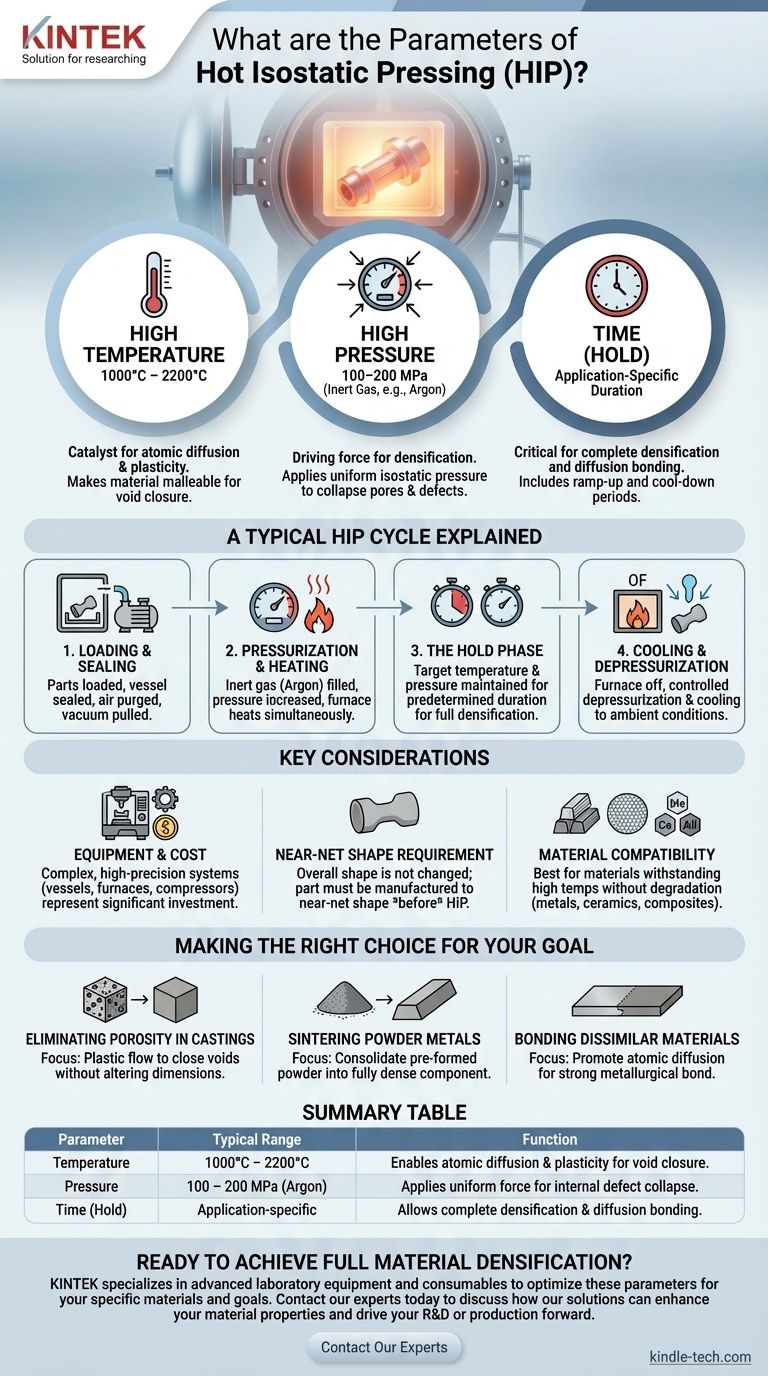
In sintesi, la pressatura isostatica a caldo (HIP) è definita da tre parametri primari: alta temperatura, alta pressione e la durata del ciclo di processo. Questa tecnica di produzione avanzata applica una pressione uniforme in tutte le direzioni a un componente, tipicamente compresa tra 100 e 200 MPa, mentre lo riscalda simultaneamente in un forno a temperature tra 1000°C e 2200°C. Un gas inerte, come l'argon, viene utilizzato come mezzo per trasferire questa pressione in modo uniforme, assicurando che il pezzo sia densificato o legato senza alterarne la forma complessiva.
L'intuizione critica è che la pressatura isostatica a caldo non riguarda solo l'applicazione di calore e pressione, ma il controllo preciso e simultaneo di questi parametri all'interno di un'atmosfera controllata per ottenere la densificazione completa del materiale, eliminare i difetti interni o creare un legame metallurgico tra i materiali.

I parametri fondamentali del processo HIP
Per comprendere la pressatura isostatica a caldo, è necessario comprendere la funzione di ogni variabile controllata. Il processo si svolge all'interno di un sistema specializzato costituito da un recipiente ad alta pressione, un forno di riscaldamento interno e sofisticati sistemi di controllo.
Alta temperatura
La temperatura è il catalizzatore del cambiamento a livello microscopico. Riscaldando il materiale ad alta temperatura, tipicamente al di sotto del suo punto di fusione, si consente la diffusione atomica e la deformazione plastica. Ciò rende il materiale sufficientemente malleabile da far collassare i vuoti interni.
Pressione isostatica
La pressione è la forza motrice per la densificazione. Un gas inerte, quasi sempre l'argon, viene compresso a livelli estremamente elevati (100–200 MPa) all'interno del recipiente. Questo gas applica una pressione uniforme, o isostatica, da tutte le direzioni sul componente, forzando fisicamente la chiusura e la saldatura di pori interni, vuoti e difetti.
Tempo di processo
Il terzo parametro critico è il tempo. Il componente viene mantenuto alla temperatura e pressione target per una durata specifica, nota come tempo di mantenimento. Questo periodo è essenziale per consentire al materiale il tempo sufficiente per densificarsi completamente e per la formazione di legami per diffusione, ove necessario. Il ciclo totale include anche periodi controllati di aumento e raffreddamento.
Un tipico ciclo HIP spiegato
I parametri di temperatura, pressione e tempo non vengono applicati in modo casuale. Sono gestiti all'interno di un ciclo di processo altamente controllato e ripetibile per garantire risultati coerenti.
1. Caricamento e sigillatura
Innanzitutto, i pezzi o i componenti vengono caricati nella camera di riscaldamento, che viene poi sigillata all'interno del recipiente principale ad alta pressione. Il recipiente viene spurgato dall'aria e viene creato il vuoto per rimuovere eventuali gas reattivi come l'ossigeno.
2. Pressurizzazione e riscaldamento
Il recipiente viene riempito con gas argon inerte e la pressione viene aumentata utilizzando un compressore. Contemporaneamente, il forno interno inizia a riscaldare la camera e i componenti. Questi due parametri vengono aumentati in modo controllato e sincronizzato.
3. La fase di mantenimento
Una volta raggiunti la temperatura e la pressione target, il sistema entra nella fase di mantenimento. Il sistema di controllo mantiene questi parametri con alta precisione per il tempo predeterminato, consentendo al materiale di raggiungere il suo stato finale completamente denso.
4. Raffreddamento e depressurizzazione
Dopo il completamento della fase di mantenimento, il forno viene spento e il recipiente inizia a raffreddarsi. La pressione del gas viene rilasciata lentamente e in sicurezza in una fase di depressurizzazione controllata. Una volta a condizioni ambientali, i componenti possono essere rimossi in sicurezza.
Comprendere le considerazioni chiave
Sebbene potente, il processo HIP comporta vincoli e compromessi specifici che è importante comprendere.
Attrezzature e costi
I sistemi HIP sono apparecchiature altamente complesse e precise. Consistono in un recipiente a pressione a parete spessa, un forno ad alta temperatura, compressori di gas, pompe per vuoto e sistemi di controllo avanzati. Questa complessità rende il processo un investimento significativo.
Requisito di forma quasi netta
La natura isostatica della pressione assicura che la forma complessiva di un componente non venga modificata. Ciò significa che il pezzo deve essere fabbricato nella sua forma quasi netta prima del ciclo HIP. L'HIP è un processo di densificazione o legame, non un processo di formatura.
Compatibilità dei materiali
Il processo è più adatto per materiali che possono resistere ad alte temperature senza degradarsi. Ciò include la maggior parte dei metalli, leghe, ceramiche e alcuni materiali compositi. I parametri specifici di temperatura e pressione devono essere scelti con cura in base al materiale da lavorare.
Fare la scelta giusta per il tuo obiettivo
I parametri esatti per un ciclo HIP vengono scelti in base al materiale e al risultato desiderato.
- Se il tuo obiettivo principale è eliminare la porosità nelle fusioni: La chiave è selezionare una temperatura e una pressione sufficienti a causare il flusso plastico e chiudere i vuoti interni senza alterare le dimensioni critiche del pezzo.
- Se il tuo obiettivo principale è la sinterizzazione di metalli in polvere: I parametri devono essere controllati con precisione per consolidare una forma di polvere preformata in un componente solido, completamente denso, con proprietà meccaniche ottimali.
- Se il tuo obiettivo principale è legare materiali dissimili: Il ciclo deve essere attentamente progettato per promuovere la diffusione atomica attraverso l'interfaccia dei due materiali, creando un vero legame metallurgico più forte dei materiali di partenza.
In definitiva, padroneggiare l'interazione di temperatura, pressione e tempo è la chiave per sbloccare il pieno potenziale della pressatura isostatica a caldo per la tua applicazione.
Tabella riassuntiva:
| Parametro | Intervallo tipico | Funzione |
|---|---|---|
| Temperatura | 1000°C – 2200°C | Consente la diffusione atomica e la plasticità del materiale per la chiusura dei vuoti. |
| Pressione | 100 – 200 MPa (Argon) | Applica una forza uniforme da tutte le direzioni per far collassare i difetti interni. |
| Tempo (Mantenimento) | Specifico per l'applicazione | Consente la densificazione completa e la formazione di legami per diffusione. |
Pronto a ottenere la densificazione completa del materiale ed eliminare i difetti interni?
Il controllo preciso di temperatura, pressione e tempo è fondamentale per un ciclo di pressatura isostatica a caldo (HIP) di successo. KINTEK è specializzata in apparecchiature e materiali di consumo da laboratorio avanzati, fornendo la tecnologia e l'esperienza per ottimizzare questi parametri per i tuoi materiali e obiettivi specifici, sia che tu stia lavorando con fusioni, metalli in polvere o compositi avanzati.
Contatta i nostri esperti oggi stesso per discutere come le nostre soluzioni possono migliorare le proprietà dei tuoi materiali e far progredire la tua ricerca e sviluppo o produzione.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa Idraulica Riscaldata da 24T 30T 60T con Piastre Riscaldanti per Pressa a Caldo da Laboratorio
Domande frequenti
- Qual è la funzione di una pressa isostatica a caldo (WIP) nelle celle a sacchetto interamente a stato solido? Ottimizzare la densità della batteria
- Quali vantaggi offre una pressa isostatica a caldo rispetto a una pressa uniassiale tradizionale per i fogli di elettrolita Li6PS5Cl?
- Perché le presse isostatiche a caldo (WIP) sono necessarie per le batterie a stato solido? Raggiungere un contatto a livello atomico
- Qual è il processo di pressatura isostatica? Ottenere una densità uniforme per pezzi complessi
- Quanto dura la pressatura isostatica a caldo? Svelare le variabili che controllano il tempo ciclo

















