---|
| Spreco di Materiale | Minimo o nullo (senza bava) | Maggiore (la bava viene rifilata) |
| Controllo Densità Pezzo | Eccellente e prevedibile | Meno preciso |
| Ideale Per | Pezzi a profonda imbutitura, materiali costosi | Grandi volumi, pezzi semplici |
| Costo e Complessità dello Stampo | Maggiore | Minore |
| Velocità del Ciclo | Più lenta (richiede caricamento preciso) | Più veloce |
Pronto a migliorare la qualità dei tuoi componenti e l'efficienza dei materiali?
Lo stampaggio a compressione positivo è la soluzione definitiva per applicazioni che richiedono un controllo superiore della densità, geometrie complesse e massima resa del materiale, specialmente quando si lavora con polimeri ed elastomeri ad alto costo.
In KINTEK, siamo specializzati nella fornitura delle precise attrezzature da laboratorio e dei materiali di consumo necessari per supportare processi di produzione avanzati come lo stampaggio positivo. La nostra esperienza aiuta laboratori e produttori a ottenere risultati consistenti e ad alte prestazioni.
Contatta i nostri esperti oggi stesso per discutere come possiamo supportare i tuoi progetti di stampaggio di precisione e aiutarti a selezionare l'attrezzatura giusta per i tuoi specifici requisiti di materiale e pezzo.
Guida Visiva
Prodotti correlati
- Stampo per pressa a sfere per laboratorio
- Piccola macchina per lo stampaggio a iniezione per uso di laboratorio
- Stampo a pressa bidirezionale rotondo per laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Pressa ad Anello per Applicazioni di Laboratorio
Domande frequenti
- Cos'è il metodo dello stampaggio a pressione? Una guida per forme ceramiche coerenti e dettagliate
- Come fa una pressa idraulica a caldo da laboratorio a garantire la qualità dei compositi di PHBV/fibre naturali? Guida esperta
- Quali sono i vantaggi dell'utilizzo di una pressa idraulica da laboratorio per la pressatura a caldo? Raggiungere la massima densità dei nanocompositi
- Come usare uno stampo a pressione? Padroneggiare l'arte di creare forme ceramiche consistenti
- Qual è lo scopo dei dispositivi di pressione specializzati nelle batterie allo stato solido a solfuro? Garantire la stabilità chimico-meccanica


















