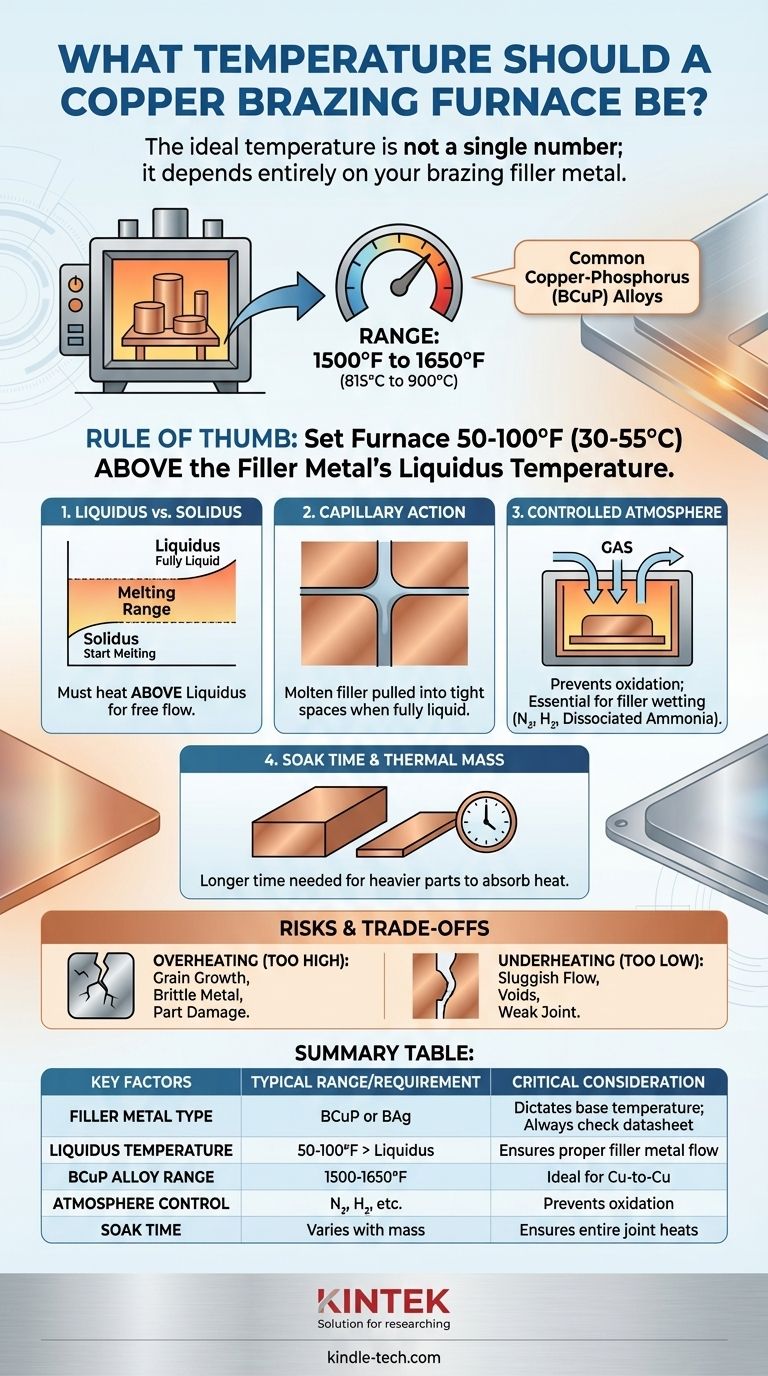
La temperatura ideale per un forno di brasatura del rame non è un numero singolo; è determinata interamente dallo specifico metallo d'apporto (lega) che si sta utilizzando. Il forno deve essere impostato a una temperatura che sia in sicurezza al di sopra della temperatura di liquidus (completamente liquida) del metallo d'apporto, ma ben al di sotto del punto di fusione del metallo base di rame. Per le comuni leghe rame-fosforo, questo rientra tipicamente in un intervallo da 1500°F a 1650°F (da 815°C a 900°C).
Il principio fondamentale della brasatura è fondere il metallo d'apporto, non le parti da unire. Pertanto, è necessario consultare sempre la scheda tecnica della propria specifica lega per brasatura e impostare la temperatura del forno 50-100°F (30-55°C) al di sopra della sua temperatura di liquidus dichiarata per garantire un flusso adeguato.
Perché il metallo d'apporto detta la temperatura
Una brasatura riuscita si basa sul fatto che il metallo d'apporto diventi completamente liquido in modo che possa essere aspirato nel giunto per azione capillare. Le proprietà di questo metallo d'apporto, non il rame stesso, sono il fattore di controllo per le impostazioni del forno.
Comprendere Liquidus vs. Solidus
Ogni lega per brasatura ha un intervallo di fusione definito da due temperature. Il solidus è la temperatura alla quale la lega inizia a fondere, e il liquidus è la temperatura alla quale diventa completamente liquida.
Affinché il metallo d'apporto scorra liberamente e crei un legame forte, l'intera area del giunto deve essere riscaldata al di sopra della temperatura di liquidus.
Il ruolo dell'azione capillare
L'azione capillare è la forza che attira il metallo d'apporto fuso nello spazio ristretto tra le due parti di rame. Questo fenomeno funziona efficacemente solo quando il riempitivo è completamente liquido e fluido.
Se la temperatura del forno è troppo bassa (sotto il liquidus), il riempitivo sarà lento e denso, impedendogli di riempire completamente il giunto e risultando in una connessione debole con vuoti.
Comuni leghe per brasatura del rame
Diverse leghe hanno diverse temperature di liquidus. Per i giunti rame-rame, le leghe BCuP (rame-fosforo) sono estremamente comuni perché il fosforo agisce come agente disossidante, eliminando la necessità di un disossidante separato.
Per unire il rame ad altri metalli come l'acciaio o l'ottone, vengono utilizzate leghe BAg (a base d'argento), e i loro requisiti di temperatura differiranno in modo significativo. Controllare sempre le specifiche della lega.
Impostazione del forno: più di un semplice numero
Raggiungere la temperatura corretta è solo una parte del processo. Per una brasatura in forno di successo, diversi altri fattori sono critici da controllare.
L'importanza di un'atmosfera controllata
Riscaldare il rame a temperature di brasatura all'aria aperta causerà una forte ossidazione superficiale. Questo strato di ossido impedisce al metallo d'apporto di "bagnare" le superfici di rame, rendendo impossibile un legame.
La brasatura in forno deve essere eseguita in un'atmosfera protettiva (come azoto, idrogeno o ammoniaca dissociata) per spostare l'ossigeno e mantenere le parti pulite durante il ciclo di riscaldamento e raffreddamento.
Tempo di mantenimento e massa termica
Il display della temperatura del forno mostra la temperatura dell'aria, non delle parti. Le parti stesse, soprattutto se spesse o pesanti, hanno bisogno di tempo per assorbire il calore.
Questo periodo è chiamato tempo di mantenimento—la durata per la quale le parti sono mantenute alla temperatura di brasatura. Un tempo di mantenimento più lungo è richiesto per le parti con maggiore massa termica per garantire che l'area del giunto raggiunga la temperatura necessaria affinché il metallo d'apporto scorra.
Comprendere i rischi e i compromessi
Impostare la temperatura del forno in modo errato in entrambe le direzioni porterà a giunti difettosi.
Il pericolo del surriscaldamento
Impostare la temperatura troppo alta spreca energia e crea rischi. Un calore eccessivo può causare la crescita del grano nel rame, il che può rendere il metallo fragile e debole vicino al giunto.
In casi estremi, si potrebbe iniziare ad avvicinarsi al punto di fusione del rame stesso (1984°F / 1085°C), il che distruggerebbe le parti.
Il problema del sottoriscaldamento
Il sottoriscaldamento è la causa più comune di un giunto brasato scadente. Se la temperatura del forno è troppo vicina o al di sotto del punto di liquidus del riempitivo, la lega non scorrerà correttamente.
Ciò si traduce in un riempimento incompleto, lasciando spazi e vuoti che compromettono gravemente la forza e l'integrità della connessione finale.
Fare la scelta giusta per la tua applicazione
Usa le proprietà del metallo d'apporto scelto come guida definitiva per l'impostazione del tuo forno.
- Se il tuo obiettivo principale è unire rame a rame: Probabilmente stai usando una lega BCuP. Imposta il tuo forno 50-100°F (30-55°C) al di sopra della temperatura di liquidus specificata della lega, posizionando la tua finestra di processo nell'intervallo 1500-1650°F (815-900°C).
- Se il tuo obiettivo principale è brasare rame a un metallo diverso: Avrai bisogno di una lega diversa, probabilmente una lega BAg (argento). Devi consultare la sua scheda tecnica, poiché il suo intervallo di temperatura richiesto sarà diverso da quello delle leghe BCuP.
- Se stai riscontrando risultati incoerenti: Per prima cosa, conferma che il tuo forno sia calibrato e fornisca calore uniforme. In secondo luogo, assicurati che la tua atmosfera protettiva sia pura e prevenga efficacemente l'ossidazione sulle superfici delle parti prima e durante il ciclo di brasatura.
Padroneggiare la temperatura e l'atmosfera del tuo forno è il primo passo critico per creare giunti brasati costantemente forti e affidabili.
Tabella riassuntiva:
| Fattore chiave | Intervallo/Requisito tipico | Considerazione critica |
|---|---|---|
| Tipo di metallo d'apporto | BCuP (Rame-Fosforo) o BAg (Argento) | Determina la temperatura base; consultare sempre la scheda tecnica della lega |
| Temperatura di liquidus | 50-100°F (30-55°C) al di sopra del punto di liquidus della lega | Garantisce un flusso adeguato del metallo d'apporto tramite azione capillare |
| Intervallo comune leghe BCuP | Da 1500°F a 1650°F (da 815°C a 900°C) | Ideale per giunti rame-rame; il fosforo agisce come disossidante |
| Controllo dell'atmosfera | Azoto, idrogeno o ammoniaca dissociata | Previene l'ossidazione per una corretta bagnatura e legame |
| Tempo di mantenimento | Varia con la massa termica della parte | Garantisce che l'intero giunto raggiunga la temperatura target |
Hai bisogno di un forno che offra un controllo preciso della temperatura e un'atmosfera affidabile per una brasatura del rame impeccabile? KINTEK è specializzata in forni da laboratorio ad alte prestazioni e attrezzature progettate per risultati di brasatura costanti. I nostri esperti possono aiutarti a selezionare il sistema giusto per le tue leghe specifiche e le tue esigenze applicative. Contattaci oggi per discutere le tue esigenze di brasatura e garantire giunti forti e affidabili ogni volta!
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Fornace a Atmosfera Controllata da 1200℃ Fornace a Atmosfera Inerte di Azoto
- Fornace a atmosfera controllata da 1700℃ Fornace a atmosfera inerte di azoto
- Fornace per Trattamento Termico Sottovuoto e Sinterizzazione con Pressione d'Aria di 9 MPa
- Fornace a Idrogeno Inertee Controllato all'Azoto
Domande frequenti
- A cosa servono i forni a vuoto? Sblocca la massima purezza e prestazioni dei materiali
- Dove vengono utilizzate le fornaci a vuoto? Essenziali per il trattamento termico ad alta purezza in settori critici
- A cosa serve un forno a vuoto? Sblocca la purezza nella lavorazione ad alta temperatura
- Qual è il costo di un forno per brasatura sottovuoto? Una guida ai fattori chiave e alla strategia di investimento
- È possibile brasare o saldobrasare metalli dissimili? Una guida per giunzioni forti e affidabili



















