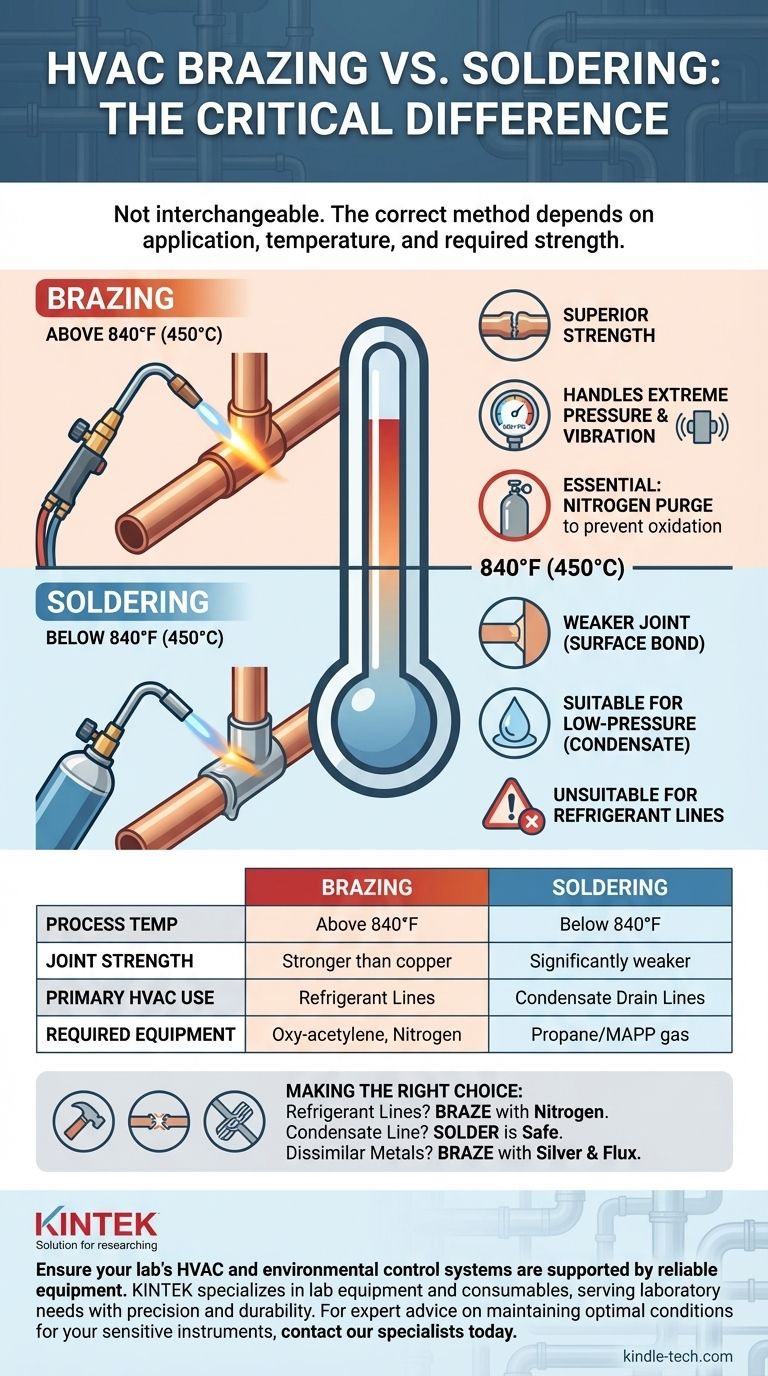
Nell'HVAC, sia la brasatura che la saldatura sono utilizzate, ma non sono intercambiabili. Il metodo corretto dipende interamente dall'applicazione. La brasatura è lo standard richiesto per unire le linee di refrigerante in rame grazie alla sua resistenza superiore, mentre la saldatura è riservata ad applicazioni a bassa pressione come le linee di scarico della condensa.
La distinzione fondamentale risiede nella temperatura e nella resistenza risultante del giunto. La brasatura avviene a temperature superiori a 840°F (450°C), creando un legame più forte del tubo di rame stesso. La saldatura, che avviene al di sotto di questa temperatura, crea un giunto molto più debole, inadatto alle alte pressioni dei refrigeranti moderni.

La Differenza Fondamentale: Temperatura e Resistenza
I termini "brasatura" e "saldatura" sono spesso confusi, ma in un contesto tecnico descrivono due processi distinti definiti dalla temperatura alla quale vengono eseguiti e dal tipo di metallo d'apporto utilizzato.
Cos'è la Brasatura?
La brasatura è un processo di giunzione dei metalli in cui un metallo d'apporto con un punto di fusione superiore a 840°F (450°C) viene fuso e attirato in un giunto a incastro stretto per azione capillare.
In HVAC, questo comporta tipicamente l'uso di una torcia ossiacetilenica per riscaldare il tubo di rame. Il metallo d'apporto (spesso una lega di rame-fosforo o argento) si fonde, fluisce nello spazio e forma un legame permanente eccezionalmente forte al raffreddamento.
Questa connessione ad alta resistenza è il motivo per cui la brasatura è il processo obbligatorio per tutte le linee di refrigerante ad alta pressione.
Cos'è la Saldatura?
La saldatura è un processo simile ma utilizza un metallo d'apporto (stagno o lega per saldatura) con un punto di fusione inferiore a 840°F (450°C). La fonte di calore è spesso una più semplice torcia a gas propano o MAPP.
Sebbene l'azione capillare sia la stessa, il legame risultante è significativamente più debole di un giunto brasato. È più un legame superficiale, simile a una colla forte, piuttosto che un legame metallurgico che fonde i materiali.
Per questo motivo, la saldatura è accettabile solo per applicazioni a bassa pressione, come l'idraulica per l'acqua potabile o, in HVAC, per le linee di scarico della condensa.
Perché la Brasatura è lo Standard per le Linee di Refrigerante
Utilizzare la saldatura su una linea di refrigerante è un errore critico che porterà al guasto del sistema. La brasatura è essenziale per tre motivi principali.
Gestione delle Pressioni Estreme
I refrigeranti moderni come l'R-410A operano a pressioni molto elevate, spesso superiori a 600 PSI sul lato di mandata. Un giunto saldato semplicemente non ha la resistenza meccanica per contenere queste forze e inevitabilmente perderà.
Resistenza alle Vibrazioni
Un sistema HVAC è un ambiente dinamico. Il compressore e le ventole creano vibrazioni costanti e sottili che viaggiano attraverso le linee di rame. Un giunto brasato è duttile e può assorbire queste vibrazioni senza cedere, mentre un giunto saldato è più fragile e soggetto a fessurazioni sotto stress a lungo termine.
Prevenzione dell'Ossidazione con Azoto
Un passaggio critico e non negoziabile nella brasatura HVAC è il flussaggio delle linee con azoto secco durante il processo di riscaldamento.
Quando il rame viene riscaldato in presenza di ossigeno, si forma sulla superficie interna del tubo una scaglia nera e sfaldabile chiamata ossido rameico. Questa scaglia può staccarsi, viaggiare attraverso il sistema e intasare le aperture minuscole e precise di componenti come il filtro essiccatore o la valvola di espansione termostatica (TXV), portando a un blocco completo del sistema e al guasto.
Il flusso di un flusso a bassa pressione di azoto attraverso il tubo sposta l'ossigeno, impedendo la formazione di qualsiasi ossidazione e assicurando che l'interno del sistema rimanga perfettamente pulito.
Comprendere i Compromessi e le Insidie Comuni
Sebbene la brasatura sia superiore in termini di resistenza, richiede maggiore abilità e attrezzature specializzate rispetto alla saldatura, portando alcuni a prendere scorciatoie.
Requisiti di Abilità e Attrezzatura
La brasatura richiede un livello di abilità più elevato. Il tecnico deve riscaldare il giunto uniformemente fino alla temperatura corretta senza surriscaldare e danneggiare il tubo o una valvola vicina. Richiede anche un impianto torcia ossiacetilenica, che è più complesso e costoso di una semplice torcia a propano.
Selezione del Metallo d'Apporto
La scelta della lega di brasatura è fondamentale. Per i giunti rame-rame, è comune una lega rame-fosforo (come il 15% di argento), poiché il fosforo agisce come agente fondente.
Tuttavia, quando si brasa il rame a un metallo diverso, come l'ottone o l'acciaio di una valvola di servizio, è necessario utilizzare un fondente separato e una lega di brasatura ad alto contenuto di argento. L'uso della bacchetta sbagliata comporterà un giunto debole o nessun legame.
La Tentazione della "Saldatura Dolce"
La saldatura è più veloce, più economica e più facile. Questo rende allettante per persone non formate utilizzarla in modo errato sulle linee di refrigerante. Questa è una grave negligenza che garantisce una futura perdita, la perdita di refrigerante costoso e potenziali danni alle apparecchiature.
Fare la Scelta Giusta per il Tuo Obiettivo
La tua scelta è dettata interamente dalla parte del sistema su cui stai lavorando.
- Se il tuo obiettivo principale è unire le linee del refrigerante (aspirazione, liquido o mandata): Devi brasare con una purga di azoto per creare un giunto forte, pulito e permanente.
- Se il tuo obiettivo principale è collegare una linea di scarico della condensa: La saldatura è il metodo corretto, sicuro ed economico per questa applicazione a bassa pressione.
- Se il tuo obiettivo principale è unire il rame a un metallo diverso (come una valvola): Devi brasare utilizzando una lega ad alto contenuto di argento e applicare fondente per garantire un legame adeguato.
Padroneggiare il metodo di giunzione corretto è un aspetto non negoziabile di un lavoro HVAC sicuro e affidabile.
Tabella Riassuntiva:
| Aspetto | Brasatura | Saldatura |
|---|---|---|
| Temperatura di Processo | Superiore a 840°F (450°C) | Inferiore a 840°F (450°C) |
| Resistenza del Giunto | Più forte del tubo di rame base | Significativamente più debole |
| Uso Principale in HVAC | Linee di refrigerante ad alta pressione | Linee di scarico condensa a bassa pressione |
| Attrezzatura Richiesta | Torcia ossiacetilenica, purga di azoto | Torcia a gas propano o MAPP |
Assicurati che i sistemi di controllo ambientale e HVAC del tuo laboratorio siano supportati da apparecchiature affidabili. KINTEK è specializzata in apparecchiature e materiali di consumo per laboratori, servendo le esigenze di laboratorio con precisione e durata. Per una consulenza esperta sul mantenimento delle condizioni ottimali per i tuoi strumenti sensibili, contatta oggi i nostri specialisti e scopri le soluzioni giuste per la tua struttura.
Guida Visiva