Sebbene sia un eccellente metodo di giunzione, la brasatura non è universalmente applicabile. I suoi principali svantaggi derivano dalle intrinseche limitazioni di resistenza del metallo d'apporto, dalla meticolosa preparazione richiesta per un legame riuscito e dai vincoli di processo che possono renderla inadatta per alcuni ambienti di produzione ad alto volume.
La limitazione principale della brasatura è che le proprietà del giunto finale – la sua resistenza e la resistenza alla temperatura – sono definite dal metallo d'apporto, non dai materiali di base più resistenti. Questo, combinato con la sua sensibilità alla pulizia della superficie e al design del giunto, crea una serie specifica di compromessi operativi.

Limitazione 1: Resistenza e Resistenza alla Temperatura Inerenti
La limitazione più fondamentale di un giunto brasato è che può essere resistente solo quanto il metallo d'apporto utilizzato per crearlo.
Il Limite del Metallo d'Apporto
A differenza della saldatura, che fonde i materiali di base, la brasatura utilizza una lega separata a punto di fusione più basso per fungere da adesivo. Ciò significa che la resistenza alla trazione del giunto è limitata dalla resistenza di questo metallo d'apporto, che è quasi sempre inferiore a quella dei metalli di base da unire.
Non Adatto per Applicazioni ad Alto Stress
Poiché il materiale d'apporto è l'anello debole, la brasatura generalmente non è il metodo preferito per applicazioni sottoposte a carichi o sollecitazioni estremamente elevati dove deve essere mantenuta la piena resistenza del materiale di base.
Servizio a Temperatura Elevata Limitato
La temperatura di servizio di un componente brasato è limitata dal punto di fusione della lega d'apporto. Se il componente opera a una temperatura che si avvicina al punto di fusione del materiale d'apporto, il giunto perderà integrità e fallirà.
Limitazione 2: Vincoli di Processo e Produzione
Il processo di brasatura stesso impone requisiti rigorosi che possono influenzare la velocità e la complessità della produzione.
La Necessità Critica di Pulizia
La brasatura si basa sull'azione capillare per attirare il metallo d'apporto fuso nel giunto. Questa azione può essere completamente bloccata da contaminanti come oli, grasso e ossidi. Pertanto, le parti devono essere scrupolosamente pulite prima della brasatura, aggiungendo un passaggio obbligatorio e dispendioso in termini di tempo al processo di produzione.
La Precisa Distanza del Giunto Non è Negoziabile
Affinché l'azione capillare funzioni efficacemente, lo spazio tra le due parti da unire deve essere preciso e costante. Uno spazio troppo ampio impedirà al materiale d'apporto di essere aspirato, mentre uno spazio troppo stretto può limitarne il flusso. Ciò richiede tolleranze di fabbricazione strette.
Cicli di Lavorazione a Lotti Lenti
Come notato nella brasatura in forno e sotto vuoto, il processo viene spesso eseguito a lotti. Il ciclo di caricamento delle parti, creazione di un vuoto o atmosfera controllata, riscaldamento, raffreddamento e scarico è intrinsecamente lento, rendendolo meno adatto a mantenere il ritmo di linee di produzione continue ad alto volume.
Limitazione 3: Potenziali Problemi di Materiale e Design
Oltre alla resistenza e al processo, ci sono considerazioni sui materiali da tenere a mente.
Rischio di Corrosione Galvanica
Quando si uniscono metalli dissimili, la combinazione di due diversi materiali di base e un terzo metallo d'apporto può creare una cella galvanica in presenza di un elettrolita (come l'umidità). Ciò può portare a una corrosione accelerata al giunto, compromettendone la durabilità a lungo termine.
Giunti Grandi e Piani Possono Essere Problematici
Ottenere un giunto privo di vuoti su una superficie molto ampia può essere difficile. È impegnativo assicurarsi che il flussante o l'atmosfera funzionino perfettamente su tutta l'area e che il metallo d'apporto fluisca uniformemente in ogni parte del giunto.
Comprendere i Compromessi
È fondamentale considerare queste limitazioni non come fallimenti, ma come compromessi intrinseci per i vantaggi unici della brasatura.
Meno Calore per Meno Distorsione
Le temperature di processo più basse utilizzate nella brasatura (rispetto alla saldatura) sono un vantaggio significativo. Ciò riduce al minimo la distorsione termica e lo stress residuo, rendendola ideale per unire assemblaggi delicati, a parete sottile o complessi che sarebbero danneggiati da alte temperature.
Unione di Materiali Dissimili
La brasatura è uno dei metodi migliori per unire materiali radicalmente diversi, come rame con acciaio o ceramica con metalli. Le limitazioni del metallo d'apporto sono il prezzo da pagare per questa capacità unica.
Creazione di Giunti Puliti e A Tenuta Stagna
La meticolosa pulizia e gli spazi precisi richiesti dal processo si traducono in giunti di altissima qualità, puliti e spesso sigillati ermeticamente con poca necessità di finitura post-processo.
Fare la Scelta Giusta per la Tua Applicazione
In definitiva, gli "svantaggi" della brasatura sono svantaggi solo se sono in conflitto con il tuo obiettivo primario.
- Se il tuo obiettivo principale è la massima resistenza del giunto e le prestazioni ad alta temperatura: Dovresti probabilmente considerare un processo di saldatura che fonde i metalli di base.
- Se il tuo obiettivo principale è la produzione ad alta velocità e ad alto volume: Un processo di saldatura automatizzato o un fissaggio meccanico potrebbero essere più adatti rispetto ai cicli di brasatura a lotti più lenti.
- Se il tuo obiettivo principale è l'unione di materiali dissimili o assemblaggi complessi con minima distorsione termica: I requisiti di processo e le limitazioni di resistenza della brasatura sono compromessi accettabili per raggiungere il tuo obiettivo.
Scegliere il metodo di giunzione giusto richiede la comprensione non solo dei suoi punti di forza, ma anche delle sue limitazioni intrinseche e di come si allineano alle esigenze della tua specifica applicazione.
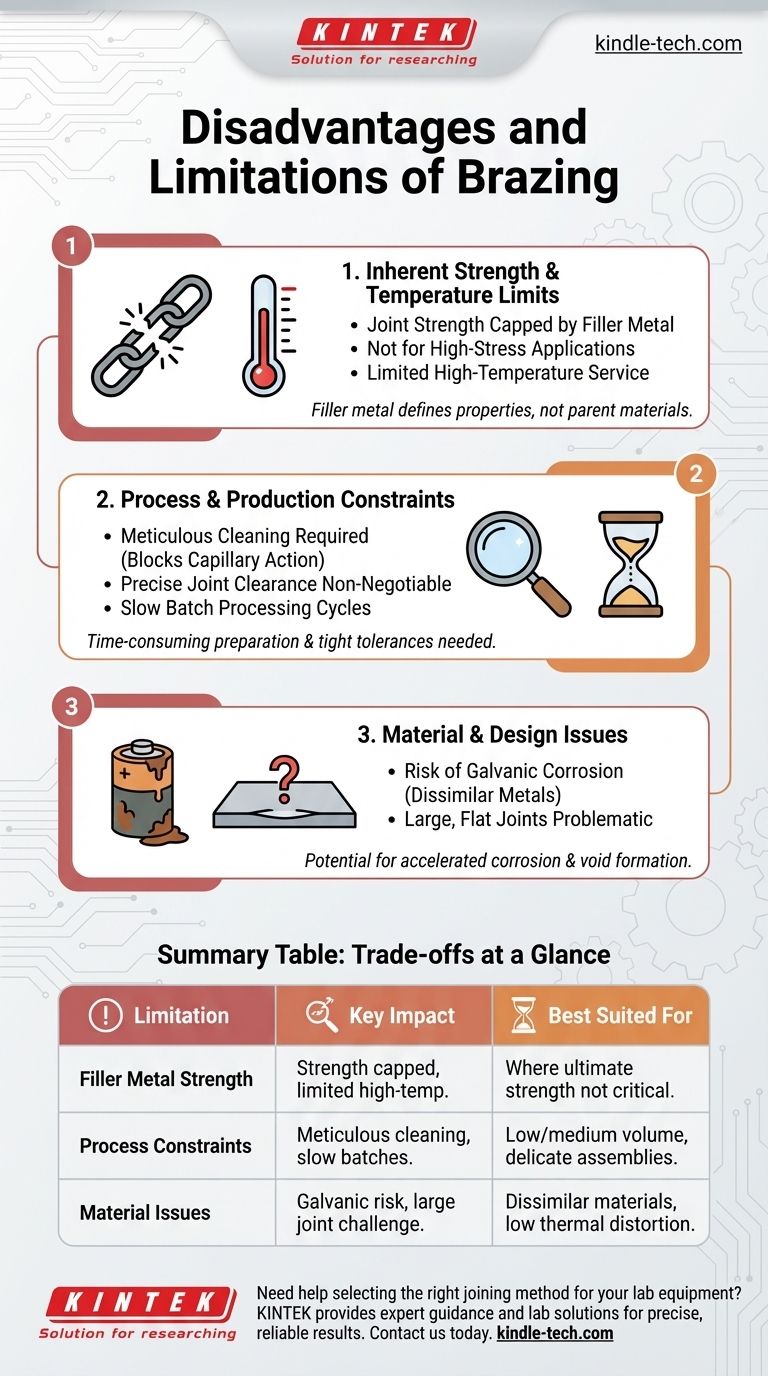
Tabella Riepilogativa:
| Limitazione | Impatto Chiave | Più Adatto Per |
|---|---|---|
| Resistenza del Metallo d'Apporto | Resistenza del giunto limitata dal materiale d'apporto, non dai metalli di base. Uso limitato ad alte temperature. | Applicazioni in cui la resistenza massima non è critica. |
| Vincoli di Processo | Richiede pulizia meticolosa, spazi precisi del giunto e cicli a lotti lenti. | Produzione a basso-medio volume; assemblaggi complessi o delicati. |
| Problemi Materiali | Rischio di corrosione galvanica con metalli dissimili; difficile per giunti grandi e piani. | Unione di materiali dissimili dove la distorsione termica deve essere minimizzata. |
Hai bisogno di aiuto per selezionare il metodo di giunzione giusto per la tua attrezzatura da laboratorio?
La brasatura offre vantaggi unici per assemblaggi delicati e materiali dissimili, ma comprendere le sue limitazioni è fondamentale per un'applicazione di successo. Presso KINTEK, siamo specializzati nella fornitura delle giuste attrezzature e materiali di consumo da laboratorio per supportare le tue specifiche esigenze di giunzione e fabbricazione.
Lascia che i nostri esperti ti guidino verso la soluzione ottimale per il tuo progetto.
Contattaci oggi per discutere come possiamo aiutarti a ottenere risultati precisi e affidabili.
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Macchina elettrica per la sigillatura di batterie a bottone
- Macchina per Stampa a Freddo Sottovuoto per la Preparazione dei Campioni
- Utensili Professionali per Taglio di Carta Carbone, Tessuto, Diaframma, Foglio di Rame, Alluminio e Altro
Domande frequenti
- Qual è la temperatura del trattamento termico sottovuoto? Ottieni proprietà dei materiali superiori e finiture impeccabili
- Qual è il costo di un forno per brasatura sottovuoto? Una guida ai fattori chiave e alla strategia di investimento
- La brasatura può essere utilizzata per i metalli ferrosi? Sì, ed ecco come garantire un giunto robusto.
- Cos'è un forno per trattamento termico sottovuoto? La guida definitiva alla lavorazione in atmosfera controllata
- Come si esegue la brasatura a forno? Una guida alla giunzione di metalli di precisione e ad alto volume



