Una lista di manutenzione degli stampi veramente efficace non è un singolo documento, ma un sistema a livelli basato sull'utilizzo e sul tempo. Inizia creando checklist distinte per diversi livelli di manutenzione: controlli giornalieri all'interno della pressa, manutenzione generale intermedia e revisioni principali complete. Questo approccio strutturato assicura che si applichi il giusto livello di servizio al momento giusto, prevenendo sia la sotto-manutenzione che l'eccessiva manutenzione.
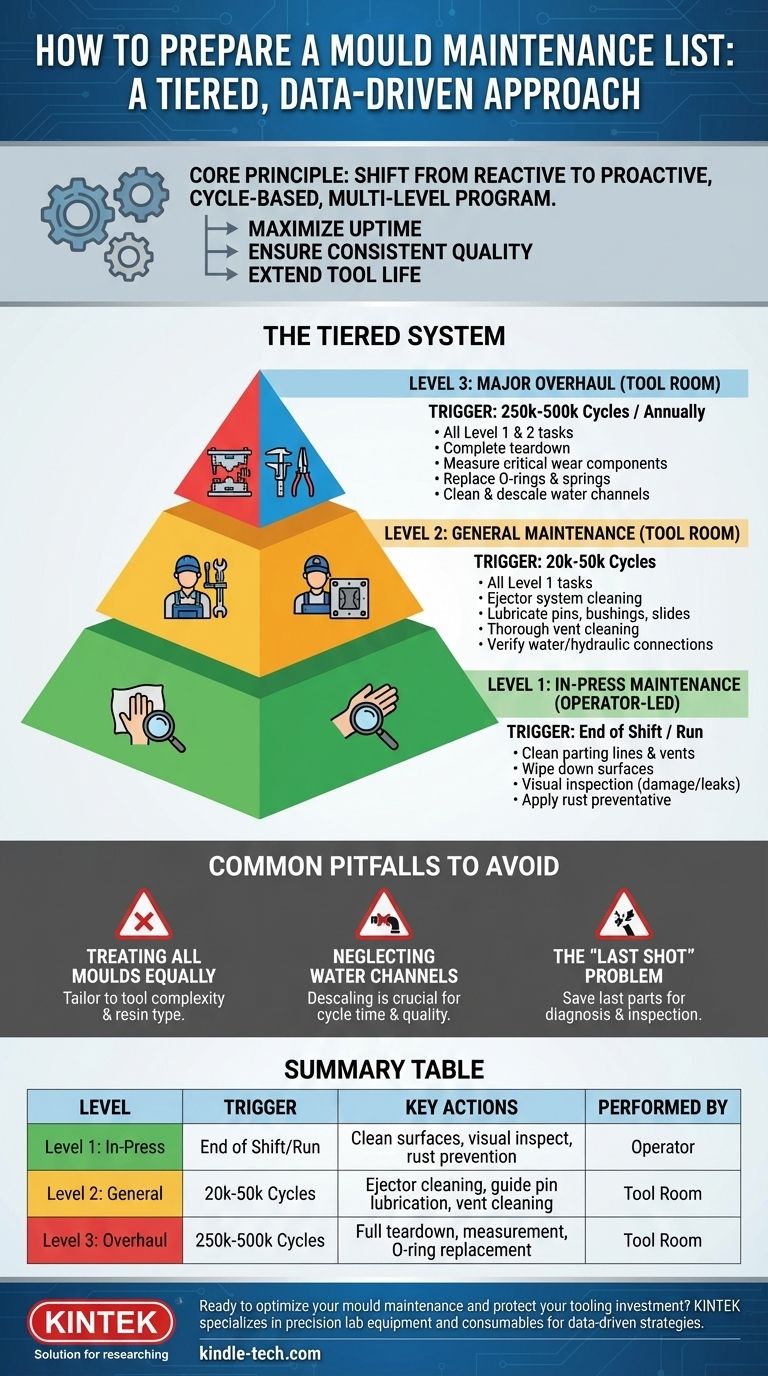
Il principio fondamentale della moderna manutenzione degli stampi è il passaggio dalla riparazione reattiva a un programma proattivo a più livelli innescato principalmente dal conteggio dei cicli. Questa strategia massimizza i tempi di attività, garantisce una qualità costante del pezzo e prolunga drasticamente la vita del vostro investimento in utensili.

Le Fondamenta: Perché un Approccio a Livelli è Essenziale
Una checklist universale è un errore comune ma critico. Porta a uno spreco di sforzi su utensili semplici e a guasti catastrofici su quelli complessi. Un sistema a livelli basato sui dati è l'unico modo per gestire professionalmente gli asset di stampaggio.
Manutenzione Preventiva vs. Correttiva
La manutenzione correttiva consiste nel riparare uno stampo dopo che si è guastato. Questa è la forma di manutenzione più costosa e dirompente, che comporta tempi di inattività non pianificati, pezzi scartati e potenziali danni alla pressa.
La manutenzione preventiva (MP) comporta attività pianificate progettate per prevenire i guasti prima che si verifichino. L'obiettivo è un programma di MP ben strutturato, che riduca i costi e migliori la prevedibilità operativa.
Il Ruolo del Conteggio dei Cicli
La manutenzione basata sul tempo (ad esempio, "ogni mese") è una metrica scadente per gli utensili. Uno stampo che esegue 100.000 cicli in un mese subisce un'usura molto maggiore rispetto a uno che ne esegue 1.000.
Il conteggio dei cicli è l'indicatore più accurato delle condizioni di uno stampo. I vostri livelli di manutenzione devono essere attivati dal numero di cicli completati dall'utensile.
L'Importanza della Documentazione
Se non è documentato, non è successo. Ogni attività di manutenzione, da una semplice pulizia a uno smontaggio completo, deve essere registrata.
Questa cronologia crea un database inestimabile per ogni specifico utensile. Vi consente di identificare problemi ricorrenti, prevedere guasti futuri e ottimizzare gli intervalli di manutenzione in base a dati reali, non a ipotesi.
Costruire il Vostro Programma di Manutenzione a Livelli
Il vostro programma di manutenzione dovrebbe essere suddiviso in almeno tre livelli distinti, ognuno con la propria checklist specifica e il proprio innesco.
Livello 1: Manutenzione In-Press (Guidata dall'Operatore)
Questa è la prima linea di difesa, eseguita mentre lo stampo è ancora nella macchina, spesso dall'operatore della pressa alla fine di un turno o di una produzione. L'obiettivo è la pulizia e l'ispezione visiva.
La Vostra Checklist di Livello 1 Dovrebbe Includere:
- Pulizia delle superfici della linea di divisione e delle prese d'aria.
- Pulizia delle superfici di cavità e nucleo con detergenti approvati.
- Ispezione visiva per segni di danni, bave o accumulo di residui.
- Controllo di eventuali perdite di acqua o fluido idraulico.
- Applicazione di un inibitore di ruggine se lo stampo deve rimanere inattivo.
Livello 2: Manutenzione Generale (Officina Stampi)
Questa viene eseguita quando lo stampo viene rimosso dalla pressa per un cambio utensile o dopo aver raggiunto un conteggio di cicli stabilito (ad esempio, 20.000-50.000 cicli). È più approfondita del Livello 1.
La Vostra Checklist di Livello 2 Dovrebbe Includere:
- Tutte le attività di Livello 1.
- Smontaggio completo del sistema di espulsione per pulizia e lubrificazione.
- Ispezione e lubrificazione di tutti i perni guida, boccole e cursori.
- Pulizia approfondita di tutte le prese d'aria per prevenire trappole di gas.
- Verifica di tutti i collegamenti dell'acqua e idraulici.
- Ispezione della linea di divisione per eventuali segni di usura o danni.
Livello 3: Revisione Principale (Officina Stampi)
Si tratta di uno smontaggio completo di ogni componente dello stampo, innescato da un alto conteggio di cicli (ad esempio, 250.000-500.000 cicli) o annualmente. L'obiettivo è riportare lo stampo alle specifiche di progettazione originali.
La Vostra Checklist di Livello 3 Dovrebbe Includere:
- Tutte le attività di Livello 1 e 2.
- Smontaggio completo di ogni componente dello stampo.
- Misurazione dei componenti critici soggetti a usura (perni, boccole, interblocchi) e confronto con i disegni originali.
- Sostituzione di tutti gli O-ring, le guarnizioni e le molle come regola.
- Pulizia di tutti i canali dell'acqua per rimuovere il calcare e garantire un raffreddamento adeguato.
- Lucidatura delle superfici di cavità e nucleo secondo necessità per mantenere la finitura del pezzo.
Errori Comuni da Evitare
Implementare un programma è una cosa; renderlo efficace richiede di evitare trappole comuni che minano l'intero sforzo.
Errore: Trattare Tutti gli Stampi Allo Stesso Modo
Uno stampo prototipo semplice, con apertura e chiusura facili, non richiede la stessa frequenza di manutenzione di uno stampo multi-cavità ad alto volume con azioni complesse.
I vostri intervalli di manutenzione e i dettagli della checklist devono essere personalizzati per lo stampo specifico. I fattori da considerare includono la complessità dell'utensile, il tipo di resina utilizzata (le resine abrasive o corrosive richiedono controlli più frequenti) e la qualità del pezzo richiesta.
Errore: Trascurare i Canali dell'Acqua
Il raffreddamento è responsabile della maggior parte del tempo ciclo dello stampaggio a iniezione e ha un enorme impatto sulla qualità del pezzo.
Nel tempo, i canali dell'acqua si intasano di calcare e ruggine, portando a un raffreddamento inefficiente, tempi ciclo più lunghi e difetti del pezzo. La manutenzione di Livello 3 deve includere una decalcificazione approfondita di tutti i circuiti di raffreddamento.
Errore: Il Problema del "Ultimo Pezzo"
Spesso, l'ultimo pezzo prodotto prima che uno stampo venga rimosso non viene conservato per l'ispezione. Questa è un'occasione persa.
Conservare sempre i pezzi e i canali dell'ultimo ciclo. Forniscono all'officina stampi un'istantanea perfetta delle prestazioni dello stampo e possono aiutare i tecnici a diagnosticare problemi come prese d'aria ostruite o linee di divisione usurate prima ancora di aprire l'utensile.
Implementare il Vostro Programma di Manutenzione
Utilizzate queste linee guida per creare un sistema che si adatti alle esigenze e agli obiettivi specifici della vostra attività.
- Se il vostro obiettivo principale è ridurre i tempi di inattività immediati: Iniziate formalizzando i controlli in-press di Livello 1 e implementando un solido sistema di documentazione per ogni utensile.
- Se il vostro obiettivo principale è migliorare la qualità del pezzo: Concentratevi sui dettagli della vostra manutenzione di Livello 2, in particolare sulla pulizia approfondita delle prese d'aria, delle linee di divisione e delle superfici delle cavità.
- Se il vostro obiettivo principale è estendere la vita utile dei vostri utensili: Impegnatevi completamente in un programma di revisione di Livello 3 basato sui dati, misurando meticolosamente i componenti e sostituendo gli articoli soggetti a usura prima che si guastino.
In definitiva, un programma di manutenzione degli stampi di livello mondiale trasforma gli utensili da una passività a un asset affidabile, prevedibile e altamente redditizio.
Tabella Riassuntiva:
| Livello di Manutenzione | Innesco | Azioni Chiave | Eseguito Da |
|---|---|---|---|
| Livello 1: In-Press | Fine Turno/Produzione | Pulizia linee di divisione, ispezione visiva, prevenzione ruggine | Operatore |
| Livello 2: Generale | 20k-50k Cicli | Pulizia sistema espulsore, lubrificazione perni guida, pulizia prese d'aria | Officina Stampi |
| Livello 3: Revisione Principale | 250k-500k Cicli | Smontaggio completo, misurazione componenti, sostituzione O-ring/guarnizioni | Officina Stampi |
Pronti a ottimizzare la manutenzione dei vostri stampi e proteggere il vostro investimento in utensili? KINTEK è specializzata nel fornire le attrezzature da laboratorio e i materiali di consumo che supportano una strategia di manutenzione proattiva. Dagli strumenti di pulizia di precisione agli strumenti di misurazione, le nostre soluzioni vi aiutano a implementare un programma basato sui dati che riduce i tempi di inattività e garantisce una qualità costante dei pezzi. Contattate oggi i nostri esperti per discutere come possiamo equipaggiare il vostro laboratorio per il successo!
Guida Visiva
Prodotti correlati
- Stampo per pressatura di pellet di polvere di acido borico XRF per uso di laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Pressa Cilindrica con Scala per Laboratorio
- Pressa a Caldo a Doppia Piastra per Laboratorio
- Pressa da Laboratorio Quadrata per Applicazioni di Laboratorio
Domande frequenti
- Come una pressa per pellet di polvere da laboratorio facilita la preparazione di corpi verdi ceramici multistrato a gradiente di Al2O3/ZrO2? Tecniche di incollaggio di precisione
- Cos'è il metodo della pastiglia pressata XRF? Una guida rapida ed economica alla preparazione dei campioni
- Qual è lo scopo dell'utilizzo di uno stampo per la pressatura di pellet nella preparazione di campioni di prova per catalizzatori? Garantire la coerenza dei dati
- In che modo la scelta di uno stampo a pressione influisce sulle prestazioni delle batterie a stato solido? Guida esperta alla pellettizzazione
- Come si prepara un campione pressato in pastiglia per XRF? Una guida passo-passo per un'analisi accurata



















